一种板件排孔加工用支撑定位工装的制作方法
本申请涉及板材加工用工装夹具的,特别涉及一种板件排孔加工用支撑定位工装。
背景技术:
1、随着板式家具的兴起与发展,渐渐地客户不单单只满足功能性的需要,对板式家具的整体外观也提出了更高的要求。而在新的工艺开发中会涉及到很多的小板件排孔,而三排钻作为家具板材加工常用的排孔加工机械设备,而在实际操作过程中,当板件比较大时,板件的一端可以通过抵住排钻后方的靠档进行定位,而板件的另一侧则均可通过气缸等定位单元对板件上方进行压紧,从而防止板件在通过排钻加工时出现一端翘起或整体位移的现象。但是,由于设备的限制,靠档与排钻之间会有一部分空隙,在对一些小板件进行加工时,虽然小板件的一端通过靠档进行固定,但另一端为悬空状态,气缸等压紧件无法对小板件进行压紧固定,从而使板件在推向靠档后容易出现掉落、板件翘起或者钻孔过程中产生位移的现象,且采用手动扶持板件时,不一定能紧靠三排后的靠档,在生产加工时孔位会有一定的偏差,最终会影响组装后的效果,处理不当流入市场后,还容易因产生质量问题造成客诉,损坏品牌口碑与形象,此外,外端需手工顶住板件进行排孔,导致对于小板件在通过该设备进行加工时,既不能保证孔位的精准度,又降低了生产效率,同时,手指离三排钻压梁较近,稍微操作不当就会压到手指,对操作人员的身心造成损伤,严重违背了安全生产规范,对车间生产造成很大的压力,因此需要一种能够对小板件在通过三排钻进行加工时能够进行外端支撑和定位的靠模装置,以便解决现有三排钻在对小板件进行排孔加工时所存在的技术问题。
技术实现思路
1、为了解决现有小板件在排孔加工时定位难度高、生产效率低以及施工安全风险高的问题,本申请提供一种板件排孔加工用支撑定位工装,有效的提高了小板件排孔加工时的定位精度、生产效率以及操作人员的施工安全性,保证了产品的品质。
2、本申请提供的一种板件排孔加工用支撑定位工装,采用如下的技术方案:
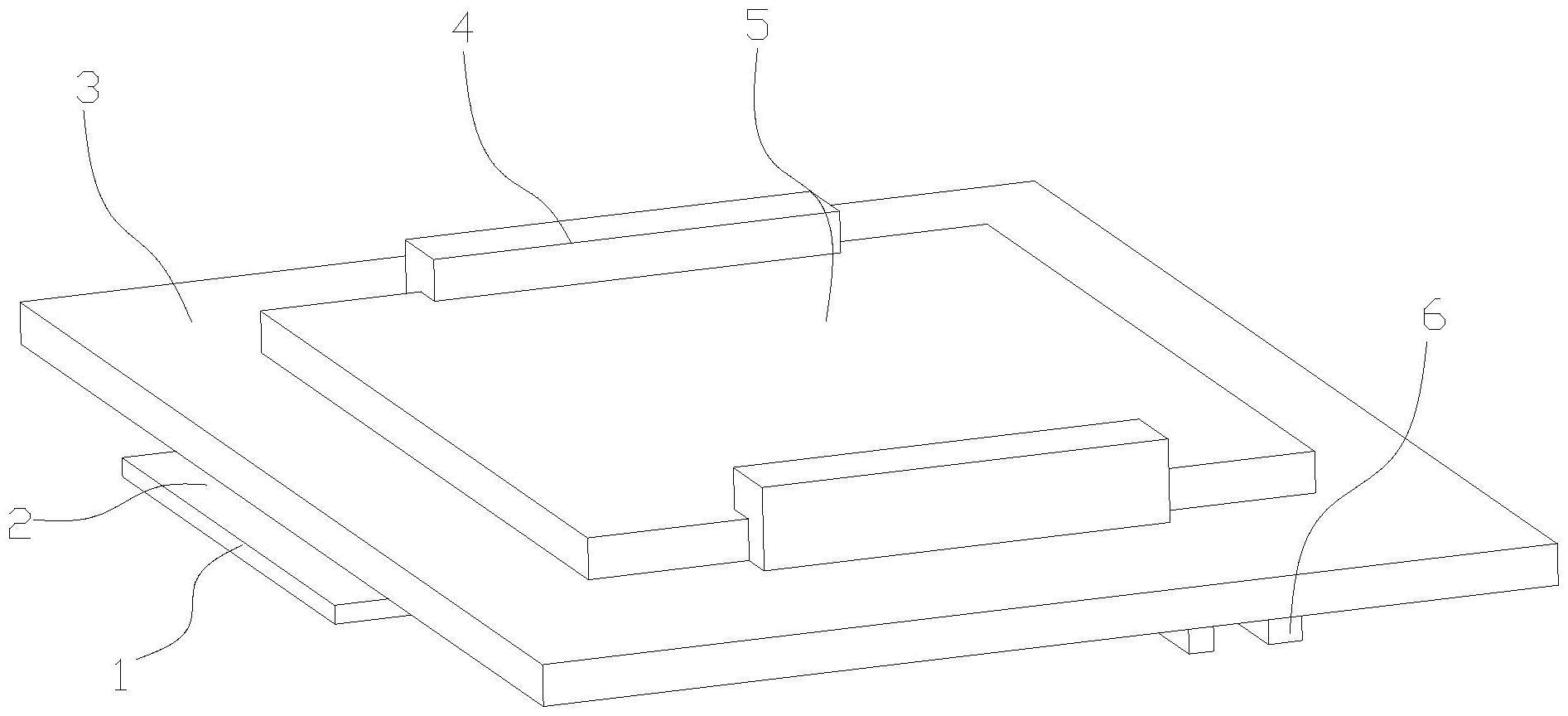
3、一种板件排孔加工用支撑定位工装,包括底板、设在所述底板前端的承托板、设在所述底板上的两个滑座、通过所述滑座滑动设置在所述底板上的推板,所述承托板的上端面和所述底板的侧面形成l型的推进槽,待加工的小板件外端通过所述推进槽进行水平支撑并向前推进后夹紧固定,通过所述推进槽支撑的小板件还可通过所述推板沿着所述滑座向前移动后进行夹紧固定。
4、通过采用上述技术方案,通过承托板能够对待加工板件进行支撑的同时,待加工板件的外端面还可以通过底板进行顶紧固定或推板进行顶紧固定或底板和推板同时进行顶紧固定,从而使待加工的小板件外侧悬空区域形成平稳的支撑并固定,有效的解决了手动扶持板件时存在小板件一侧不能确保紧靠靠档以及在加工时出现小板件错位的问题,使小板件在生产加工时孔位不会产生偏差,有效的提高了小板件排孔加工时的定位精度,从而进一步地提高了产品的品质,使产品的品质得到提升和保证。
5、可选的:所述底板的底部设有夹持机构,所述底板通过所述夹持机构夹紧固定在三排钻机架的板材支撑台上。
6、通过采用上述技术方案,能够使底板底部的支撑固定更加方便,而且通过支撑台能够带动整个底板进行前后移动,从而使推进槽在对待加工板件进行支撑时更加方便,移动更加简便。
7、可选的:所述夹持机构包括相互平行设置的第一夹块和第二夹块,所述底板的底部通过所述第一夹块和所述第二夹块形成滑槽,所述底板通过所述滑槽夹紧固定在三排钻机架的板材支撑台上。
8、通过采用上述技术方案,通过滑槽能够使整个底板进行移横向移动调节,灵活性更高。
9、可选的:所述第一夹块的内侧设有一块锁紧板,所述第一夹块上设有对所述锁紧板进行前后移动的调节旋钮,所述夹持机构通过所述锁紧板与所述第二夹块进行夹紧固定。
10、通过采用上述技术方案,当夹持机构需要固定锁紧时,可以通过调节旋钮转动后使锁紧板向第二夹块方向移动,从而与第二夹块产生夹紧力,从而实现牢固的夹紧固定,锁紧更加方便,能够避免开孔过程中出现横向移动的问题。
11、可选的:所述滑座为长条状的l型结构,所述滑座与所述底板之间形成u型的限位槽,所述推板的两侧滑动设置在所述限位槽内。
12、通过采用上述技术方案,滑座结构简单,取材方便,推板既可以沿着限位槽进行前后滑动,又可以随进行拆卸,灵活性更高。
13、可选的:所述推板的前端推进面上设有长条形的橡胶压块。
14、通过采用上述技术方案,当推板在对待加工小板件进行压紧时,通过橡胶压块与待加工小板件的侧面进行接触,在夹紧后,能够保证推板的前端推进面紧密的与小板件外端面进行贴合,从而避免待加工小板件在顶紧时存在倾斜或者未顶死的现象。
15、可选的:所述推板的前端设有梯形卡槽,所述橡胶压块卡接在所述梯形卡槽内。
16、通过采用上述技术方案,在对橡胶压块进行更换时更加方便,而且安装后,橡胶压块与推板之间能够实现完全贴合,压紧时稳定性更高。
17、可选的:所述承托板向外伸出的距离为1.5~3cm。
18、能够保证对小板件具有足够的支撑的同时,尽量能够使底板直接对小板件的侧面进行压紧或者同时通过底板和推板对小板件的侧面进行压紧,从而使压紧效果更好。
19、综上所述,本申请具有以下有益效果:
20、1.待加工的小板件外端通过底板或/和推板向前推进后顶紧固定在排钻后方的靠档上,在推进后能够使操作人员的手远离三排钻加工区域,安全方面得到了有效的提升和保障,使加工时操作人员的施工更加安全;
21、2.在加工时,不需要手动需扶持小板件,大大提高了生产效率;
22、3.在对小板件进行顶紧后,小板件的两侧面分别与靠档和至少包括底板和推板其中一块板材的侧面进行贴合夹紧,有效的解决了手动扶持板件时存在小板件一侧不能确保紧靠靠档以及在加工时出现小板件错位的问题,使小板件在生产加工时孔位不会产生偏差,有效的提高了小板件排孔加工时的定位精度,从而进一步地提高了产品的品质,使产品的品质得到提升和保证。
技术特征:
1.一种板件排孔加工用支撑定位工装,其特征在于:包括底板(3)、设在所述底板(3)前端的承托板(1)、设在所述底板(3)上的两个滑座(4)、通过所述滑座(4)滑动设置在所述底板(3)上的推板(5),所述承托板(1)的上端面和所述底板(3)的侧面形成l型的推进槽(2),待加工的小板件外端通过所述推进槽(2)进行水平支撑并向前推进后夹紧固定,通过所述推进槽(2)支撑的小板件还可通过所述推板(5)沿着所述滑座(4)向前移动后进行夹紧固定。
2.根据权利要求1所述的一种板件排孔加工用支撑定位工装,其特征在于:所述底板(3)的底部设有夹持机构(6),所述底板(3)通过所述夹持机构(6)夹紧固定在三排钻机架的板材支撑台上。
3.根据权利要求2所述的一种板件排孔加工用支撑定位工装,其特征在于:所述夹持机构(6)包括相互平行设置的第一夹块(9)和第二夹块(7),所述底板(3)的底部通过所述第一夹块(9)和所述第二夹块(7)形成滑槽(8),所述底板(3)通过所述滑槽(8)夹紧固定在三排钻机架的板材支撑台上。
4.根据权利要求3所述的一种板件排孔加工用支撑定位工装,其特征在于:所述第一夹块(9)的内侧设有一块锁紧板(10),所述第一夹块(9)上设有对所述锁紧板(10)进行前后移动的调节旋钮(11),所述夹持机构(6)通过所述锁紧板(10)与所述第二夹块(7)进行夹紧固定。
5.根据权利要求1所述的一种板件排孔加工用支撑定位工装,其特征在于:所述滑座(4)为长条状的l型结构,所述滑座(4)与所述底板(3)之间形成u型的限位槽(12),所述推板(5)的两侧滑动设置在所述限位槽(12)内。
6.根据权利要求1所述的一种板件排孔加工用支撑定位工装,其特征在于:所述推板(5)的前端推进面上设有长条形的橡胶压块(13)。
7.根据权利要求6所述的一种板件排孔加工用支撑定位工装,其特征在于:所述推板(5)的前端设有梯形卡槽(14),所述橡胶压块(13)卡接在所述梯形卡槽(14)内。
8.根据权利要求1所述的一种板件排孔加工用支撑定位工装,其特征在于:所述承托板(1)向外伸出的距离为1.5~3cm。
技术总结
本技术涉及板材加工用工装夹具的技术领域,特别涉及一种板件排孔加工用支撑定位工装,包括底板、设在所述底板前端的承托板、设在所述底板上的两个滑座、通过所述滑座滑动设置在所述底板上的推板,所述承托板的上端面和所述底板的侧面形成L型的推进槽,待加工的小板件外端通过所述推进槽进行水平支撑并向前推进后夹紧固定,通过所述推进槽支撑的小板件还可通过所述推板沿着所述滑座向前移动后进行夹紧固定。有效的提高了小板件排孔加工时的定位精度、生产效率以及操作人员的施工安全性,保证了产品的品质。
技术研发人员:李云海,岑益飞
受保护的技术使用者:杭州顾家定制家居有限公司
技术研发日:20220922
技术公布日:2024/1/12
- 还没有人留言评论。精彩留言会获得点赞!