一种具有多夹持工位的零件加工用工装的制作方法
1.本实用新型涉及夹持工装领域,尤其涉及一种具有多夹持工位的零件加工用工装。
背景技术:
2.在工件生产过程中,会涉及到打磨、钻孔、开槽等工艺,尤其是对异形工件进行钻孔加工处理时,需要用专用的夹持工装对工件进行固定,确保工件在钻孔时不会产生移动,能够保证钻孔的精度。
3.传统的用于异形工件钻孔的夹持装置在实际的使用过程中,大多数采用单工位夹持结构,单次钻孔作业只能对一个工件进行固定,需要等待上一个工件钻孔结束后,再对剩下的未加工的工件进行逐个夹持定位后才能够完成批量钻孔作业,频繁的对工件进行夹持和取料操作,会浪费大量的时间,明显会影响加工效率;鉴于此,我们提出能够提高加工效率并且能够对异形工件进行稳定夹持的一种具有多夹持工位的零件加工用工装。
技术实现要素:
4.本实用新型的目的是针对背景技术中存在的问题,提出能够提高加工效率并且能够对异形工件进行稳定夹持的一种具有多夹持工位的零件加工用工装。
5.本实用新型的技术方案:一种具有多夹持工位的零件加工用工装,包括座板,所述座板的顶端固定安装有若干压持组件,所述座板的顶部且远离压持组件的一端固定安装有若干定位座,每个所述定位座远离压持组件一侧的外壁上均固定安装有气缸,每个所述定位座内均活动安装有挡块,每个所述气缸的输出端均与相匹配的挡块固定连接,所述座板的顶端固定安装有若干支撑座,每个所述支撑座均位于相匹配的压持组件与定位座之间的位置。每个所述压持组件均包括圆形座,若干所述圆形座均固定在座板的上表面,每个所述圆形座的顶部均固定安装有螺杆,每个所述螺杆上均活动安装有压板,每个所述支撑座的顶部均放置有异形工件,每个所述异形工件的一端均夹持在压板与支撑座之间,每个所述异形工件远离压板的一端均夹持在支撑座与挡块之间。
6.优选的,所述异形工件由直板部和前置块部铸造成型并形成一体式结构,每个所述直板部均放置在相匹配的支撑座的上表面,每个所述前置块部均夹持在对应设置的支撑座与挡块之间,对异形工件进行水平方向以及垂直方向的限位,能够提高其夹持定位后的稳定性。
7.优选的,每个所述直板部的上表面均标记有钻孔标记点,每个所述支撑座的顶部均开凿有钻头保护孔,每个所述钻头保护孔均位于相匹配的钻孔标记点的下方,通过钻头保护孔为下移的钻头保留空间,有效降低钻头与支撑座接触而损坏的几率。
8.优选的,每个所述定位座远离气缸的一端均开凿有限位槽,每个所述挡块均活动安装在相匹配的限位槽内部,通过限位槽对挡块进行限位,有效提高了挡块横向移动的稳定性。
9.优选的,每个所述前置块部的顶端均设有u型口,每个所述挡块靠近前置块部的一端均固定安装有压块,每个所述压块均插入相匹配的u型口内并与其活动连接,通过压块对异形工件的前置块部进行压持,进一步提高对异形工件夹持定位的牢固性。
10.优选的,每个所述螺杆上均螺纹安装有锁紧螺母,每个所述锁紧螺母均位于相匹配的压板的上方,通过锁紧螺母对压板进行限位,确保压板能够对异形工件进行稳定压持。
11.优选的,所述座板上开凿有四个装配孔,每个所述装配孔处均穿设有定位螺栓,所述座板通过四个定位螺栓固定在加工台上,确保座板能够牢固安装在加工台上,并且方便对其进行拆装。
12.与现有技术相比,本实用新型具有如下有益的技术效果:
13.1、通过多个支撑座可以对多个异形工件进行支撑,通过压持组件和挡块对异形工件进行夹持定位,确保工件能够稳定架设在支撑座上,将多个异形工件批量排布完成后,可以对其进行同步钻孔加工,无需频繁对工件进行定位和取料操作,能够节省时间,有效提高了加工效率。
14.2、通过压持组件对异形工件的一端进行压持定位,再由气缸带动挡块横向移动,可以将异形工件的另外一端夹持在支撑座与挡块之间,并且挡块上的压块能够对异形工件远离压持组件的一端进行压持定位,确保异形工件能够稳定架设在支撑座上,有效提高了对异形工件夹持定位的稳定性。
附图说明
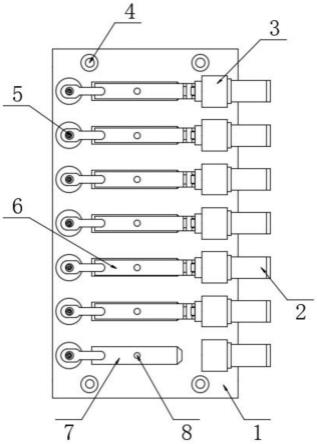
15.图1为本实用新型的整体结构示意图;
16.图2给出了本实用中压持组件结构示意图;
17.图3给出了本实用新型中定位座内部结构示意图;
18.图4给出了本实用新型中支撑座和异形工件结构示意图;
19.图5给出了本实用新型中挡块和压块结构示意图。
20.附图标记:1、座板;
21.2、气缸;
22.3、定位座;31、限位槽;32、挡块;33、压块;
23.4、装配孔;
24.5、压持组件;51、圆形座;52、压板;53、锁紧螺母;54、螺杆;
25.6、异形工件;61、直板部;62、钻孔标记点;63、u型口;64、前置块部;
26.7、支撑座;
27.8、钻头保护孔。
具体实施方式
28.下文结合附图和具体实施例对本实用新型的技术方案做进一步说明。
29.实施例一
30.如图1-5所示,本实用新型提出的一种具有多夹持工位的零件加工用工装,包括座板1,座板1上开凿有四个装配孔4,每个装配孔4处均穿设有定位螺栓,并且座板1通过定位螺栓固定在加工台上,采用螺栓结构对座板1进行安装固定,方便对其进行拆装。座板1的顶
部焊装有若干压持组件5以及定位座3,每个定位座3与其对称设置的压持组件5之间均设有支撑座7,若干支撑座7均焊装在座板1的上表面。每个定位座3远离支撑座7一侧的外壁上均固定装配有气缸2,每个气缸2的输出端均穿入对应设置的定位座3内部并与定位座3内部活动安装的挡块32固定连接,确保气缸2能够带动挡块32横向移动;
31.进一步的,每个压持组件5均包括焊装在座板1顶部的圆形座51,每个圆形座51的上表面均焊装有螺杆54,每个螺杆54上均活动套装有压板52,每个螺杆54上均螺纹安装有锁紧螺母53,每个锁紧螺母53均位于对应设置的压板52的上方,并且压板52是通过锁紧螺母53进行锁紧定位的,每个支撑座7的顶部均放置有异形工件6,该异形工件6由直板部61和前置块部64组成,二者采用铸造工艺一体成型,其中直板部61放置在支撑座7的顶部,并由压板52进行压持定位,而前置块部64的下半部分则嵌入支撑座7与挡块32之间的缝隙中,并且挡块32将前置块部64压持在支撑座7的一端。
32.基于实施例一的一种具有多夹持工位的零件加工用工装的工作原理是:首先将多个异形工件6放置在对应的支撑座7的顶部,将压板52的一端转动至异形工件6的直板部61的上方,再将锁紧螺母53套设在螺杆54上,向下转动锁紧螺母53,可以推动压板52下移,当压板52的下表面与直板部61的上表面紧密接触时,停止转动锁紧螺母53,此时压板52能够对直板部61的一端进行牢固夹持定位。在异形工件6放置过程中,其前置块部64嵌入支撑座7与挡块32之间的缝隙中,由气缸2带动挡块32向支撑座7一侧移动,能够对前置块部64进行牢固夹持,当异形工件6的两端均被夹持定位后,即可让其牢固架设在支撑座7的顶部,有效提高了其夹持定位的牢固性。当多个异形工件6均排布完成且全部固定完成后,即可使用钻孔设备对其进行批量钻孔处理,单次可以完成多个异形工件6的钻孔作业,相对于传统的单工位夹持装置而言,本工装采用多夹持工位,能够减少异形工件6定位和取料时需要花费的时间,节省了大量的时间,有效提高了加工效率。
33.实施例二
34.如图1-5所示,本实用新型提出的一种具有多夹持工位的零件加工用工装。
35.参照图3,每个定位座3远离气缸2的一端均开凿有限位槽31,每个挡块32均嵌入对应设置的限位槽31内并与其活动连接,每个气缸2的输出端均穿入限位槽31内并与对应设置的挡块32固定连接;
36.该方案中,将挡块32活动安装在限位槽31内部,通过限位槽31可以对挡块32进行限位,在气缸2带动挡块32横向移动时,能够降低挡块32的晃动幅度,有效提高了挡块32对前置块部64夹持后的牢固性。
37.参照图2-5,每个前置块部64的顶端均设有u型口63,每个挡块32远离气缸2的一端均焊装有压块33,该压块33的横截面也为u型结构,并且压块33插入对应设置的u型口63中与其活动连接;
38.该方案中,当挡块32与前置块部64紧密贴合后,压块33嵌入u型口63内,此时在压块33的限位下,可以对前置块部64进行垂直方向的限位,再结合压板52对直板部61端部的压持定位,进一步提高异形工件6夹持定位后的牢固性。
39.参照图1和图4,每个直板部61的上表面均用记号笔标记有钻孔标记点62,每个支撑座7的顶部均开凿有钻头保护孔8,每个钻头保护孔8均位于对应设置的钻孔标记点62的下方,并且二者位于同垂直轴线上;
40.该方案中,将钻孔设备的钻头对准在钻孔标记点62处,当钻头穿过直板部61后,能够在直板部61上钻出小孔结构,此过程中,钻头会深入钻头保护孔8中,可以防止钻头在钻穿直板部61的瞬间与支撑座7接触,能够减少钻头与支撑座7接触后产生的磨损,有效提高了对钻头的保护效果。
41.上述具体实施例仅仅是本实用新型的几种优选的实施例,基于本实用新型的技术方案和上述实施例的相关启示,本领域技术人员可以对上述具体实施例做出多种替代性的改进和组合。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1