一种地雷式弹簧绳扣组装机的制作方法
本技术涉及一种绳扣组装机,更具体地说涉及一种地雷式弹簧绳扣组装机。
背景技术:
1、地雷式弹簧绳扣多用于包袋类产品和衣服类产品中,通常与抽绳配合以扎紧袋口或衣服连帽;地雷式弹簧绳扣一般包括外件、可活动地安装于外件上的按压件以及安装于外件内且张紧于外件与按压件之间的复位弹簧,外件和按压件采用卡扣式连接,这样通过弹簧绳扣对穿设其中的抽绳进行夹紧固定。
2、传统的地雷式绳扣都是采用人工组装,但由于地雷式绳扣体积较小,组装效率低,工人劳动强度大,产品质量规格不统一;因此,逐渐发展出了绳扣自动组装机,如申请号为“202023079199.1”的“一种辅料地雷式绳扣自动组装机”的中国专利,包括机架、设于机架上的控制系统、设于机架上的驱动电机和可转动地设于机架上的转盘,转盘上设有至少四个工位,各工位上设有用于夹持内件的夹具,机架上且位于转盘的周侧依流水线设有内件组装机构、弹簧组装机构、外件组装机构以及下料机构,驱动电机通过传动机构一同驱动转盘、内件组装机构、弹簧组装机构、外件组装机构和下料机构运动;这样,实现了绳扣各元件的自动组合装配,并通过机械式的传动控制,提高运行效率。然而,上述结构在组装过程中由于各机构依次围绕在同一转动盘的外侧,而各个机构的组装时间不相同,因此前侧的相应机构在组装时,后侧的各机构需要等待相应机构安装完成后,才能依次进行安装,这样相邻机构可能存在等待时间差,使得组装耗时,组装效率低。
3、有鉴于此,本发明人在此基础上进行深入研究,遂有本案的产生。
技术实现思路
1、本实用新型的目的是提供一种组装耗时少、生产效率高的地雷式弹簧绳扣组装机。
2、为达到上述目的,本实用新型的解决方案是:
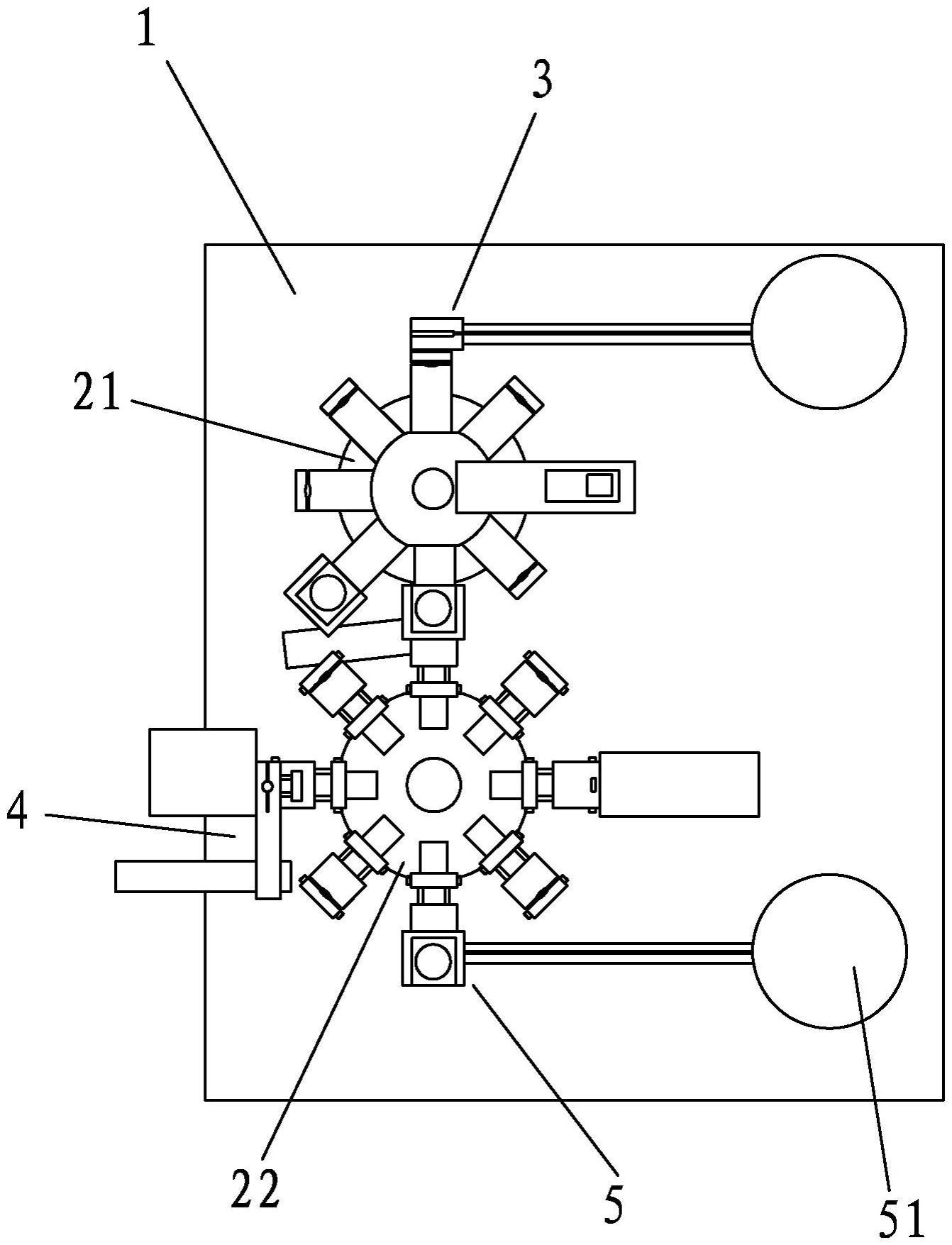
3、一种地雷式弹簧绳扣组装机,包括工作台,可转动地安装于所述工作台上的第一转盘和第二转盘,以及安装于所述工作台上的外件上料装置、弹簧上料装置和按压件上料装置;所述第一转盘安装有多个第一夹具,所述第二转盘上安装有多个第二夹具,所述外件上料装置临近所述第一转盘的外侧,所述弹簧上料装置和所述按压件上料装置沿所述第二转盘的转动方向依次布置,且均临近于所述第二转盘;所述第一转盘和所述第二转盘之间安装有可上下升降的升降件,所述第一转盘上连接有可上下移动的第一下压件,所述第一下压件依次与各个所述第一夹具相对应,各所述第一夹具分别与所述第二夹具在转动过程中能够相面对布置,且各所述第二夹具依次位于所述升降件的升降路径上。
4、所述外件上料装置包括架设于所述工作台上的第一振动盘以及位于所述第一夹具的移动途径上的第一气缸装置;所述工作台上安装有外件支座,所述外件支座的上侧开设有外件通孔;所述第一振动盘上连接有外件滑道,所述外件滑道的一端延伸至所述外件通孔中;所述第一气缸装置包括第一气缸及驱动所述第一气缸的气源,所述第一气缸上下布置,且所述第一气缸的缸体位于所述第一气缸的活塞杆的下侧,所述第一气缸的活塞杆上连接有外件推件,所述外件推件伸入到所述外件通孔中。
5、以所述第一夹具背离所述第一转盘的一侧为背离侧,靠近的一侧为安装侧,每个所述第一夹具中,所述第一夹具的背离侧开设有夹持孔,所述第一夹具的所述安装侧安装于所述工作台上,所述第一夹具的所述背离侧伸出于所述第一转盘外,且所述第一夹具上的所述夹持孔在转动过程中能够与所述外件通孔相互对应。
6、所述第一转盘上架设有转盘气缸,所述转盘气缸上下布置,且所述转盘气缸位于所述第一夹具的上侧,所述转盘气缸的缸体位于所述转盘气缸的活塞杆的上侧,所述转盘气缸的活塞杆连接有第一下压件,所述第一下压件与所述第一夹具上的所述夹持孔相互对应。
7、以所述第二夹具背离所述第二转盘的一侧为背离侧,靠近的一侧为安装侧,每个所述第二夹具中,所述第二夹具的背离侧开设有夹持孔,且所述第二夹具的安装侧安装于所述第二转盘上,所述第二夹具的背离侧伸出于所述第二转盘的外周面外,并且所述第二夹具与所述工作台之间安装有拉簧。
8、所述升降件通过升降传动装置进行升降;所述升降传动装置包括升降电机和传动机构,所述升降电机安装于所述工作台的下方,且所述升降电机的输出轴传动连接所述传动机构的输入部分,所述传动机构的输出部分连接所述升降件。
9、所述传动机构包括同步带组件、齿轮齿条组件和转动轴,所述同步带组件包括主同步轮、从同步轮及绕设于所述主同步轮和从同步轮之间的同步带,所述齿轮齿条组件包括相互啮合的齿轮和齿条;
10、所述升降电机的输出轴传动连接所述主同步轮,所述转动轴可转动地架设于所述工作台的下侧,所述从同步轮和所述齿轮均分别传动连接于所述转动轴上,所述齿条上下布置,并以上下移动的方式安装于所述工作台上,所述齿条的上端传动连接所述升降件。
11、所述弹簧上料装置包括第二振动盘、弹簧滑动块、弹簧滑道和第二下压件,所述第二振动盘架设于所述工作台上,所述第二振动盘的出料口衔接所述弹簧滑道的进料口,所述弹簧滑道上下布置,所述弹簧滑道的下料口在所述第二夹具转动过程中能够与所述夹持孔相互对应;
12、所述弹簧滑动块以能够靠近或远离所述第二转盘移动的方式架设于所述工作台上,所述弹簧滑动块上开设有下料通孔,所述下料通孔上下布置,且所述弹簧滑道的下料口位于所述弹簧滑动块的下料通孔的移动路径上,其中所述第二夹具在转动过程中其上的所述夹持孔位于所述下料通孔的移动路径上。
13、所述弹簧上料装置还包括移动气缸装置,所述移动气缸装置包括水平布置的移动气缸,所述工作台上安装有移动支架,所述移动气缸的缸体安装在所述移动支架上,所述移动气缸的活塞杆传动连接所述弹簧滑动块。
14、所述按压件上料装置包括第四气缸装置及架设于所述工作台上侧的第三振动盘;所述工作台上安装有按压件支座,所述按压件支座上开设有按压件通孔;所述第三振动盘的出料口衔接有按压件滑道,所述按压件滑道的一端延伸至所述按压件通孔中;所述第四气缸装置包括第四气缸及驱动所述第四气缸的气源,所述第四气缸上下布置,且所述第四气缸的缸体架设于所述工作台上,所述第四气缸的活塞杆位于所述第四气缸的缸体的下侧,所述第四气缸的活塞杆连接有第三下压件;于所述第二夹具转动过程中其所述夹持孔能够位于所述第三下压件的下压范围中。
15、采用上述结构后,本实用新型具有如下有益效果:
16、1、本实用新型形成地雷式弹簧绳扣的组装流水线,由于外件上料装置在第一转盘上工作,弹簧上料装置和按压件上料装置依次在第二转盘上工作,外件上料装置给第一转盘上的各第一夹具依次装料,装料后的各第一夹具依次下压到第二转盘的相应第二夹具中,然后装有外件的各第二夹具依次转动到弹簧上料装置和按压件上料装置的范围中进行安装,由于第一转盘和第二转盘的转动互不影响,而外件上料装置的上料和将外件下压到第二夹具的转移所用的时间,与弹簧上料装置和按压件上料装置的上料所用时间相差无几,因此外件上料装置在第一转盘上连续进行安装,弹簧上料装置和按压件上料装置分别连续进行安装,与现有技术相比,在自动化组装过程中,缩短了组装时间,特别是在批量组装时能够缩短大量的时间,提高了整体的组装效率。
17、2、由于第一转盘的外侧设置外件上料装置,第二转盘的外侧依次设置弹簧上料装置和按压件上料装置,免去将各装置均依次布置在同一转盘的外侧,并免去为避免各装置互相干扰而需要间隔较远布置,因此第一转盘和第二转盘的体积都较小,与现有技术相比,两个转盘上的夹具数量之和,与设置一个转盘时的夹具数量相同时,本实用新型的整体体积较小,占用面积较少。
- 还没有人留言评论。精彩留言会获得点赞!