一种全自动密封圈链组装装置的制作方法
1.本实用新型涉及链条生产领域,具体为一种全自动密封圈链组装装置。
背景技术:
2.链条生产一般的生产流程是原料检验、下料、热编链、抛丸、焊接去刺、热处理,拉伸校正、检验配对,现如今链条生产广泛,越发注重生产的合格性和便利性,随之设计有许多便于生产链条和辅助性机器。
3.现如今大多数组装链条的方式,一般为半自动组装,需要人工的加入,导致在进行组装时速度过于缓慢,并且在人工的涉入下,容易被机器误伤,无法保障工作人员的安全,不利于批量组装生产。
技术实现要素:
4.本实用新型的目的在于提供一种全自动密封圈链组装装置,具有自动化组装,减少组装时间,适合批量生产的特点。
5.为实现上述目的,本实用新型提供如下技术方案:一种全自动密封圈链组装装置,包括底架,所述底架的顶侧固定安装有机台,所述机台的顶侧固定安装有固定架一,所述机台的顶侧设置有夹紧机构一,所述机台顶侧的右端固定安装有液压杆,所述底架的右后方设置有上料机构一,所述机台顶侧的右端设置有转动机构,所述固定架一的底侧设置有冲压机构一,所述固定架一的后侧固定安装有上料机构二,所述机台的顶侧固定安装有上料机构三,所述固定架一的右侧设置有夹持机构一,所述机台的顶侧设置有上料机构四,所述上料机构四的顶侧设置有冲压机构二,所述机台顶侧的左端固定安装有固定架二,所述固定架二的顶侧设置有冲压机构三,所述机台的顶侧设置有夹紧机构二,所述机台顶侧的后端设置有上料机构五,所述底架的左侧设置有上料机构六,所述机台的顶侧开设有输送槽。
6.为了实现将底片固定在输送槽内,作为本实用新型的一种全自动密封圈链组装装置优选的,所述夹紧机构一包括有滑槽、固定板一、滑轨、支撑板、夹持板,所述固定板一的顶侧固定安装有滑轨,所述滑轨的外侧套接有支撑板,所述支撑板的顶侧卡合有夹持板。
7.为了实现对链条销钉进行固定,作为本实用新型的一种全自动密封圈链组装装置优选的,所述冲压机构一包括有固定板二、滑块,冲块,所述固定板二的正侧设置有滑块,所述滑块的底侧固定安装有冲块,且所述滑块,冲块为一组,总设置有两组分别设置在固定板二的正侧。
8.为了实现对在底片上放置链条销钉,作为本实用新型的一种全自动密封圈链组装装置优选的,所述上料机构二包括有储料管、输送块、限位槽一,所述储料管的底侧设置有输送块,所述输送块的顶侧开设有限位槽一。
9.为了实现对销钉外侧设置第一个密封圈,作为本实用新型的一种全自动密封圈链组装装置优选的,所述上料机构三包括有上料盘、输送板、限位块一、限位槽二,所述上料盘的外侧固定安装有输送板,所述输送板的前端设置有限位块一,所述限位块一的顶侧开设
有限位槽二。
10.为了实现对链条销钉的外侧安装限位套,作为本实用新型的一种全自动密封圈链组装装置优选的,所述上料机构四包括有储料盒一、输送带,推块一,所述输送带的左端设置有储料盒一,所述储料盒一的底侧设置有推块一。
11.为了实现对限位套进行固定,作为本实用新型的一种全自动密封圈链组装装置优选的,所述冲压机构二包括有固定板三、冲压柱、限位块二,所述固定板三固定安装在机台的顶侧,所述固定板三的正侧设置有限位块二,所述限位块二的内测设置有四根冲压柱。
12.为了实现对第二底片的顶侧安装顶片,作为本实用新型的一种全自动密封圈链组装装置优选的,所述上料机构五包括有储料盒二、推块二,所述储料盒二固定安装在机台的后侧,且所述储料盒二的底侧设置有推块二。
13.与现有技术相比,本实用新型的有益效果如下:
14.1.本实用新型中,通过系统化顺序控制上料机构对首次固定的底片上进行逐个安装链条部件,使得组装精准不易发生错乱,同时在每安装完一个零件后,都将通过国冲压机构进行固定,防止输送的过程中零件发生偏移,导致加工失败;
15.2.本实用新型中,通过自动化组装链条,减少人工的涉入组装,避免人工的加入被机器误伤,同时通过自动化组装有利于加快组装速度,适用于批量安装,提高生产效率。
附图说明
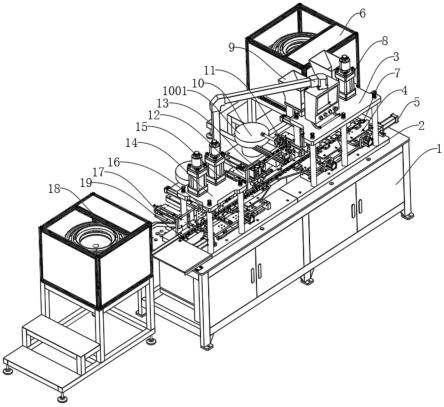
16.图1为本实用新型的立体结构图;
17.图2为本实用新型的工作台立体结构图;
18.图3为本实用新型的后视结构图;
19.图4为本实用新型的左视结构图;
20.图5为本实用新型的俯视剖面结构图。
21.图中:1、底架;2、机台;3、固定架一;4、夹紧机构一;5、液压杆;6、上料机构一;7、转动机构;8、冲压机构一;9、上料机构二;10、上料机构三;11、夹持机构一;12、上料机构四;13、冲压机构二;14、固定架二;15、冲压机构三;16、夹紧机构二;17、上料机构五;18、上料机构六;19、输送槽;401、滑槽;402、固定板一;403、滑轨;404、支撑板;405、夹持板;801、固定板二;802、滑块;803、冲块;901、储料管;902、输送块;903、限位槽一;1001、上料盘;1002、输送板;1003、限位块一;1004、限位槽二;1201、储料盒一;1202、输送带;1203、推块一;1301、冲压柱;1302、限位块二;1303、固定板三;1701、储料盒二;1702、推块二。
具体实施方式
22.请参阅图1至图5,一种全自动密封圈链组装装置,包括底架1,底架1的顶侧固定安装有机台2,机台2的顶侧固定安装有固定架一3,机台2的顶侧设置有夹紧机构一4,机台2顶侧的右端固定安装有液压杆5,底架1的右后方设置有上料机构一6,机台2顶侧的右端设置有转动机构7,固定架一3的底侧设置有冲压机构一8,固定架一3的后侧固定安装有上料机构二9,机台2的顶侧固定安装有上料机构三10,固定架一3的右侧设置有夹持机构一11,机台2的顶侧设置有上料机构四12,上料机构四12的顶侧设置有冲压机构二13,机台2顶侧的左端固定安装有固定架二14,固定架二14的顶侧设置有冲压机构三15,机台2的顶侧设置有
夹紧机构二16,机台2顶侧的后端设置有上料机构五17,底架1的左侧设置有上料机构六18,机台2的顶侧开设有输送槽19。
23.本实施例中:通过转动机构7将传输的底片进行转动,使得底片与输送槽19平行,便于对底片进行固定,并且通过夹紧机构一4有利于对底片进行运输至输送槽19的内侧,通过上料机构二9、上料机构三10、上料机构四12、上料机构五17、上料机构六18分别依次输送链条零件至工作台上进行组装。
24.作为本实用新型的一种技术优化方案,夹紧机构一4包括有滑槽401、固定板一402、滑轨403、支撑板404、夹持板405,固定板一402的顶侧固定安装有滑轨403,滑轨403的外侧套接有支撑板404,支撑板404的顶侧卡合有夹持板405。
25.本实施例中:通过夹紧机构一4有利于对底片进行运输至输送槽19的内侧并在液压杆5的推动下进行固定卡合。
26.作为本实用新型的一种技术优化方案,冲压机构一8包括有固定板二801、滑块802,冲块803,固定板二801的正侧设置有滑块802,滑块802的底侧固定安装有冲块803,且滑块802,冲块803为一组,总设置有两组分别设置在固定板二801的正侧。
27.本实施例中:通过冲压机构一8有利于对底片上的链条销钉进行固定。
28.作为本实用新型的一种技术优化方案,上料机构二9包括有储料管901、输送块902、限位槽一903,储料管901的底侧设置有输送块902,输送块902的顶侧开设有限位槽一903。
29.本实施例中:通过将储料管901内侧得链条销钉输送至底片的顶侧继续进行卡合安装,同时限位槽一903有利于使输送链条销钉时水平输出,避免出现误差。
30.作为本实用新型的一种技术优化方案,上料机构三10包括有上料盘1001、输送板1002、限位块一1003、限位槽二1004,上料盘1001的外侧固定安装有输送板板1002,输送板1002的前端设置有限位块一1003,限位块一1003的顶侧开设有限位槽二1004。
31.本实施例中:通过上料盘1001内的密封圈输送至限位槽二1004的内侧,便于夹持机构一11精准夹持进行输送安装。
32.作为本实用新型的一种技术优化方案,上料机构四12包括有储料盒一1201、输送带1202,推块一1203,输送带1202的左端设置有储料盒一1201,储料盒一1201的底侧设置有推块一1203。
33.本实施例中:有利于通过输送带1202将链条限位套进行输送至储料盒一1201底测,然后通过推块一1203的推动进行送料。
34.作为本实用新型的一种技术优化方案,冲压机构二13包括有固定板三1303、冲压柱1301、限位块二1302,固定板三1303固定安装在机台2的顶侧,固定板三1303的正侧设置有限位块二1302,限位块二1302的内测设置有四根冲压柱1301。
35.本实施例中:有利于通过冲压机构二13对链条限位套进行挤压固定。
36.作为本实用新型的一种技术优化方案,上料机构五17包括有储料盒二1701、推块二1702,储料盒二1701固定安装在机台2的后侧,且储料盒二1701的底侧设置有推块二1702。
37.本实施例中:有利于将上料机构六18输送至储料盒二1701内的顶片进行输送到第二底片的顶侧进行最后组装。
38.工作原理:首先在上料机构一6内放入链条底片,然后在机器的运作下将链条底片输送至转动机构7上通过转动气缸的带动下对链条底片进行转动改变方向,随后通过夹紧机构一4的气缸推动将底片夹紧,然后在液压杆5的作用下将夹紧机构一4向左推动,使得底片卡合在输送槽19内侧的传动件上,随后底片经过上料机构二9时,机器将上料机构二9内测的链条销钉卡合在底片的通孔中,然后在冲压机构一8的作用下使冲块803对链条销钉继续进行冲压,同时两块冲块803是同步进行冲压,使得一次冲压四个链条销钉,加快组装速度,然后链条销钉经过上料机构三10时,通过输送板1002将密封圈输送至限位槽二1004的内侧,然后在夹持机构一11的作用下将密封圈套接在链条销钉的外侧,随后链条销钉经过上料机构四12时,通过推块一1203推动储料盒一1201中的限位套,使其套接在链条销钉的外侧,然后在冲压机构二13的作用下进行固定,随后链条销钉经过冲压机构三15,同时通过夹紧机构二16将第二个密封圈进行套接,然后通过冲压机构三15进行固定,接着链条销钉继续移动在上料机构五17、上料机构六18的作用下将顶片卡合在链条销钉的顶端,同时被冲压机构三15进行冲压固定,完成组装,通过自动化组装,减少了人力的使用,便于批量生产,加快组装速度。
39.以上仅为本实用新型的较佳实施例而已,并不用以限制本实用新型,凡在本实用新型的精神和原则之内所作的任何修改、等同替换和改进等,均应包含在本实用新型的保护范围之内。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1