双头牵引抛光生产线的制作方法
1.本实用新型属于金属线材表面镀覆设备技术领域,特别涉及双头牵引抛光生产线。
背景技术:
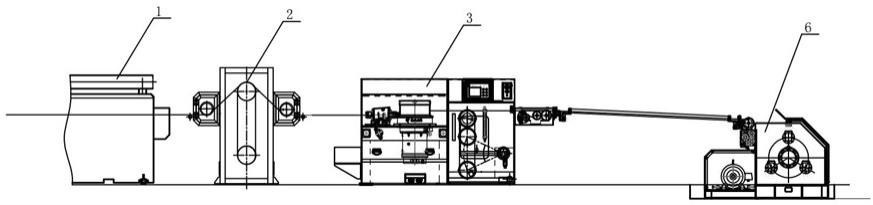
2.在金属线材材料表面镀铜可以使焊丝具有良好的导电性和防锈能力。图1是传统方案的结构示意图,如图1所示,传统的金属线材镀铜工艺的收尾流程如下:经过镀铜之后的金属线材,到达镀铜水洗槽,然后通过烘干机对金属线材进行烘干,接着通过设置有油剂润滑拉拔模盒的单头牵引抛光机对金属线材进行减径抛光,然后通过张力机构,最后通过工字轮收线机完成对金属线材的收线工作。
3.由于传统的方案,需要使用烘干机,而烘干机的能耗较高(例如烘干机使用45kw的电机),且烘干机的导轮等易损件需要经常更换,因此,传统方案的使用成本较高,且整个生产线整体长度较长,需要占用有较多的使用面积。
技术实现要素:
4.鉴于上述现有技术的不足之处,本实用新型的目的在于提供双头牵引抛光生产线。
5.为了达到上述目的,本实用新型采取了以下的技术方案。
6.双头牵引抛光生产线,包括沿着金属线材走线方向排布的水洗槽、双头牵引抛光机、张力机构和收线设备;所述双头牵引抛光机包括水剂润滑拉拔模盒、第一拉拔卷筒、油剂润滑拉拔模盒和第二拉拔卷筒;水洗槽导出的金属线材,依次通过水剂润滑拉拔模盒、第一拉拔卷筒、油剂润滑拉拔模盒和第二拉拔卷筒后到达张力机构。
7.所述水剂润滑拉拔模盒设置有水剂盒和第一拉拔模;金属线材通过水剂盒后到达第一拉拔模进行减径和阻却水份;所述油剂润滑拉拔模盒设置有油剂盒和第二拉拔模;金属线材通过油剂盒后到达第二拉拔模进行减径和涂油。
8.所述双头牵引抛光机设置有水剂润滑液箱和抛光油箱;所述水剂润滑液箱和水剂盒管道连接;所述抛光油箱和油剂盒管道连接。
9.作为一种优选,所述收线设备为工字轮收线机。
10.作为另一种优选,所述收线设备为自动层绕机,所述第一拉拔卷筒为储线式拉拔卷筒。
11.本方案,具有以下优点:采用双头牵引抛光机,第一的水剂拉拔模,能够接纳前面水洗槽所带过来的少量水份而不影响产品质量,且通过模具减径所产生的热量,把丝材表面的水份彻底去除再进入下道油剂减径工序;这里省去了设备投入大、能耗高的烘干机,减少了生产投入和使用成本,达到节能的效果,同时,缩短了生产线的整体长度,减少了设备的占地面积。
附图说明
12.图1是传统方案的结构示意图,图中贯穿各个设备的线条表示金属线材;
13.图2是实施例1的主视结构示意图,图中贯穿各个设备的线条表示金属线材;
14.图3是实施例1的俯视结构示意图,图中贯穿各个设备的线条表示金属线材;
15.图4是实施例2的主视结构示意图,图中贯穿各个设备的线条表示金属线材;
16.图5是实施例2的俯视结构示意图,图中贯穿各个设备的线条表示金属线材;
17.图中:水洗槽1、烘干机2、单头牵引抛光机3、张力机构4;双头牵引抛光机5、水剂润滑拉拔模盒5a、第一拉拔卷筒5b、油剂润滑拉拔模盒5c、第二拉拔卷筒5d、水剂润滑液箱5e、抛光油箱5f、工字轮收线机6、自动层绕机7。
具体实施方式
18.下面结合附图,对本实用新型作进一步详细说明。
19.双头牵引抛光生产线,如图2~4所示,包括沿着金属线材走线方向排布的水洗槽1、双头牵引抛光机5、张力机构4和收线设备;所述双头牵引抛光机5包括水剂润滑拉拔模盒5a、第一拉拔卷筒5b、油剂润滑拉拔模盒5c和第二拉拔卷筒5d。
20.所述水剂润滑拉拔模盒5a设置有水剂盒和第一拉拔模;金属线材通过水剂盒后,金属线材表面附着的水溶于水剂,然后金属线材到达第一拉拔模进行减径和阻却水份。减径之后的金属线材,表面温度较高,其表面不再附着液体。所述油剂润滑拉拔模盒5c设置有油剂盒和第二拉拔模;金属线材通过油剂盒后到达第二拉拔模进行减径和涂油。
21.所述水剂润滑拉拔模盒5a和油剂润滑拉拔模盒5c的结构为现有技术,例如可以采用专利号为201821023171.6的《一种钢帘线拉拔模盒压紧装置》的方案,其包括皂粉盒(相当于水剂盒、油剂盒)和模盒(相当于第一拉拔模、第二拉拔模)。
22.所述双头牵引抛光机5设置有水剂润滑液箱5e和抛光油箱5f;所述水剂润滑液箱5e和水剂盒管道连接;所述抛光油箱5f和油剂盒管道连接。
23.实施例1,通用版双头牵引抛光生产线。
24.在本实施例中,如图2~3所示,所述收线设备为工字轮收线机6。
25.水洗槽1导出的金属线材,通过水剂盒后,金属线材表面附着的水溶于水剂,然后金属线材到达第一拉拔模进行减径和阻却水份。减径之后的金属线材,表面温度较高,其表面不再附着液体,省去了前道工序的烘干机。然后经过第一拉拔卷筒5b的牵引后,通过油剂润滑拉拔模盒5c进行减径和涂油。经过第二拉拔卷筒5d的牵引后,通过张力机构4后到达收线设备,从而完成金属线材的除水、涂油、减径和收卷。
26.实施例2,储线式双头牵引抛光生产线。
27.在本实施例中,如图4~5所示,所述收线设备为自动层绕机7,所述第一拉拔卷筒5b为储线式拉拔卷筒。
28.所述自动层绕机7,实现对金属线材的自动卷绕,可以采用本申请人的专利号为201822043512.2的《一种全自动高速层绕机》的方案。
29.所述储线式拉拔卷筒,通过储线使金属线材的放线速度适应于后续的收线速度,实现收线时的不停机操作,可以采用本申请人的专利号为201922416467.5的《一种储线式不停机拉拔卷筒》的方案。
30.本实施例,可以使得生产线保持不停机,又可以通过层绕机将产品分卷成小盘,减少中间环节,减少人工参与,自动化程度高,提高生产效率,并减少了设备的占地,同时,避免产生了停机过程中的不良丝或残次线。
31.需要说明的是,由于金属线材经过第一拉拔卷筒5b后收到挤压或者摩擦,影响圆截面的平整度,因此,将储线式拉拔卷筒设置于第一道的牵引抛光工序,使金属线材能在第二道的牵引抛光工序中得到规整。当然,也可以采用另一种方案,即:所述第二拉拔卷筒5d为储线式拉拔卷筒,也是能满足某些生产需求。
32.本方案,采用双头牵引抛光机5,替换传统的单头牵引抛光机3,从而省去了设备投入大、能耗高的烘干机,减少了生产投入和使用成本,达到节能的效果,同时,双头牵引抛光机5,相当于将直进式拉丝机的两个拉丝单元后置,而拉丝单元的总数是不变的,因此,本方案缩短了生产线的整体长度,减少了设备的占地面积。直进式拉丝机可以采用专利号为201922413165.2的《直进式拉丝机》的方案。
33.需要指出的是,本方案,不仅适用于金属线材的镀铜水洗领域,也同样适用于金属线材的其他需要水洗后除水的领域。本方案仅用镀铜工序对设备的使用方法进行说明,但并不具体限定本方案的使用场景。
34.可以理解的是,对本领域普通技术人员来说,可以根据本实用新型的技术方案及其实用新型构思加以等同替换或改变,而所有这些改变或替换都应属于本实用新型所附的权利要求的保护范围。
技术特征:
1.双头牵引抛光生产线,其特征在于,包括沿着金属线材走线方向排布的水洗槽(1)、双头牵引抛光机(5)、张力机构(4)和收线设备;所述双头牵引抛光机(5)包括水剂润滑拉拔模盒(5a)、第一拉拔卷筒(5b)、油剂润滑拉拔模盒(5c)和第二拉拔卷筒(5d);水洗槽(1)导出的金属线材,依次通过水剂润滑拉拔模盒(5a)、第一拉拔卷筒(5b)、油剂润滑拉拔模盒(5c)和第二拉拔卷筒(5d)后到达张力机构(4)。2.根据权利要求1所述的双头牵引抛光生产线,其特征在于,所述水剂润滑拉拔模盒(5a)设置有水剂盒和第一拉拔模;金属线材通过水剂盒后,金属线材表面附着的水溶于水剂,然后金属线材到达第一拉拔模进行减径和阻却水份;所述油剂润滑拉拔模盒(5c)设置有油剂盒和第二拉拔模;金属线材通过油剂盒后到达第二拉拔模进行减径和涂油。3.根据权利要求2所述的双头牵引抛光生产线,其特征在于,所述双头牵引抛光机(5)设置有水剂润滑液箱(5e)和抛光油箱(5f);所述水剂润滑液箱(5e)和水剂盒管道连接;所述抛光油箱(5f)和油剂盒管道连接。4.根据权利要求1或2或3所述的双头牵引抛光生产线,其特征在于,所述收线设备为工字轮收线机(6)。5.根据权利要求1或2或3所述的双头牵引抛光生产线,其特征在于,所述收线设备为自动层绕机(7),所述第一拉拔卷筒(5b)为储线式拉拔卷筒。6.根据权利要求1或2或3所述的双头牵引抛光生产线,其特征在于,所述收线设备为自动层绕机(7),所述第二拉拔卷筒(5d)为储线式拉拔卷筒。
技术总结
双头牵引抛光生产线,属于金属线材表面镀覆设备技术领域,包括沿着金属线材走线方向排布的水洗槽、双头牵引抛光机、张力机构和收线设备;所述双头牵引抛光机包括水剂润滑拉拔模盒、第一拉拔卷筒、油剂润滑拉拔模盒和第二拉拔卷筒。本方案,采用双头牵引抛光机,替换传统的单头牵引抛光机,从而省去了设备投入大、能耗高的烘干机,减少了生产投入和使用成本,达到节能的效果。到节能的效果。到节能的效果。
技术研发人员:袁关兴
受保护的技术使用者:杭州星冠机械科技有限公司
技术研发日:2022.09.29
技术公布日:2023/1/17
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1