一种用于汽车座椅多焊缝焊接的夹紧装置的制作方法
本技术涉及汽车座椅焊接夹具领域,尤其涉及一种用于汽车座椅多焊缝焊接的夹紧装置。
背景技术:
1、现有技术中,汽车座椅夹具普遍采用的是气缸带动压臂夹紧的机构,一个压紧机构能够保证二至三条焊缝的焊接质量。但是随着汽车座椅零件的复杂化,焊道数量增多,现有技术中的压臂压紧的结构需要使用大量的气缸带动,造成较高的制造成本;另外部分焊道位置位于工件中央位置,压紧机构的压臂长度需要设计的极长,设计难度也相对较大,使焊接工厂增加了很高的生产成本。
技术实现思路
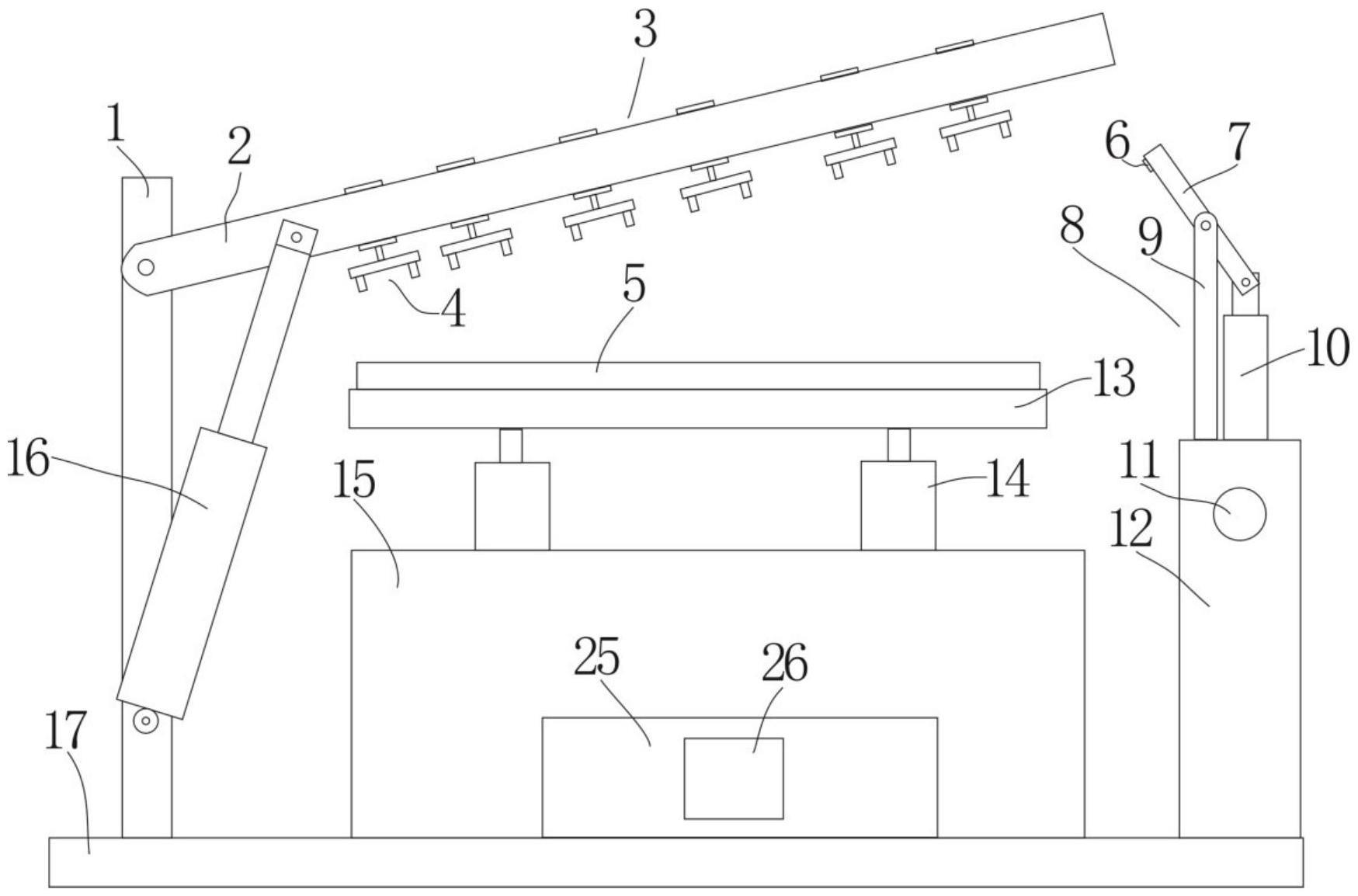
1、本实用新型针对现有技术的不足,开发出一种用于汽车座椅多焊缝焊接的夹紧装置。本实用新型采用的技术方案是:一种用于汽车座椅多焊缝焊接的夹紧装置,其特征是,包括立柱1、盖板机构3、锁紧机构8、工作台15、底座17和plc;所述的立柱1与所述的底座17固定连接;所述的盖板机构3包括盖板2和过渡板总成4;所述的盖板2上开设过渡板连接孔20;所述的过渡板连接孔20上下两端设有螺纹;所述的过渡板总成4包括上螺母18、下螺母21、导向柱22和过渡板23;所述的上螺母18和下螺母21分别与所述的盖板2螺纹连接;所述的导向柱22穿过所述的下螺母21,其下端与所述的过渡板23固定连接;在所述的上螺母18和导向柱22之间设有弹簧19;压头24设置在所述的过渡板23的下部;盖板气缸16的两端分别与所述的立柱1和盖板2铰接;所述的锁紧机构8设置在所述的底座17上,包括锁紧机构支架12;支架9和锁紧气缸10分别设置在所述的锁紧机构支架12上;锁紧板7分别与所述的支架9和锁紧气缸10的活塞杆铰接;微动开关6设置在所述的锁紧板7的下部;蜂鸣器11设置在所述的锁紧机构支架12上;所述的工作台15设置在所述的底座17上,其上设置顶升气缸14;升降平台13与所述的顶升气缸14的活塞杆连接;所述的工作台15下部设置气泵25和控制器26;所述的锁紧气缸10、顶升气缸14、盖板气缸16分别与所述的气泵25管线连接;所述的微动开关6、蜂鸣器11和控制器26分别与所述的plc电连接。
2、本实用新型的有益之处体现在:由于采用盖板和锁紧机构,在保证压紧工件的同时,大幅减少所用气缸的数量,降低了生产成本,且在盖板上开设若干过渡板连接孔,可以根据工件的不同,调整过渡板总成的数量和位置,提升了焊接夹紧机构对不同工件的适应程度,大幅降低调试成本,提高生产效率。
技术特征:
1.一种用于汽车座椅多焊缝焊接的夹紧装置,其特征是,包括立柱(1)、盖板机构(3)、锁紧机构(8)、工作台(15)、底座(17)和plc;所述的立柱(1)与所述的底座(17)固定连接;所述的盖板机构(3)包括盖板(2)和过渡板总成(4);所述的盖板(2)上开设过渡板连接孔(20);所述的过渡板连接孔(20)上下两端设有螺纹;所述的过渡板总成(4)包括上螺母(18)、下螺母(21)、导向柱(22)和过渡板(23);所述的上螺母(18)和下螺母(21)分别与所述的盖板(2)螺纹连接;所述的导向柱(22)穿过所述的下螺母(21),其下端与所述的过渡板(23)固定连接;在所述的上螺母(18)和导向柱(22)之间设有弹簧(19);压头(24)设置在所述的过渡板(23)的下部;盖板气缸(16)的两端分别与所述的立柱(1)和盖板(2)铰接;所述的锁紧机构(8)设置在所述的底座(17)上,包括锁紧机构支架(12);支架(9)和锁紧气缸(10)分别设置在所述的锁紧机构支架(12)上;锁紧板(7)分别与所述的支架(9)和锁紧气缸(10)的活塞杆铰接;微动开关(6)设置在所述的锁紧板(7)的下部;蜂鸣器(11)设置在所述的锁紧机构支架(12)上;所述的工作台(15)设置在所述的底座(17)上,其上设置顶升气缸(14);升降平台(13)与所述的顶升气缸(14)的活塞杆连接;所述的工作台(15)下部设置气泵(25)和控制器(26);所述的锁紧气缸(10)、顶升气缸(14)、盖板气缸(16)分别与所述的气泵(25)管线连接;所述的微动开关(6)、蜂鸣器(11)和控制器(26)分别与所述的plc电连接。
技术总结
本技术涉及一种用于汽车座椅多焊缝焊接的夹紧装置,属于汽车座椅焊接夹具领域,包括立柱、盖板机构、锁紧机构、工作台、底座和PLC;盖板机构包括盖板和过渡板总成;过渡板总成包括上螺母、下螺母、导向柱和过渡板;导向柱穿过下螺母,其下端与过渡板固定连接;在上螺母和导向柱之间设有弹簧;压头设置在过渡板的下部;锁紧机构设置在底座上,蜂鸣器设置在锁紧机构支架上;工作台设置在底座上,其上设置顶升气缸,由于采用盖板和锁紧机构,在保证压紧工件的同时,大幅减少所用气缸的数量,降低了生产成本,且在盖板上开设若干过渡板连接孔,可以根据工件的不同,调整过渡板总成的数量和位置,提升了焊接夹紧机构对不同工件的适应程度。
技术研发人员:张仁俊,王韦皓
受保护的技术使用者:长春富维安道拓汽车金属零部件有限公司
技术研发日:20220927
技术公布日:2024/1/12
- 还没有人留言评论。精彩留言会获得点赞!