一种圆钢筒直式焊缝的焊瘤压平装置的制作方法
1.本实用新型涉及焊瘤压平领域,具体涉及一种圆钢筒直式焊缝的焊瘤压平装置。
背景技术:
2.圆钢筒通常是以矩形钢板为原材料,经过压弯后使得钢板卷成钢筒圈,然后通过焊接,将卷成钢筒圈的两端缝隙焊接住,使其成为圆钢筒,焊缝特点是呈一条直线的形状,但是现有的焊缝都会出现焊瘤;
3.焊瘤是指在金属物在焊接过程中,通过电流造成金属焊点局部高温熔化,液体金属凝固时,在自重作用下金属流淌形成的像微小疙瘩;焊瘤除降低强度外,还减圆钢筒内的有效截面,人工对焊瘤铲除清理时较为麻烦,难度较高且效率较低,不能达到预期美观、去除焊瘤的效果。
技术实现要素:
4.为解决以上技术问题,本实用新型提供一种圆钢筒直式焊缝的焊瘤压平装置,主要目的是为解决焊瘤难以铲除清理且效率较低的问题。
5.为了达到上述目的,本实用新型采用以下技术方案予以解决。
6.一种圆钢筒直式焊缝的焊瘤压平装置,包括底板,所述底板上表面左端固定连接有立柱,所述立柱右侧底部固定连接有第一支撑横梁,所述第一支撑横梁的上表面固定连接有沿左右方向延伸的压平导轨,所述立柱右侧顶部固定连接有第二支撑横梁,所述第二支撑横梁上设置有可沿所述第二支撑横梁移动的压平组件;所述压平组件包括沿前后方向延伸的“回”字形套板,所述套板套设于所述第二支撑横梁外且两者滑动连接,位于所述第二支撑横梁下方的所述立柱水平插设有沿左右方向延伸的螺纹杆,所述螺纹杆与所述立柱转动连接,所述螺纹杆的右端穿过所述套板的底部且与所述套板螺纹连接,所述螺纹杆的左端穿过所述立柱,所述立柱上设置有用于驱动所述螺纹杆转动的驱动组件;所述套板的前表面和后表面均设置有油缸,两个所述油缸的缸筒均铰接在所述套板靠近右上部的位置,两个所述油缸的输出端向左下方倾斜,两个所述油缸的输出端通过一个轴线沿前后方向延伸的轮轴连接,所述轮轴与两个所述油缸的输出端转动连接,所述轮轴的中心位置设置有用于压平焊缝的压轮,所述套板上设置有轮叉,轮叉的尾端与所述套板下表面的左端相铰接,轮叉的头部一端与所述轮轴铰接。
7.进一步地,所述驱动组件包括电机,所述电机的机壳与所述立柱的左侧面固定连接,所述电机的输出轴与所述螺纹杆的左端面固定连接。
8.进一步地,所述第二支撑横梁的上表面竖直开设有沿左右方向延伸的导槽,所述套板内壁顶部沿前后方向的中心位置转动连接有导轮,所述导轮置于所述导槽内。
9.进一步地,所述第二支撑横梁的下表面右端固定连接有用于使所述螺纹杆右端受力均衡的支撑座,所述螺纹杆的右端穿过所述支撑座且两者转动连接。
10.进一步地,所述支撑座通过若干螺栓与所述第二支撑横梁相连接。
11.进一步地,所述立柱、第一支撑横梁均通过螺栓与底板连接。
12.本实用新型技术方案能够实现自动化对焊瘤的压平处理,最终实现高效去除焊瘤的有益效果。
附图说明
13.为了更清楚地说明本实用新型实施例或现有技术中的技术方案,下面将对实施例或现有技术描述中所需要使用的附图作简单地介绍,显而易见地,下面描述中的附图仅仅是本实用新型的一些实施例,对于本领域普通技术人员来讲,在不付出创造性劳动的前提下,还可以根据这些附图示出的结构获得其他的附图。
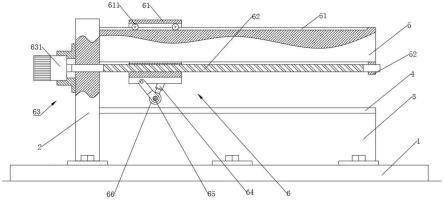
14.图1为本实用新型前侧视角下部分剖视结构示意图;
15.图2为本实用新型前侧视角下结构示意图;
16.图3为本实用新型前侧视角下压平过程的结构示意图;
17.图4为本实用新型右侧视角下的部分压平过程的剖视结构示意图。
18.在以上图中:1、底板;2、立柱;3、第一支撑横梁;4、压平导轨;5、第二支撑横梁;51、导槽;52、支撑座;6、压平组件;61、套板;611、导轮;62、螺纹杆;63、驱动组件;631、电机;64、油缸;65、轮轴;66、压轮。
具体实施方式
19.为了使本实用新型的上述目的、特征和优点能够更为明显易懂,下面结合附图对本实用新型的具体实施方式做详细的说明。
20.在以下描述中阐述了具体细节以便于充分理解本实用新型。但是本实用新型能够以多种不同于在此描述的其它方式来实施,本领域技术人员可以在不违背本实用新型内涵的情况下做类似推广。因此本实用新型不受下面公开的具体实施方式的限制。
21.参考图1、图2和图4,一种圆钢筒直式焊缝的焊瘤压平装置,包括底板1,所述底板1上表面左端固定连接有立柱2,所述立柱2右侧底部固定连接有第一支撑横梁3,所述第一支撑横梁3的上表面固定连接有沿左右方向延伸的压平导轨4,所述立柱2右侧顶部固定连接有第二支撑横梁5,所述第二支撑横梁5上设置有可沿所述第二支撑横梁5移动的压平组件6;所述压平组件6包括沿前后方向延伸的“回”字形套板61,所述套板61套设于所述第二支撑横梁5外且两者滑动连接,位于所述第二支撑横梁5下方的所述立柱2水平插设有沿左右方向延伸的螺纹杆62,所述螺纹杆62与所述立柱2转动连接,所述螺纹杆62的右端穿过所述套板61的底部且与所述套板61螺纹连接,所述螺纹杆62的左端穿过所述立柱2,所述立柱2上设置有用于驱动所述螺纹杆62转动的驱动组件63;所述套板61的前表面和后表面均设置有油缸64,两个所述油缸64的缸筒均铰接在所述套板61靠近右上部的位置,两个所述油缸64的输出端向左下方倾斜,两个所述油缸64的输出端通过一个轴线沿前后方向延伸的轮轴65连接,所述轮轴65与两个所述油缸64的输出端转动连接,所述轮轴65的中心位置设置有用于压平焊缝的压轮66,所述套板61上设置有轮叉,轮叉的尾端与所述套板61下表面的左端相铰接,轮叉的头部一端与所述轮轴65铰接。
22.以上实施例中,使用时,可将焊接后的圆钢筒通过天车悬吊并套在第一支撑横梁3外,如图3和图4所示,将圆钢筒的焊缝放置在压平导轨4上,然后通过控制两个油缸64的输
出端伸长,由于油缸64与套板61为铰接,轮叉与套板61铰接且轮叉的头部轮轴65铰接,从而能够带动压轮66顺时针向下转动,直至压轮66与圆钢筒焊缝处的内壁贴合即可,然后通过驱动组件63来带动螺纹杆62在立柱2上转动,套板61与螺纹杆62为螺纹连接,从而当螺纹杆62发生转动时,套板61会在第一支撑横梁3上沿左右方向移动,使得压轮66对焊缝处的焊瘤进行挤压处理,当套板61移动至螺纹杆62的右侧时,控制电机631输出轴反向转动,从而能够实现往复的滚压,最终实现自动化的对焊缝处焊瘤的往复压平,最终达到去除焊瘤的作用。
23.进一步地,参考图1,所述驱动组件63包括电机631,所述电机631的机壳与所述立柱2的左侧面固定连接,所述电机631的输出轴与所述螺纹杆62的左端面固定连接。
24.以上实施例中,通过设置的电机631输出轴能够带动螺纹杆62在立柱2上转动,由于螺纹杆62与套板61为螺纹连接,从而能够实现套板61的左右移动。
25.进一步地,参考图1,所述第二支撑横梁5的上表面竖直开设有沿左右方向延伸的导槽51,所述套板61内壁顶部沿前后方向的中心位置转动连接有导轮611,所述导轮611置于所述导槽51内。
26.以上实施例中,通过设置的导轮611和导槽51,能够实现套板61的移动时降低摩擦力使得螺纹杆62带动套板61移动时更加平稳。
27.进一步地,参考图1和图2,所述第二支撑横梁5的下表面右端固定连接有用于使所述螺纹杆62右端受力均衡的支撑座52,所述螺纹杆62的右端穿过所述支撑座52且两者转动连接。
28.以上实施例中,通过设置的支撑座52能够使得螺纹杆62的右端被支撑,增加抗弯强度。
29.进一步地,参考图1和图2,所述支撑座52通过若干螺栓与所述第二支撑横梁5相连接。
30.以上实施例中,通过设置支撑座52利用若干螺栓与第二支撑横梁5相连接,能够便于后期维护的拆装。
31.进一步地,参考图1和图2,所述立柱2、第一支撑横梁3均通过螺栓与底板1连接。
32.以上实施例中,通过设置的立柱2、第一支撑横梁3通过螺栓与底板1相连接,能够便于后期维护的拆装。
33.虽然,本说明书中已经用一般性说明及具体实施方案对本实用新型作了详尽的描述,但在本实用新型基础上,可以对之作一些修改或改进,这对本领域技术人员是显而易见的。因此,在不偏离本实用新型的基础上所做的这些修改或改进,均属于本实用新型要求保护的范围。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1