具有定位功能的VVT斜油孔钻孔机的制作方法
具有定位功能的vvt斜油孔钻孔机
技术领域
1.本技术涉及凸轮轴加工的领域,尤其是涉及一种具有定位功能的vvt斜油孔钻孔机。
背景技术:
2.可变气门正时(vvt),是一种用于汽车活塞式发动机中的技术。vvt结束可以调节发动机进气排气系统的重叠时间与正时,降低油耗并提升效率。
3.相关技术中,凸轮轴主要包括轴体、若干个凸轮和若干个轴颈,轴体上开设有用于连接齿轮的连接槽。在需要在凸轮轴上钻取斜油孔时,操作人员通常将凸轮轴放置工作台上,再启动两侧的气缸,两侧的气缸分别控制相对应的顶板抵紧凸轮轴的两端,再调整工作台与水平面的角度,此时再启动使用钻孔机在凸轮轴上打孔,以在凸轮轴上加工斜油孔。
4.针对上述中的相关技术,发明人发现在钻孔机在加工凸轮轴的过程中,钻孔机的输出端易带动凸轮轴振动,使得凸轮轴易产生竖向窜动,从而导致了钻孔机在凸轮轴上钻取的斜油孔的加工精度较低的缺陷,故有待改善。
技术实现要素:
5.为了提高钻孔机在凸轮轴上加工斜油孔的加工精度,本技术提供一种具有定位功能的vvt斜油孔钻孔机。
6.本技术提供的一种具有定位功能的vvt斜油孔钻孔机,采用如下的技术方案:
7.一种具有定位功能的vvt斜油孔钻孔机,包括包括机架和加工台,所述加工台设置在机架上,所述加工台上设有用于为凸轮轴本体提供定位的定位组件;
8.所述定位组件包括轴向定位件和竖向定位件,所述轴向定位件和竖向定位件均设置在加工台上,所述轴向定位件包括第一定位板和第二定位板,所述第一定位板和第二定位板相对设置在加工台上,所述第一定位板靠近第二定位板的一侧设有与凸轮轴本体的连接槽相适配的卡接块,所述加工台远离第一定位板的一侧设有第一气缸,所述第二定位板设置在第一气缸的输出端上。
9.通过采用上述技术方案,在需要对凸轮轴本体进行加工时,操作人员将凸轮轴本体放置在第一定位板和第二定位板之间,再将凸轮轴本体的一端与第一定位板上的卡接块相卡紧,此时凸轮轴本体的连接槽与第一定位板相抵触,再启动第一气缸,第一气缸带动第二定位板朝向靠近第一定位板的方向移动,在第二定位板与凸轮轴本体的另一端相抵紧时,在第一气缸和第二定位板的作用下,凸轮轴本体与第一定位板相抵紧,此时完成凸轮轴本体轴向的定位,操作人员再使用竖向定位件对凸轮轴本体的竖向进行定位,此时完成凸轮轴本体与加工台的固定,在轴向定位件和竖向定位件的作用下,为凸轮轴本体提供双重限位,降低了凸轮轴本体在后续加工过程中窜动的可能性,从而提高了凸轮轴本体上的斜油孔的加工精度。
10.优选的,所述加工台上设有相对设置的两块支撑板,相对设置的两块所述支撑板
均设置在第一定位板和第二定位板之间,相对设置的两块所述支撑板上均开设有第一限位槽,所述凸轮轴本体的两端分别设置在相对设置的两块支撑板的第一限位槽中,各个所述支撑板上均对应设置一组竖向定位件。
11.通过采用上述技术方案,操作人员将凸轮轴本体放置在相对设置的两块支撑板上,使得凸轮轴本体的两端分别与两块支撑板上的第一限位槽的内壁相卡紧,支撑板一方面为凸轮轴本体提供支撑,另一方面为凸轮轴本体提供进一步限位,进一步降低了凸轮轴本体在后续加工的过程中位移的可能性,放置完成后,操作人员再使用竖向组件对凸轮轴本体进行限位,使得凸轮轴本体不易与支撑板分离,从而进一步提高了后续钻孔机对凸轮轴本体加工时的加工精度。
12.优选的,所述竖向定位件包括连接板和定位块,相对设置的两块所述支撑板上均转动连接一块连接板,所述连接板靠近支撑板的一侧沿竖直方向开设有定位槽,所述定位块滑动连接在定位槽中,所述连接板远离支撑板的一侧沿竖直方向开设有控制槽,所述控制槽与定位槽相连通,所述控制槽中螺纹连接有控制杆,所述控制杆延伸至定位槽中,所述控制杆与定位块远离支撑板的一侧转动连接,所述定位块靠近支撑板的一侧开设有第二限位槽,所述凸轮轴本体设置在第二限位槽中。
13.通过采用上述技术方案,操作人员将凸轮轴本体放置在支撑板上后,使用轴向定位件对凸轮轴本体的轴向进行定位,再朝向支撑板的方向转动连接板,使得连接板与支撑板相抵触,再转动控制杆,控制杆朝向支撑板的方向移动,在定位槽的限位作用下,控制杆带动定位块朝向靠近支撑板的方向移动,在凸轮轴本体与第二限位槽的内壁相卡紧时,完成对凸轮轴本体竖向的限位,此时在定位块和第二限位槽的作用下,进一步降低了凸轮轴本体移动的可能性,从而进一步提高了后续钻孔机对凸轮轴本体进行加工时的加工精度。
14.优选的,所述连接板通过固定组件与支撑板相连接;
15.所述固定组件包括固定板和卡爪,所述固定板转动连接在连接板上,所述卡爪设置在支撑板上,所述固定板上开设有固定孔,所述卡爪穿过固定孔并与固定板相卡紧。
16.通过采用上述技术方案,在操作人员使用定位块对凸轮轴本体进行竖向定位后,操作人员朝向靠近支撑板的方向转动固定板,固定板朝向靠近卡爪的方向移动,卡爪从固定孔穿过后与固定板相固定,在卡爪和固定板的作用下,使得连接板不易与支撑板分离,方便定位块较为稳定地为凸轮轴本体提供竖向限位。
17.优选的,所述机架上设有相对设置的加工组件,所述加工台设置在相对设置的加工组件之间,所述加工台转动连接在机架上,所述加工台上设有用于控制加工台转动的控制组件。
18.通过采用上述技术方案,在操作人员将凸轮轴本体固定在加工台上后,操作人员启动控制组件,控制组件带动加工台转动至设定的角度,再启动加工组件,加工组件在凸轮轴本体上钻孔,以完成一组斜油孔的加工,操作人员再启动控制组件,控制组件带动加工台反向转动,此时另一组加工组件再对凸轮轴本体进行加工,以钻取另一组鞋油孔,此时完成了对凸轮轴本体的加工,在加工的过程中,轴向定位件、竖向定位件和支撑板始终为凸轮轴本体提供限位,使得凸轮轴本体不易移动,从而提高了加工组件对凸轮轴本体的加工精度。
19.优选的,所述机架上设有支撑杆,所述加工台转动连接在支撑杆远离机架的一端;
20.所述控制组件包括滑动板和第二气缸,所述加工台靠近机架的一侧沿自身的长度
方向开设有滑动槽,所述滑动板设置在滑动槽中,所述第二气缸设置在机架上,所述第二气缸的输出端与滑动板远离加工台的一侧球铰接。
21.通过采用上述技术方案,在需要对加工台进行转动时,操作人员启动第二气缸,第二气缸的输出端移动并带动滑动板在滑动槽中移动,滑动板移动再带动加工台以支撑杆与加工台的连接处为圆心转动,以控制加工台的与水平面之间的夹角,为操作人员控制加工台转动至指定角度提供了便利,同时方便加工组件后续对凸轮轴本体进行加工。
22.优选的,所述加工台上设有倾角传感器。
23.通过采用上述技术方案,在加工台转动的过程中,倾角传感器实时监测加工台与水平面之间的夹角,以便加工台转动指定的角度,进一步提高了加工组件在凸轮轴本体上加工斜油孔的加工精度。
24.优选的,所述第一限位槽的内壁和第二限位槽的内壁均设有缓冲垫。
25.通过采用上述技术方案,在加工组件对凸轮轴本体进行加工时,缓冲垫分散了部分冲击力,使得凸轮轴本体不易移动,从而进一步提高了加工组件对凸轮轴本体的加工精度。
26.综上所述,本技术包括以下至少一种有益技术效果:
27.1.通过设置轴向定位件、竖向定位件和支撑板,三者相配合并为凸轮轴本体提供三重限位,降低了凸轮轴本体在加工过程中移动的可能性,从而提高了加工组件对凸轮轴本体的加工精度;
28.2.通过设置固定组件,加固了竖向定位件与支撑板之间的连接稳定性,提高了竖向定位件和支撑板对凸轮轴本体的竖向限位能力,进一步降低了凸轮轴本体移动的可能性,从而进一步提高了加工组件对凸轮轴本体加工时的加工精度;
29.3.通过设置倾角传感器,方便实时监测加工台与水平面之间的夹角,方便加工组件在凸轮轴本体上加工一定角度的斜油孔。
附图说明
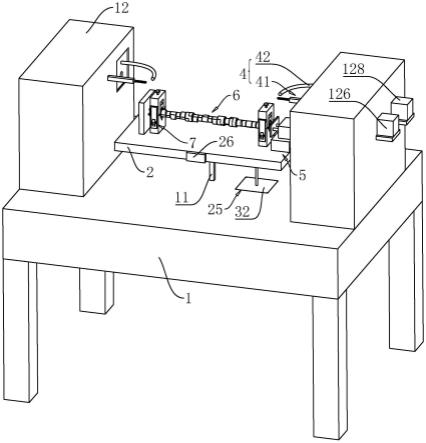
30.图1是本技术实施例的整体结构示意图;
31.图2是本技术实施例用于体现工作台与机架位置关系的结构示意图;
32.图3是本技术实施例用于体现定位组件与凸轮轴本体位置关系的结构示意图;
33.图4是本技术实施例用于体现加工组件与凸轮轴本体位置关系的结构示意图。
34.附图标记说明:1、机架;11、支撑杆;12、加工座;121、第一移动槽;122、第二移动槽;123、连接块;124、移动腔;125、控制板;126、第一电机;127、第一螺杆;128、第二电机;129、第二螺杆;2、加工台;21、支撑板;211、第一限位槽;22、第一气缸;23、滑动槽;24、燕尾形滑槽;25、让位槽;26、倾角传感器;3、控制组件;31、滑动板;32、第二气缸;33、燕尾形滑块;4、加工组件;41、钻孔机;42、冷却管;5、定位组件;51、轴向定位件;511、第一定位板;512、第二定位板;513、卡接块;52、竖向定位件;521、连接板;522、定位块;523、定位槽;524、第二限位槽;525、控制槽;53、控制杆;6、凸轮轴本体;61、连接槽;7、固定组件;71、固定板;711、固定孔;72、卡爪。
具体实施方式
35.以下结合附图1-4对本技术作进一步详细说明。
36.本技术实施例公开一种具有定位功能的vvt斜油孔钻孔机。参照图1和图2,一种具有定位功能的vvt斜油孔钻孔机,包括机架1和加工台2,机架1上固定有支撑杆11,加工台2转动连接在支撑杆11上,机架1上设有用于控制加工台2转动的控制组件3,控制组件3与加工台2相连接,加工台2的两侧均设有加工组件4,加工台2上固定有相对设置的两块支撑板21,两块支撑板21上均开设有第一限位槽211,凸轮轴本体6的两端分别设置在两块支撑板21的第一限位槽211中,加工台2上设有定位组件5,定位组件5包括轴向定位件51和竖向定位件52,轴向定位件51固定在加工台2上并为凸轮轴本体6的两端提供限位,支撑板21上对应设置一组竖向定位件52。
37.在需要在凸轮轴本体6上加工斜油孔时,操作人员将凸轮轴本体6的两端分别放置在支撑板21的第一限位槽211中,再使用轴向定位件51对凸轮轴本体6的轴向进行限位,再使用竖向定位件52对凸轮轴本体6的竖直方向进行限位,对凸轮轴本体6定位完成后,操作人员再使用控制组件3调整加工台2与水平面之间的角度,再启动加工组件4对凸轮轴本体6进行加工,以加工出一组斜油孔,再启动控制组件3,控制组件3带动加工台2逆向转动,再启动另一组加工组件4对凸轮轴本体6进行加工,以形成另一组斜油孔,此时完成对凸轮轴本体6的加工,在支撑板21、轴向定位件51和竖向定位件52的作用下,为凸轮轴本体6提供三重限位,降低了加工组件4对凸轮轴本体6加工时凸轮轴本体6移动的可能性,从而提高了加工组件4在凸轮轴本体6上加工斜油孔的加工精度。
38.参照图2和图3,轴向定位件51包括第一定位板511和第二定位板512,第一定位板511和第二定位板512相对设置在加工台2上,且两块支撑板21相对设置在第一定位板511和第二定位板512之间,第一定位板511靠近第二定位板512的一侧固定有与凸轮轴本体6的连接槽61相适配的卡接块513,卡接块513设置在连接槽61中并与连接槽61的内壁相卡紧,加工台2远离第一定位板511的一侧固定有第一气缸22,第二定位板512固定在第一气缸22的输出端上,第二定位板512靠近第一定位板511的一侧与凸轮轴本体6相抵紧;
39.竖向定位件52包括连接板521和定位块522,连接板521转动连接在支撑板21上,连接板521靠近支撑板21的一侧沿竖直方向开设有定位槽523,定位块522滑动连接在定位槽523中,定位块522靠近支撑板21的一侧开设有与第一限位槽211相对的第二限位槽524,凸轮轴本体6与第二限位槽524的槽底相抵紧,且第一限位槽211和第二限位槽524的内壁均固定有缓冲垫,缓冲垫由耐热橡胶构成,耐热橡胶具有较好的耐热性和延展性,使得第一限位槽211的槽底和第二限位槽524的槽底均不易对凸轮轴本体6造成损伤;连接板521远离支撑板21的一侧沿竖直方向开设有与定位槽523相连通的控制槽525,控制槽525中螺纹连接有控制杆53,控制杆53延伸至定位槽523中并与定位块522远离支撑板21的一侧转动连接。
40.操作人员将凸轮轴本体6的两端分别放置在支撑板21的第一限位槽211后,操作人员朝向靠近第一定位板511的方向移动凸轮轴本体6,使得卡接块513卡入凸轮轴本体6的连接槽61中并与连接槽61的内壁相卡紧,操作人员再启动第一气缸22,第一气缸22带动第二定位板512朝向凸轮轴本体6移动,第二定位板512带动凸轮轴本体6进一步抵紧第一定位板511,便于第一定位板511和第二定位板512较为稳定地为凸轮轴本体6提供轴向限位,使得凸轮轴本体6不易移动;操作人员再朝向靠近支撑板21的方向转动连接板521,使得连接板
521与支撑板21相抵触,操作人员再转动控制杆53,控制杆53转动并朝向支撑板21移动,在定位槽523的限位作用下,控制杆53带动定位块522朝向支撑板21移动,在凸轮轴本体6与第二限位槽524的内壁相卡紧时,完成对凸轮轴本体6竖直方向上的限位,进一步降低了凸轮轴本体6移动的可能性,从而提高了加工组件4后续对凸轮轴本体6加工时的加工精度。
41.参照图2和图3,连接板521通过固定组件7与支撑板21相连接,固定组件7包括固定板71和卡爪72,固定板71转动连接在连接板521上,卡爪72固定在支撑板21上,固定板71上开设有固定孔711,卡爪72穿过固定孔711并与固定板71相卡紧。在操作人员将连接板521转动至与支撑板21相抵触时,操作人员再朝向靠近支撑板21的方向转动固定板71,使得卡爪72穿过固定板71后与固定孔711的内壁以及固定板71相卡紧,此时完成连接板521与支撑板21之间的连接,进一步提高了定位块522对凸轮轴本体6竖直方向上的限位能力,进一步降低了凸轮轴本体6移动的可能性,从而进一步提高了加工组件4加工凸轮轴本体6时的加工精度。
42.参照图2,控制组件3包括滑动板31和第二气缸32,加工台2远离支撑板21的一侧沿自身的长度方向开设有滑动槽23,滑动板31滑动连接在滑动槽23中,滑动板31上固定有燕尾形滑块33,滑动槽23的内壁开设有燕尾形滑槽24,燕尾形滑块33滑动连接在燕尾形滑槽24,在燕尾形滑块33和燕尾形滑槽24的作用下,使得滑动板31不易与加工台2分离;
43.加工台2上沿竖直方向开设有让位槽25,第二气缸32固定在让位槽25中,第二气缸32的输出端与滑动板31远离加工台2的一侧球铰接,且加工台2上固定有倾角传感器26。
44.在操作人员完成对凸轮轴本体6的限位后,操作人员启动第二气缸32,第二气缸32调动滑动板31沿滑动槽23移动,同时滑动板31带动燕尾形滑块33在燕尾形滑槽24中滑动,滑动板31再带动加工台2转动,此时倾角传感器26实时检测加工台2与水平面之间的夹角,在加工台2与水平面之间夹角到达一定角度时,第二气缸32停止移动,第二气缸32的输出端和支撑杆11同时为加工台2提供支撑,方便加工组件4对凸轮轴本体6进行加工,且倾角传感器26方便操作人员分辨加工台2与水平面之间的角度,为加工组件4在凸轮轴本体6上加工出相对应的角度的斜油孔提供了便利,同时减少了人工调整加工台2角度的步骤,进一步提高了加工组件4在凸轮轴本体6上加工斜油孔的加工精度。
45.参照图4,机架1上固定有相对设置的两个加工座12,且两根加工座12分别设置在加工台2的两侧,两个加工座12上均对应设置一组加工组件4,加工组件4包括钻孔机41和冷却管42,加工座12沿水平方向开设有并排设置的第一移动槽121和第二移动槽122,钻孔机41滑动连接在第一移动槽121中,第二移动槽122中滑动连接有连接块123,冷却管42与连接块123相连接;
46.钻孔机41的输出端与凸轮轴本体6的位置相对,冷却管42远离加工座12的一端与钻孔机41的输出端相对,加工座12中开设有与第一移动槽121相连通的移动腔124,移动腔124中滑动连接有控制板125,钻孔机41延伸至移动腔124中并与控制板125相固定,加工座12远离加工台2的一侧固定有第一电机126,第一电机126的输出端上同轴固定有第一螺杆127,第一螺杆127延伸至移动腔124中并与控制板125转动连接,加工座12远离加工台2的一侧固定有第二电机128,第二电机128的输出端上同轴固定有第二螺杆129,第二螺杆129延伸至第二移动槽122中,第二螺杆129延伸中连接块123中,连接块123与第二螺杆129螺纹连接。
47.在加工台2转动至指定角度后,操作人员启动第一电机126,第一电机126带动第一螺杆127转动,在移动腔124的限位作用下,控制板125朝向靠近加工台2的方向移动,控制板125带动钻孔机41朝向凸轮轴本体6移动,钻孔机41启动并在凸轮轴本体6上钻孔,同时第二电机128启动并带动第二螺杆129转动,在第二移动槽122的限位作用下,连接块123和冷却管42朝向凸轮轴本体6移动,且冷却管42外接有冷水箱,冷却管42上固定有水泵,在钻孔机41在凸轮轴本体6上钻孔的过程中,冷水泵抽取冷水箱中的冷水并通过冷水管输送至钻孔机41与凸轮轴本体6的接触处,此时冷水对钻孔机41的输出端和凸轮轴本体6进行降温,使得钻取的斜油孔不易变形,以便提高钻孔机41加工凸轮轴本体6的加工精度。
48.本技术实施例一种具有定位功能的vvt斜油孔钻孔机的实施原理为:操作人员将凸轮轴本体6放置在支撑板21上,再朝向第一定位板511的方向移动凸轮轴本体6,使得卡接块513与凸轮轴本体6上的连接槽61相卡紧,同时凸轮轴本体6的一端与第一定位板511相抵紧,操作人员启动第一气缸22,第一气缸22带动第二定位板512朝向凸轮轴本体6的另一端移动并使得凸轮轴本体6进一步抵紧第一定位板511,在第一定位板511和卡接块513的作用下,实现了对凸轮轴本体6的位置的预固定,在第二定位板512的作用下,使得凸轮轴本体6在后续的加工过程中不易移动,从而提高了钻孔机41在凸轮轴本体6上加工斜油孔的加工精度。
49.操作人员再使用定位块522对凸轮轴本体6的竖直方向进行定位,进一步降低了凸轮轴本体6在后续的加工过程中移动的可能性,从而进一步提高了钻孔机41在凸轮轴本体6上加工斜油孔的加工精度。
50.以上均为本技术的较佳实施例,并非依此限制本技术的保护范围,故:凡依本技术的结构、形状、原理所做的等效变化,均应涵盖于本技术的保护范围之内。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1