一种Y形冷却锥分水管加工焊接胎架的制作方法
一种y形冷却锥分水管加工焊接胎架
技术领域
1.本实用新型涉及辅助焊接设备技术领域,具体是一种y形冷却锥分水管加工焊接胎架。
背景技术:
2.冷却锥分水管整体呈现为y字型,由一根一端具有倾斜段的第一钢管通过三通与另外两根一端具有倾斜段的第二钢管和第三钢管焊接而成,焊接完成后的分水管第一钢管段端头向上倾斜,第二钢管段和第三钢管段的两个端头向下倾斜,由于钢管端部存在倾斜段,且端部焊接有与上下连接管连接的法兰,因此焊接时无法对焊接件进行平稳的放置、固定,钢管对接不正,使工作人员对钢管水平段与三通进行焊接时存在较大的困难,焊接质量不佳,易造成材料的浪费。
技术实现要素:
3.本实用新型旨在解决上述问题,从而提供一种y形冷却锥分水管加工焊接胎架。
4.本实用新型解决所述问题,采用的技术方案是:
5.一种y形冷却锥分水管加工焊接胎架,包括矩形底板,矩形底板顶面相对两侧设置有第一卡座和第二卡座,第一卡座与第二卡座上分别开设有放置槽,第一卡座与第二卡座之间设置有固定座,固定座与第一卡座之间设置有第二支座,固定座与第二卡座之间设置有多个第一支座,靠近固定座的第一支座一侧设置有水平支板,水平支板上垂直设置有定位杆。
6.采用上述技术方案的本实用新型,与现有技术相比,其突出的特点是:
7.本实用新型通过在第一卡座和第二卡座上开设凹槽和放置槽,将三段待焊接钢管倾斜段及其端部焊接的法兰分别放入凹槽和放置槽内,可对钢管进行定位、固定,设置水平支板和定位杆,将需要焊接的三通放置于水平支板上,通过定位杆进行定位,有效的解决焊接过程中焊接件无法平稳放置、固定的问题,稳定性强,且对接整齐,焊接质量高,减少材料的浪费。
8.作为优选,本实用新型更进一步的技术方案是:
9.第一卡座、第二卡座的顶面分别设置有压板。
10.第一支座、第二支座和第二卡座的侧面分别设置有加劲板。
11.第一卡座顶面的倾斜角度与分水管第一钢管端部倾斜段倾斜角度相同。
12.第一支座支撑于待加工分水管的第一钢管水平段,第二支座同时支撑于待加工分水管的第二钢管和第三钢管的水平段。
13.待加工分水管的第一钢管倾斜段放置于第一卡座上,待加工分水管的第二钢管、第三钢管倾斜段放置于第二卡座上后,三根钢管的水平段底面与用于放置三通的水平支板顶面处于同一水平面上。
附图说明
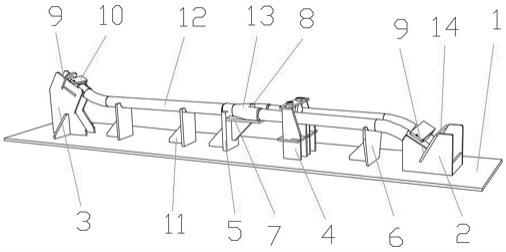
14.图1为本实用新型实施例的主体结构示意图;
15.图2为本实用新型实施例的使用时俯视结构示意图;
16.图3为本实用新型实施例的第一卡座结构示意图;
17.图4为本实用新型实施例的第二卡座结构示意图;
18.图5为本实用新型实施例的固定座结构示意图;
19.图中标记为:矩形底板1、第一卡座2、第二卡座3、固定座4、第一支座5、第二支座6、水平支板7、定位杆8、放置槽9、压板10、加劲板11、待加工分水管12、三通13、法兰盘14。
具体实施方式
20.下面结合实施例对本实用新型作进一步说明,目的仅在于更好地理解本实用新型内容,因此,所举之例并不限制本实用新型的保护范围。
21.参见图1至图5,一种y形冷却锥分水管加工焊接胎架,包括矩形底板1,矩形底板1顶面相对两侧设置有第一卡座2和第二卡座3,第一卡座2与第二卡座3上分别开设有放置槽9,第一卡座2与第二卡座3之间设置有固定座4,固定座4与第一卡座2之间设置有第二支座6,固定座4与第二卡座3之间设置有多个第一支座5,靠近固定座4的第一支座5一侧设置有水平支板7,水平支板7上垂直设置有定位杆8。
22.第一卡座2、第二卡座3、固定座4的上方分别设置有压板10。
23.第一支座5、第二支座6和第二卡座3的侧面分别设置有加劲板11。
24.第一卡座2顶面的倾斜角度与分水管第一钢管端部倾斜段倾斜角度相同。
25.第一支座5支撑于待加工分水管的第一钢管水平段,第二支座6同时支撑于待加工分水管的第二钢管和第三钢管的水平段。
26.待加工分水管的第一钢管倾斜段放置于第一卡座上,待加工分水管的第二钢管、第三钢管倾斜段放置于第二卡座上后,三根钢管的水平段底面与用于放置三通的水平支板顶面处于同一水平面上。
27.胎架的具体制作:
28.(1)矩形底座下料:根据焊接件的整体尺寸确定矩形底座的大小,四面外扩10cm;
29.(2)卡座定位:根据管件弯曲角度进行卡座制作,根据焊接件的整体长度确定两卡座的位置,并焊接固定,并在两卡座上分别开设放置槽;
30.(3)各支座定位、焊接:确定待加工分水管12平直段与三通13的对接位置,在向两侧5cm处焊固定座和第一支座,固定座与第一卡座之间焊接第二支座,支座高度大于管件倾斜段高度5cm,两侧宽度各大于管件外边缘3cm;
31.(4)靠近固定座的第一支座一侧焊接水平支板,水平支板上垂直焊接定位杆;
32.(5)第一卡座、第二卡座、固定座的上方分别安装压板;
33.(6)第一支座、第二支座和第二卡座的侧面分别焊接加劲板。
34.使用方法:
35.(1)将设备放置水平面上,打开各压板,放入预加工焊接的管件,将待加工分水管的第一钢管、第二钢管、第三钢管倾斜段分别放置于放置槽内,在将三通放置于水平支板上;
36.(2)锁紧压板,紧固管件,进行焊接加工;
37.(3)焊接完成,打开压板,取出管件。
38.本胎架的应用可以充分保证加工焊接时的稳定性,施工便捷,提高加工效率。
39.本实用新型通过在第一卡座和第二卡座上开设放置槽,将三段钢管一端的法兰盘分别放入放置槽内,可对钢管进行定位、固定,设置水平支板和定位杆,将需要焊接的三通放置于水平支板上,通过定位杆进行定位,有效的解决焊接过程中焊接件无法平稳放置、固定的问题,稳定性强,且对接整齐,焊接质量高,减少材料的浪费。
40.以上所述仅为本实用新型较佳可行的实施例而已,并非因此局限本实用新型的权利范围,凡运用本实用新型说明书及其附图内容所作的等效变化,均包含于本实用新型的权利范围之内。
技术特征:
1.一种y形冷却锥分水管加工焊接胎架,包括矩形底板,其特征在于:矩形底板顶面相对两侧设置有第一卡座和第二卡座,第一卡座顶面朝向第二卡座倾斜向下,第一卡座顶面且沿顶面向下开设有凹槽,凹槽中部两侧垂直开设有向下延伸的放置槽,第二卡座顶面呈v形面,v形面的左斜面与第一卡座顶面平行, v形面左斜面上且沿斜面向下开设有两个平行的凹槽,且两凹槽间距与待加工分水管的第二钢管和第三钢管之间间距相等,v形面的右斜面向下延伸开设有放置槽,第一卡座与第二卡座之间设置有固定座,固定座上开设有两深凹槽,固定座的顶面设置有压板,固定座与第一卡座之间设置有第二支座,固定座与第二卡座之间设置有多个第一支座,靠近固定座的第一支座一侧设置有放置三通的水平支板,水平支板上垂直设置有定位杆。2.根据权利要求1所述的一种y形冷却锥分水管加工焊接胎架,其特征在于:第一卡座、第二卡座的顶面分别设置有压板。3.根据权利要求1所述的一种y形冷却锥分水管加工焊接胎架,其特征在于:第一支座、第二支座和第二卡座的侧面分别设置有加劲板。4.根据权利要求1所述的一种y形冷却锥分水管加工焊接胎架,其特征在于:第一卡座顶面的倾斜角度与分水管第一钢管端部倾斜段倾斜角度相同。5.根据权利要求1所述的一种y形冷却锥分水管加工焊接胎架,其特征在于:第一支座支撑于待加工分水管的第一钢管水平段,第二支座同时支撑于待加工分水管的第二钢管和第三钢管的水平段。6.根据权利要求1所述的一种y形冷却锥分水管加工焊接胎架,其特征在于:待加工分水管的第一钢管倾斜段放置于第一卡座上,待加工分水管的第二钢管、第三钢管倾斜段放置于第二卡座上后,三根钢管的水平段底面与用于放置三通的水平支板顶面处于同一水平面上。
技术总结
本实用新型涉及辅助焊接设备技术领域,具体是一种Y形冷却锥分水管加工焊接胎架,包括矩形底板,矩形底板顶面相对两侧设置有第一卡座和第二卡座,第一卡座与第二卡座上分别开设有放置槽,第一卡座与第二卡座之间设置有固定座,固定座与第一卡座之间设置有第二支座,固定座与第二卡座之间设置有多个第一支座,靠近固定座的第一支座一侧设置有水平支板,水平支板上垂直设置有定位杆,有效的解决焊接过程中焊接件无法平稳放置、固定的问题,稳定性强,且对接整齐,焊接质量高,减少材料的浪费。减少材料的浪费。减少材料的浪费。
技术研发人员:沈剑 乔琳 林鑫
受保护的技术使用者:中国冶金科工股份有限公司
技术研发日:2022.09.30
技术公布日:2022/12/16
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1