一种塑料光纤收发器器件上锡固定装置的制作方法
1.本实用新型涉及光纤收发器技术领域,尤其涉及一种塑料光纤收发器器件上锡固定装置。
背景技术:
2.光纤收发器是一种将短距离的双绞线电信号和长距离的光信号进行互换的以太网传输媒体转换器件。光纤收发器一般应用在以太网电缆无法覆盖、必须使用光纤来延长传输距离的实际网络环境中,同时在帮助把光纤最后一公里线路连接到城域网和更外层的网络上也发挥了巨大的作用。塑料光纤收发器是光纤收发器中的一种,主要应用于工业自动化控制、电力信息传输、高压变频器设备控制等需要抗电磁干扰的短距离信息传输领域。塑料光纤在使用时光的耦合效率也较高,同时还兼有柔软、抗弯曲、耐震动、抗辐射、价格便宜、施工方便等优点。
3.当塑料光纤收发器的生产加工过程中,需要对塑料光纤收发器中的器件进行耐高温焊接性能和上锡效果检测,确保器件的管脚具有良好的上锡能力以及与电路板之间进行稳定连接的性能;在进行检测时,一般是将器件直接焊接在应用电路板上来进行测试分析判定器件的上锡效果和电联接连的可靠性;在将器件的管脚焊接到电路板上时,一般采用手工的方式进行焊接,手工焊接的温度在300度左右,塑料光纤收发器波峰焊接的温度一般是在260度左右,进而容易存在温度超过塑料光纤收发器可接受温度范围的问题,容易造成器件高温损坏;同时,在直接焊接器件与电路板后,器件的管脚处与电路板之间焊接,导致器件的管脚难以从测试使用的电路板上拆卸,导致测试使用的电路板难以重复使用,或者通过拆卸时,也会导致器件的测试效率低。
4.所以现在会采用烫锡炉对锡进行熔化,让器件的管脚浸入到锡液内,待器件管脚处的锡液凝固后形成可与电路板上的焊点进行贴合且电联接的锡焊点;采用烫锡炉台能够对锡液的温度进行精准的控制,避免温度超过器件的波峰焊接温度,也便于将电路板的焊点与器件的锡焊点进行连接,也便于在试验后取下电路板上的塑料光纤收发器,也可在设置的极限温度下烫锡,烫锡后检查器件是否损坏。
5.但是在采用烫锡炉对器件的管脚处进行上锡时,一般对单个器件进行夹持上锡,进而存在器件的管脚处浸入锡液内的高度不一致,导致管脚上锡范围大小不一,影响对上锡效果和焊接性能的判断和测试;同时,在进行上锡时,也难以对器件的管脚进行批量化的上锡处理,会直接影响后续的检测效率。
技术实现要素:
6.针对现有技术中所存在的不足,本实用新型提供了一种塑料光纤收发器器件上锡固定装置,以解决难以对器件的管脚进行批量化的上锡处理,会降低检测效率的问题。
7.为了达到上述目的,本实用新型的基础方案如下:一种塑料光纤收发器器件上锡固定装置,包括支撑板以及若干控制支撑板竖直高度的升降组件,支撑板水平设置在若干
升降组件之间,支撑板上竖直设有供器件上的管脚穿过的安装孔。
8.本实用新型的技术原理为:在对器件的管脚进行上锡处理时,先根据器件的管脚长度控制升降组件对支撑板的支撑高度,当器件的管脚较长无法与锡液接触时,通过升降组件升高支撑板的竖直高度;当器件的管脚较短无法与锡液接触时,通过升降组件降低支撑板的竖直高度。
9.然后开启烫锡炉,烫锡炉将锡液的温度控制在240-250℃,让锡金属保持液态;然后将若干器件的管脚依次安装到支撑板安装孔处,将放置有批量器件的塑料光纤收发器器件上锡固定装置放置到烫锡炉的台面上,且让管脚与烫锡炉上的锡锅正对且浸入到锡液中,浸入5-10s后,再整体取下烫锡炉上的上锡固定装置,此时可以观察各个器件上管脚处的上锡量,进而可以快速通过肉眼观察管脚的可焊性和上锡效果。
10.待元器件上锡完成后,将器件直接插入电路板上的测试座上,测试其高温上锡后器件的可靠性;测试合格后,直接取下测试座上的器件,器件管脚上的锡不会被破坏,可直接将其应用至后续与电路板的焊接当中,测试用的电路板也可以重复使用,能让器件的上锡加工效率和测试效率明显提高;同时在上锡过程中,可通过烫锡炉将锡液加热到器件焊锡时的极限高温下,然后再插接到测试电路板中进行测试,用来检测高温烫锡后器件是否损坏。
11.进一步,支撑板上设有下凹部,安装孔位于支撑板的下凹部处。
12.通过上述设置,下凹部处相较于支撑板更贴近锡锅的锡液面,进而便于管脚较短的器件安装到支撑板上后,也能够浸入到锡液当中去。
13.进一步,安装孔的横截面呈长方形、正方形或圆形。
14.通过上述设置,安装孔能够为器件管脚的安装提供限位,长方形的安装孔便于管脚呈成排的器件进行安装;正方形和圆形的安装孔,便于管脚呈周向分布的器件进行安装。
15.进一步,升降组件包括调节杆以及带动支撑板沿调节杆的轴向移动的锁止块,锁止块可锁止在支撑板上。
16.通过上述设置,调节杆能对支撑板进行支撑,通过控制锁止块在调节杆上的位置,即可带动支撑板同步上移或下降,支撑板的支撑稳定,竖直高度调节方便。
17.进一步,支撑板上设有若干供调节杆穿过的连接孔。
18.通过上述设置,连接孔与调节杆配合后,确保支撑板稳定的限位在若干升降组件上,也提高锁止块与支撑板高度调节的同步性。
19.进一步,调节杆为螺纹杆,锁止块为螺母;螺母与支撑板固定连接,或者,螺母的上端面与支撑板的下表面相抵。
20.通过上述设置,旋拧螺纹杆上的螺母,螺母沿螺纹杆的轴线上下移动,进而使得支撑板同步上移或下移,支撑板的竖直高度调节方便。
21.进一步,锁止块为与调节杆的侧壁可拆卸连接的夹爪,夹爪与支撑板固定连接,或者,夹爪的上侧与支撑板的下表面相抵。
22.通过上述设置,夹爪可快速的夹持或者脱离调节杆,进而可与调节杆进行快速拆装,让支撑板的竖直高度调节也更加快速,便于对较大位移进行快速调节。
23.进一步,连接孔位于支撑板远离下凹部的两端处。
24.通过上述设置,能让调节杆与锁止块的设置处远离支撑板上的安装孔处,避免升
降组件阻挡器件的安装。
25.进一步,支撑板由铝、不锈钢、铸铁、锌合金或镁合金制成。
26.通过上述设置,由铝、不锈钢、铸铁、锌合金或镁合金均具有不易粘附锡液的特性,进而能够避免在使用时,烫锡炉内的锡液粘附到支撑板上。
27.进一步,长方形安装孔的长为20-60mm,宽为0.8-1.2mm。
28.通过上述设置,便于将若干器件批量化地安装至长方形的安装孔内,能够更批量化的对器件管脚进行上锡处理。
附图说明
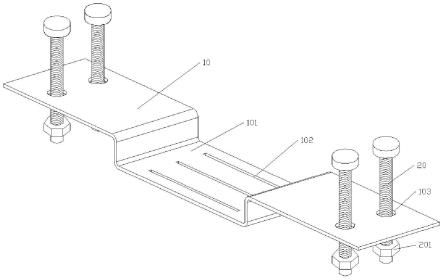
29.图1为本实用新型实施例1中一种塑料光纤收发器器件上锡固定装置的轴测示意图。
30.图2为本实用新型实施例2中一种塑料光纤收发器器件上锡固定装置的轴测示意图。
31.图3为本实用新型实施例3中一种塑料光纤收发器器件上锡固定装置的轴测示意图。
32.上述附图中:支撑板10、下凹部101、安装孔102、连接孔103、调节杆20、螺母201、抱箍202、挡板30。
具体实施方式
33.下面结合附图及实施例对本实用新型中的技术方案进一步说明。
34.实施例1
35.本实施例基本如图1所示,本实用新型实施例提出了一种塑料光纤收发器器件上锡固定装置,包括支撑板10以及四个控制支撑板10竖直高度的升降组件,支撑板10水平设置,支撑板10的中部处设有下凹部101,使得支撑板10中部处的纵截面呈“凹”字形,支撑板10上竖直设有供器件上的管脚穿过的安装孔102,安装孔102位于支撑板10的下凹部101处,下凹部101处上表面与支撑板10顶面处的竖直距离为25mm。
36.如图1所示,该安装孔102的横截面轮廓呈长方形,且安装孔102的长为40mm,宽为1mm,厚度为3mm。
37.如图1所示,升降组件包括调节杆20以及带动支撑板10沿调节杆20的轴向移动的锁止块,锁止块可锁止在支撑板10上,支撑板10上竖直设置有四个供调节杆20穿过的连接孔103,四个连接孔103均匀分布在支撑板10的左右两端上;同时,调节杆20为螺栓,锁止块为与螺栓连接的螺母201,螺母201的上端面与支撑板10的下表面相抵。
38.此外,支撑板10由不锈钢制成,由不锈钢制成的支撑板10具有不粘附锡液的性能,避免烫锡炉内的锡液粘附到支撑板10上。
39.当塑料光纤收发器器件上锡固定装置在使用时,先根据器件的管脚长度控制升降组件对支撑板10的支撑高度,当器件的管脚过长时,旋拧四个螺栓下端上的螺母201,螺母201沿螺栓的轴线上移,由于支撑板10的下表面与螺母201的上端面相抵,此时上移动螺母201能够推动支撑板10的四角处上移,进而对整个支撑板10进行抬升,且四个螺母201均上移同等高度后,支撑板10被支撑至水平状态;反之,当器件的管脚较短时,向下旋拧四个螺
栓下端上的螺母201,使得支撑板10同步下移即可;然后将待上锡的器件依次安装到支撑板10上,此时单个器件的引脚下端均穿过安装孔102位于支撑板10的下表面处,且器件与支撑板10的上表面相抵,实现对器件的限位。
40.然后开启烫锡炉,烫锡炉将锡液的温度控制在240-250℃,让锡金属保持液态,当若干器件均安装到支撑板10上后,将放置有批量器件的塑料光纤收发器器件上锡固定装置放置到烫锡炉的台面上,且让支撑板10的下凹部101与烫锡炉上的锡锅正对;此时,若干器件的管脚能够浸入到锡液中,浸入5-10s后,整体握持螺栓,取下整个塑料光纤收发器器件上锡固定装置,进而可同步取下所有上锡后的器件,此时可以观察各个器件上管脚处的上锡量,进而可以快速通过肉眼观察管脚的可焊性和上锡效果。
41.然后将器件直接插入电路板上的测试座上,测试其高温上锡后器件的可靠性,测试合格后,直接取下测试座上的器件,器件管脚上的锡不会被破坏,可直接将其应用至后续与电路板的焊接当中,让器件的上锡加工效率和测试效率明显提高;同时在上锡过程中,可通过烫锡炉将锡液加热到器件焊锡时的极限高温下,然后再插接到电路板中进行测试,用来检测高温烫锡后器件是否损坏。
42.通过上述过程,支撑板10上通过安装孔102的设置,能够对器件进行批量化地安装和限位,便于器件的引脚能够批量化地浸入到锡液当中,且锡液的温度通过烫锡炉的控制,确保锡液的温度保持在器件可承受焊接极值温度以下,保证器件不被损坏;通过螺栓和螺母201的配合,能够对支撑板10的竖直高度进行配合,同时由于下凹部101的设置,便于管脚较短的器件安装到支撑板10上后,也能够浸入到锡液当中去,同时也能够根据器件管脚的长短对支撑板10的竖直高度进行调整,便于对不同型号的器件进行上锡处理。
43.实施例2
44.实施例2与实施例1的不同之处基本如附图2所示,调节杆20呈光杆状,且调节杆20的顶部设有可与支撑板10的上表面相抵的杆头;同时,锁止块为抱箍202,箍状的上侧与支撑板10的下表面相抵。
45.在调整支撑板10的竖直高度时,先拆卸抱箍202,控制抱箍202与调节杆20的贴合位置,此时抱箍202推动支撑板10上移或支撑板10自动下降,支撑板10能够更方便地随动,待移动至支撑板10的所需高度后,再将抱箍202扣合到调节杆20上,对支撑板10的位置进行固定;抱箍202在调节杆20上的拆装过程相较于螺母201的旋拧更加方便,较大位移的调节会更加快速方便。
46.实施例3
47.实施例3与实施例1的不同之处基本如附图3所示,支撑板10的下凹部101处一体成型有两个挡板30,挡板30的竖直平面与调节杆20的竖直轴线平行,其中一个挡板30与支撑板10下凹部101的左侧处一体成型,另一个挡板30与支撑板10下凹部101的右侧处一体成型,挡板30的上侧均与支撑板10的顶面处共面,挡板30的下侧均与支撑板10的底面处共面。
48.在将器件安装到支撑板10上时,可将多个器件先放置到支撑板10的下凹部101处,挡板30与下凹部101处围成容纳若干器件的空间,此时可依次将若干器件的管脚安装到安装孔102内,让器件的安装更迅速;当在安装时,人手出现握持器件不稳的情况时,器件容易掉落,挡板30处能够阻挡掉落的器件,降低器件飞落的可能。
49.最后说明的是,以上实施例仅用以说明本实用新型的技术方案而非限制,尽管参
照较佳实施例对本实用新型进行了详细说明,本领域的普通技术人员应当理解,可以对本实用新型的技术方案进行修改或者等同替换,而不脱离本实用新型技术方案的宗旨和范围,其均应涵盖在本实用新型的权利要求范围当中。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1