一种侧盖组装机的制作方法
1.本实用新型涉及自动化设备技术领域,更具体的说是涉及一种侧盖组装机。
背景技术:
2.随着使用天然气或管道煤气的人家增多,燃气表的市场需求也相应的增多,为满足市场需求,应当提高燃气表的生产效率,机芯是燃气表的心脏,而机芯体是机芯的骨架,现有技术中,机芯体的装配是将机芯主体和机芯侧盖装配在一起,机芯体与侧盖连接的外侧边沿处设有多根连接柱,侧盖上对应设有多个连接孔,目前的侧盖组装方式包括人工和自动化两种方式,人工组装成本高、效率低且易出错,自动化组装通过机械手将流水线上的侧盖移送至另一流水线上的机芯上,然后通过后续机械手或人工移送至压装机构下进行压装,该种自动化组装的方式步骤多,且效率有待提高。
技术实现要素:
3.针对现有技术存在的不足,本实用新型的目的在于提供一种侧盖组装机,该种侧盖组装机能够高效的将侧盖移送组装至机芯上。
4.为实现上述目的,本实用新型提供了如下技术方案:
5.一种侧盖组装机,包括压装区和供料区,所述压装区内包括有转盘以及位于转盘一侧的压装机构,所述转盘上搭载有机芯体,所述供料区内包括有供料机构,所述供料机构内放置有若干侧盖,所述转盘与供料机构之间设有用于移送侧盖的机械手,所述转盘底部设有驱动动力源,所述驱动动力源驱动转盘转动以使搭载有侧盖的机芯体移动至供料机构下方,所述压装机构用于将侧盖压在机芯体上。
6.进一步的,所述供料机构包括供料架以及抬升组件,所述供料架上设有竖直的供料槽,所述供料槽内设有可在供料槽深度方向上滑动的滑板,所述抬升组件用于驱动滑板运动以使所述滑板将侧盖顶出供料槽外。
7.进一步的,所述供料槽的一侧贯穿供料架,所述滑板的一侧延伸至供料槽外,所述抬升组件包括竖直滑轨、抬升板以及抬升动力源,所述抬升板滑动连接在竖直滑轨上,且所述抬升板的上表面抵接在滑板的下表面上,所述抬升动力源驱动抬升板运动以使所述滑板在供料槽内运动。
8.进一步的,所述供料槽为多个,多个所述供料槽以供料架中心点为圆心环形阵列设置,所述供料架的底部设有驱动供料架水平转动的旋转动力源。
9.进一步的,所述压装机构包括压头以及顶压动力源,所述压头的底面上设有多根竖直向下的压管,所述压管的内径大于机芯架连接柱的直径,所述顶压动力源驱动压头运动以使所述压管向下将机芯架连接柱压入侧盖连接孔内。
10.进一步的,所述转盘上设有多个夹座,所述夹座为u型,所述夹座的u型内侧口的上表面设有与机芯体外侧边沿匹配的凹槽。
11.进一步的,所述凹槽的外侧设有多个引导块,所述引导块朝向u型内侧口的一侧设
有引导缺槽。
12.进一步的,所述压装区内还包括有检测件,且所述检测件位于机械手移送路径的下方。
13.本实用新型的有益效果:机械手位于供料机构与转盘之间,能够高效的将供料机构内的侧盖移送至转盘的夹具上,再转动转盘后将装载有侧盖的机芯移送至压装机构下方进行按压,相对于现有的自动化压装机构,本实用新型的组装机压装效率高。
附图说明
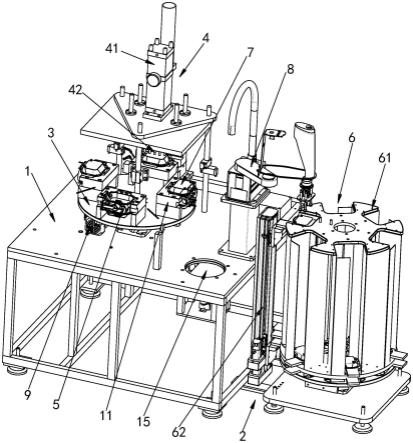
14.图1是本实用新型的整体结构图;
15.图2是本实用新型中供货机构的结构图;
16.图3是本实用新型中夹具的结构图。
17.附图标记:1、压装区;2、供料区;3、转盘;4、压装机构;41、顶压动力源;42、压管;5、机芯体;6、供料机构;61、供料架;611、供料槽;612、滑板;62、抬升机构;621、竖直滑轨;622、抬升动力源;623、抬升板;7、侧盖;8、机械手;9、驱动动力源;10、旋转动力源;11、夹座;12、凹槽; 13、引导块;14、引导缺槽;15、检测件。
具体实施方式
18.下面结合附图和实施例,对本实用新型进一步详细说明。其中相同的零部件用相同的附图标记表示。需要说明的是,下面描述中使用的词语“前”、“后”、“左”、“右”、“上”和“下”指的是附图中的方向,词语“底面”和“顶面”、“内”和“外”分别指的是朝向或远离特定部件几何中心的方向。
19.由于目前的侧盖组装方式包括人工和自动化两种方式,人工组装成本高、效率低且易出错,自动化组装通过机械手8将流水线上的侧盖7移送至另一流水线上的机芯上,然后通过后续机械手8或人工移送至压装机构4下进行压装,该种自动化组装的方式步骤多,且效率有待提高,因此本实用新型设计这种侧盖组装机,具体结构如图1所示,包括压装区1和供料区2,压装区1内包括有转盘3以及位于转盘3一侧的压装机构4,转盘3上搭载有机芯体5,机芯体5 的外侧边沿处有多根竖直的连接柱,完整的机芯是将侧盖7安装在机芯体5上,则侧盖7的外侧边缘处具有多个与连接柱配合的连接孔,供料区2内包括有供料机构6,供料机构6内放置有若干侧盖7,转盘3与供料机构6之间设有用于移送侧盖7的机械手8,转盘3底部设有驱动动力源9(电机),转盘3通过转轴水平设置在压装区1内,驱动动力源9驱动转盘3转动以使搭载有侧盖7的机芯体5移动至供料机构6下方,压装机构4用于将侧盖7压在机芯体5上,其中机械手8位于供料机构6与转盘3之间,能够高效的将供料机构6内的侧盖7移送至转盘3的夹具上,再转动转盘3后将装载有侧盖7的机芯移送至压装机构4下方进行按压,相对于现有的自动化压装机构4或手动压装的方式,本实用新型的组装机压装效率高。
20.如图2所示,供料机构6包括供料架61以及抬升组件,供料架61上设有竖直的供料槽611,供料槽611内设有可在供料槽611深度方向上滑动的滑板 612,具体的,供料槽611的内侧相对面上设有对称的滑道,且滑道是沿供料槽611的深度方向设置的,滑板612的两侧分别滑动连接在对应的滑道内,侧板是叠放在滑板612上的,抬升组件用于驱动滑板612运动以使滑板612将侧盖7 顶出供料槽611外,机械手8将顶出供料槽611外的侧板夹取至转盘
3的夹具上。
21.如图2所示,为了便于观察供料槽611内各侧板的情况,供料槽611的一侧贯穿供料架61,滑板612的一侧延伸至供料槽611外,抬升组件包括竖直滑轨621、抬升板623以及抬升动力源622(气缸),抬升板623滑动连接在竖直滑轨621上,且抬升板623的上表面抵接在滑板612的下表面上,抬升动力源 622驱动抬升板623运动以使滑板612在供料槽611内运动,当气缸驱动抬升板 623向上移动,抬升板623能够将滑板612向上推动,则滑板612上移时,供料槽611内叠放的侧板会向上一个一个顶出供料槽611外。
22.为了增加侧板存储量,且为了能够提高供料的效率,本实用新型中的供料架61为圆柱形设置,供料槽611为6个,6个供料槽611以供料架61中心点为圆心环形阵列设置,供料架61的底部设有驱动供料架61水平转动的旋转动力源10(电机),抬升板623位于供料架61与压装区1之间,当抬升板623位于其中一个供料槽611的滑板612下方时,抬升板623向上移动将该供料槽611 内的侧板全部顶出后,抬升板623下移,该供料槽611内的滑板612也移动至最下方,此时,供料架61转动将另一个供料槽611转至滑轨相对一侧,装有侧板的供料槽611内的滑板612位于抬升板623上方,此时抬升板623继续向上移动机械进行顶料。
23.如图1所示,压装机构4包括压头以及顶压动力源41(气缸),由于侧盖 7放置在机芯体5上时,侧盖7边沿处的连接孔是正对着下方机芯体5上的连接柱的,压头的底面上设有多根竖直向下的压管42,压管42的内径大于机芯架连接柱的直径,顶压动力源41驱动压头运动以使压管42向下将机芯架连接柱压入侧盖7连接孔内,压管42的底面压在连接孔的周边,压管42向下压时,连接柱会插入压管42的内腔内,此时侧板压装在机芯体5上。
24.如图3所示,转盘3上设有多个夹座11,夹座11为u型,夹座11的u型内侧口的上表面设有与机芯体5外侧边沿匹配的凹槽12,机芯体5的外侧边沿能够嵌入凹槽12内,以使机芯体5放置在夹座11上更为稳固,进一步的,凹槽12的外侧设有多个引导块13,引导块13朝向u型内侧口的一侧设有引导缺槽14,压管42向下压侧板时,其中若干根压管42从引导块13上的引导缺槽 14进入,避免压管42移位错压。
25.如图1所示,压装区1内还包括有检测件15,且检测件15位于机械手8移送路径的下方,检测件15为视觉摄像头,视觉摄像头主要是获取机械手8从供料架61 上夹取侧板后的图像,用于分析机械手8上是否有夹有侧板,以及能够分析出侧板的品质。
26.以上仅是本实用新型的优选实施方式,本实用新型的保护范围并不仅局限于上述实施例,凡属于本实用新型思路下的技术方案均属于本实用新型的保护范围。应当指出,对于本技术领域的普通技术人员来说,在不脱离本实用新型原理前提下的若干改进和润饰,这些改进和润饰也应视为本实用新型的保护范围。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1