一种成型模具的弯折机构的制作方法
1.本实用新型涉及冲压模具的技术领域,特别是涉及一种成型模具的弯折机构。
背景技术:
2.在传统五金90度折u模中,模具直接按产品90度设计上下模折u型。制品容易擦伤、变形,而且由于产品回弹,无法达到产品设计要求,通常u型角度大于90度。
3.中国专利文献号cn 206009592 u于2016年公开了一种折弯模具,具体公开了包括上模组件和下模组件,所述上模组件包括上模板,所述上模板的底部两侧均设有与其成滑动连接的滑块,所述滑块用于将待加工工件形成折弯;所述下模组件包括下垫板,所述下垫板上设有与其成上下滑动连接的下脱板,所述下脱板用于放置待加工工件,所述下脱板的两侧均设有与其相适配的摆块,所述摆块与所述下垫板成活动连接,所述摆块用于延长待加工工件形成的折弯,当所述下脱板下行与两侧的摆块处于同一水平面时,所述下脱板与两侧的摆块形成的一体结构与所述待加工工件形成的折弯相适配,但该结构仍然存在折u型过程中工件存在擦伤和变形缺陷。
4.因此,有待做进一步改进。
技术实现要素:
5.本实用新型的目的旨在提供一种成型模具的弯折机构以克服现有技术中的不足之处,该弯折机构通过滑块和摆块相配合,有效避免产品擦伤和变形,保证u型的垂直度,其结构简单和可靠性强。
6.按此目的设计的一种成型模具的弯折机构,所述成型模具包括上模座、下模座和第一挡板,所述上模座和所述下模座之间设有用于折弯工件呈u型的折弯机构,所述折弯机构包括滑块组件和摆块组件,所述滑块组件包括滑块,所述摆块组件包括摆块,所述滑块设置在所述上模座上,所述摆块设置在所述下模座上;合模时,所述滑块与所述摆块配合,所述摆块在所述滑块的作用下相对所述第一挡板作翘起运动并与所述第一挡板配合,使得所述工件作弯u型的动作。
7.所述滑块组件还包括顶杆、压板、第一弹性件和无头螺丝,所述压板固定设置在所述上模座上,所述无头螺丝安装在所述压板上,所述第一弹性件一端与所述无头螺丝抵接,所述第一弹性件另一端与所述顶杆一端抵接,所述顶杆另一端穿过所述上模座后顶压在所述滑块上;合模时,所述滑块推动所述顶杆往所述压板方向移动且压缩所述第一弹性件,开模时,所述滑块通过所述顶杆和所述第一弹性件的弹性恢复力作用下推动所述滑块复位。
8.所述成型模具还包括第一上模镶件,所述第一上模镶件固定设置在所述上模座上,所述滑块与所述第一上模镶件之间通过燕尾槽配合滑动。
9.所述成型模具还包括第二上模镶件,所述第二上模镶件设置在所述第一上模镶件和所述滑块之间,用于控制所述滑块的滑动行程。
10.所述成型模具还包括下模压料背板、下模压料板和第二弹性件,所述下模压料背
板、所述下模压料板和所述第二弹性件均设置在所述下模座上,合模时,所述下模压料背板和所述下模压料板分别在所述第二弹性件的作用下移动至设定距离。
11.所述成型模具还包括等高套和下垫板,所述下模压料背板上设有连接孔,所述下垫板上设有第一避空孔,所述下模座设有第二避空孔,所述等高套安装在所述第一避空孔和所述第二避空孔上,螺钉通过所述等高套与所述下模压料背板上的连接孔固定连接,以控制所述下模压料背板和所述下模压料板的移动行程。
12.所述摆块组件还包括摆座,所述摆座至少设有二个,至少二个所述摆座分别通过销钉和/或螺钉固定设置在所述摆块两侧面上。
13.所述成型模具还包括第二挡板和内导柱,所述下模压料背板上设有插销,所述第二挡板与所述插销配合连接且通过销钉和/或螺钉安装在所述下模压料背板上,所述摆座上设有与所述内导柱配合的安装孔,所述内导柱穿过所述第二挡板后与所述摆座上的安装孔配合连接。
14.所述第一挡板通过销钉和/或螺钉固定在所述下垫板上。
15.所述滑块上设有用于折弯所述工件的弧面形状的按压部。
16.本实用新型采用成型模具的弯折机构,成型模具包括上模座、下模座和第一挡板,上模座和下模座之间设有用于折弯工件呈u型的折弯机构,折弯机构包括滑块组件和摆块组件,滑块组件包括滑块,摆块组件包括摆块,在合模状态时,摆块在滑块的作用下翘起,连同第一挡板完成对半成品工件进行弯u型的动作,通过滑块、摆块相结合的结构,避免工件折u型过程中的擦伤、变形;由于考虑工件的预变形量,通过设计摆块来调整产品弯u型的角度,保证u型的垂直度,其具有结构简单和可靠性强等特点。
附图说明
17.图1为本实用新型一实施例的开模状态示意图。
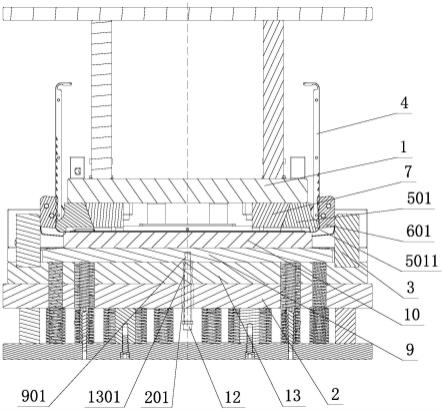
18.图2为本实用新型一实施例的合模状态示意图。
19.图3为本实用新型一实施例中上模座和滑块组件的结构示意图。
20.图4为本实用新型一实施例中下模座、摆块组件、第一挡板、第二挡板、下模压料背板和下模压料板的结构示意图。
21.其中,图1至图4中附图标记与部件名称之间的对应关系为:
22.1-上模座,2-下模座,201-第二避空孔,3-第一挡板,4-工件,5-滑块组件,501-滑块,5011-按压部,502-顶杆,503-压板,504-第一弹性件,505-无头螺丝,6-摆块组件,601-摆块,7-第一上模镶件,8-第二上模镶件,9-下模压料背板,901-连接孔,10-下模压料板,11-第二弹性件,12-等高套,13-下垫板,1301-第一避空孔,14-第二挡板,15-内导柱。
具体实施方式
23.下面结合附图及实施例对本实用新型作进一步描述。
24.参见图1-图4所示,在一个实施例中,提供了一种成型模具的弯折机构,成型模具包括上模座1、下模座2和第一挡板3,上模座1和下模座2之间设有用于折弯工件4呈u型的折弯机构,折弯机构包括滑块组件5和摆块组件6,滑块组件5包括滑块501,摆块组件6包括摆块601,滑块501设置在上模座1上,摆块601设置在下模座2上;合模时,滑块501与摆块601配
合,摆块601在滑块501的作用下相对第一挡板3作翘起运动并与第一挡板3配合,使得工件4作弯u型的动作。
25.具体地,在合模状态时,摆块601在滑块501的作用下翘起,连同第一挡板3完成对半成品工件4进行弯u型的动作,通过滑块501、摆块601相结合的结构,避免工件4折u型过程中的擦伤、变形;由于考虑工件4的预变形量,通过设计摆块601来调整产品弯u型的角度,其具有结构简单和可靠性强,有效避免产品擦伤、变形,保证u型的垂直度。
26.参见图1-图3所示,滑块组件5还包括顶杆502、压板503、第一弹性件504和无头螺丝505,压板503固定设置在上模座1上,无头螺丝505安装在压板503上,第一弹性件504一端与无头螺丝505抵接,第一弹性件504另一端与顶杆502一端抵接,顶杆502另一端穿过上模座1后顶压在滑块501上;合模时,滑块501推动顶杆502往压板503方向移动且压缩第一弹性件504,开模时,滑块501通过顶杆502和第一弹性件504的弹性恢复力作用下推动滑块501复位。
27.具体地,在开模状态时,上模座1上的滑块501在自身重力和顶杆502的作用下弹开。
28.参见图3所示,成型模具还包括第一上模镶件7,第一上模镶件7固定设置在上模座1上,滑块501与第一上模镶件7之间通过燕尾槽配合滑动。
29.参见图1所示,成型模具还包括第二上模镶件8,第二上模镶件8设置在第一上模镶件7和滑块501之间,用于控制滑块501的滑动行程。
30.参见图1所示,成型模具还包括下模压料背板9、下模压料板10和第二弹性件11,下模压料背板9、下模压料板10和第二弹性件11均设置在下模座2上,合模时,下模压料背板9和下模压料板10分别在第二弹性件11的作用下移动至设定距离。
31.参见图2所示,成型模具还包括等高套12和下垫板13,下模压料背板9上设有连接孔901,下垫板13上设有第一避空孔1301,下模座2设有第二避空孔201,等高套12安装在第一避空孔1301和第二避空孔201上,螺钉通过等高套12与下模压料背板9上的连接孔901固定连接,以控制下模压料背板9和下模压料板10的移动行程。
32.参见图4所示,摆块组件6还包括摆座602,摆座602至少设有二个,至少二个摆座602分别通过销钉和/或螺钉固定设置在摆块601两侧面上。
33.参见图4所示,成型模具还包括第二挡板14和内导柱15,下模压料背板9上设有插销902,第二挡板14与插销902配合连接且通过销钉和/或螺钉安装在下模压料背板9上,摆座602上设有与内导柱15配合的安装孔,内导柱15穿过第二挡板14后与摆座602上的安装孔配合连接。
34.具体地,在下模压料背板9的四个角上均设有第二挡板14,内导柱15穿过第二挡板14与摆座602相应的安装孔配合连接,形成一个类似翘翘板的结构,可以自由摆动。
35.第一挡板3通过销钉和/或螺钉固定在下垫板13上。
36.进一步来说,参见图1-图3所示,滑块501上设有用于折弯工件4的弧面形状的按压部5011。
37.上述为本实用新型的优选方案,显示和描述了本实用新型的基本原理、主要特征和本实用新型的优点。本领域的技术人员应该了解本实用新型不受上述实施例的限制,上述实施例和说明书中描述的只是说明本实用新型的原理,在不脱离本实用新型精神和范围
的前提下,本实用新型还会有各种变化和改进,这些变化和改进都落入要求保护的本实用新型范围内。本实用新型要求保护范围由所附的权利要求书及其等同物界定。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1