一种倾斜油缸油口自动焊接固定结构的制作方法
1.本实用新型涉及一种自动焊接固定结构,更具体地说,它是涉及一种倾斜油缸油口自动焊接固定结构。
背景技术:
2.目前市场上关于油缸油口焊接技术大多都采用单一的油口压紧工装,在固定油缸的时候存在固定不牢靠,并且周向固定不稳定,导致油口的焊接质量不高;同时在需要焊接多油口油缸的时候,单一的焊接工装需要进行多次移动才能完成油缸的焊接工作,费时费力,焊接的效率也非常低。
3.中国专利公告号cn 209407782 u,公告日2019年9月20日,实用新型的名称为一种液压油缸油口焊接工装,该申请案公开了一种具有单一焊接工装的油口焊接装置,包括工装底板、油缸固放机构、油口压紧定位机构,它利用气缸压紧油口,短加工定位时间,提高人工效率。但它的单一油口焊接工装对多油口油缸的焊接十分不方便,加工效率十分低下,浪费人力物力。
技术实现要素:
4.本实用新型克服了一种液压油缸油口焊接工装的不足,提供了一种倾斜油缸油口自动焊接固定结构,它有两个油口压紧装置,能够快速定位油口的位置,并进行固定,对多油口的油缸也能快速的进行焊接,操作十分方便,极大的提升了生产的效率和车间管理。
5.为了解决上述技术问题,本实用新型采用以下技术方案:一种倾斜油缸油口自动焊接固定结构,包括两个油口压紧装置、若干工件放置v 型块,所述两个油口压紧装置分别固连两个竖置滑块并分别滑动连接于两个竖置导轨上,所述若干工件放置v 型块设置于底板上。通过竖置滑块在竖置导轨上的运动,可以使油口压紧装置对油口进行定位,同时对油缸进行压紧固定,工件放置v型块用于放置油缸。通过该方案可以对油缸油口进行固定,并且对油口进行焊接。
6.作为优选,所述的油口压紧装置包括油口压紧工装和气缸,所述油口压紧工装固连于油口压紧工装底座,所述油口压紧工装底座滑动连接于所述竖置滑块,所述气缸固连于竖置滑块并与油口压紧工装底座连接。油口压紧工装底座可以在竖置滑块上进行滑动,同时就能带动油口压紧工装进行移动,实现对油缸油口的压紧和定位,气缸可以为油口压紧装置提供动力。
7.作为优选,所述的竖置滑块与竖置导轨上均布置若干定位孔,所述若干定位孔沿着竖置滑块移动方向布置。此处的若干定位孔是为了使竖置滑块在指定的位置固定住,从而能使油口压紧装置到达指定的位置对油口进行压紧固定。
8.作为优选,所述的两个竖置导轨分别固连两个横置滑块,所述两个横置滑块滑动连接于同一横置导轨上,所述横置导轨固定在底板上。两个竖置导轨上布置了油口压紧装置,将竖置导轨通过横置滑块滑动连接于横置导轨可以实现油口压紧装置沿着油缸轴向运
动,对不同的油缸油口或者多油口的油缸都能进行焊接,操作更加方便。
9.作为优选,所述的两个横置滑块还固连一块定位块,所述定位块设有定位线槽并通过定位线槽与底板连接。定位块可以将整个竖置导轨进行固定,进而将油口压紧装置进行固定,而定位块设置定位线槽则可以实现两个油口压紧装置的任意长度的精准定位,因为定位线槽留有足够的补偿长度提供给竖置导轨进行位置补偿。
10.作为优选,所述的若干工件放置v型块沿横置导轨方向设置在所述底板上,并在若干工件放置v型块的一端设置限位块。工件放置v型块主要是用于放置油缸,工件放置v型块的形状可以很好的适用不同直径的油缸,对各种油缸都有很好的兼容性。而工件放置v型块一端还需设置一个限位块,对油缸进行限位,从而能精确的确定油口的位置。
11.作为优选,所述的底板设置定位块处、设置若干工件放置v型块处、设置限位块处均沿其设置方向布置了若干底板定位孔。底板定位孔用于对定位块、工件放置v型块、限位块的固定,定位孔间隔分布可以对定位块和工件放置v型块粗粗略的调整定位。
12.与现有技术相比,本实用新型的有益效果是:(1)油缸油口的夹紧定位精确并且十分方便;(2)对多油口油缸的焊接效率更高;(3)多样的定位孔和限位孔,可以适用多种类型油缸油口的焊接。
附图说明
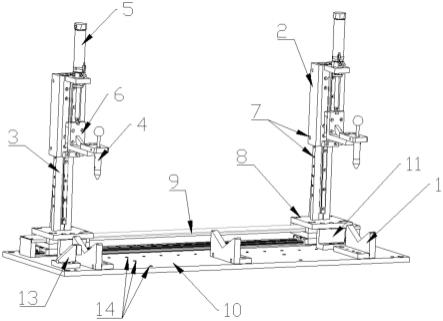
13.图1是本实用新型的轴测图。
14.图2是本实用新型的油口压紧装置的示意图。
15.图3是底板上各零件的分布俯视图。
16.图中:1、工件放置v型块,2、竖置滑块,3、竖置导轨,4、油口压紧工装,5、气缸,6、油口压紧工装底座,7、定位孔,8、横置滑块,9、横置导轨,10、底板,11、定位块,12、定位线槽,13、限位块,14、底板定位孔。
具体实施方式
17.下面通过具体实施例,并结合附图,对本实用新型的技术方案作进一步的具体描述。
18.实施例1:如图1至图3所示的一种倾斜油缸油口自动焊接固定结构,包括两个油口压紧装置、若干工件放置v 型块1,所述两个油口压紧装置分别固连两个竖置滑块2并分别滑动连接于两个竖置导轨3上,所述若干工件放置v 型块1设置于底板上。通过竖置滑块2在竖置导轨3上的运动,可以使油口压紧装置对油口进行定位,同时对油缸进行压紧固定,工件放置v型块1用于放置油缸。通过该方案可以对油缸油口进行固定,并且对油口进行焊接。
19.油口压紧装置包括油口压紧工装4和气缸5,所述油口压紧工装4固连于油口压紧工装底座6,所述油口压紧工装底座6滑动连接于所述竖置滑块2,所述气缸5固连于竖置滑块2并与油口压紧工装底座6连接。竖置滑块2与竖置导轨3上均布置若干定位孔7,所述若干定位孔7沿着竖置滑块2移动方向布置;所述的两个竖置导轨3分别固连两个横置滑块8,所述两个横置滑块8滑动连接于同一横置导轨9上,所述横置导轨9固定在底板10上。油口压紧工装底座6可以在竖置滑块2上进行滑动,同时就能带动油口压紧工装4进行移动,实现对油缸油口的压紧和定位,气缸5可以为油口压紧装置提供动力。此处的若干定位孔7是为了使
竖置滑块2在指定的位置固定住,从而能使油口压紧装置到达指定的位置对油口进行压紧固定。两个竖置导轨3上布置了油口压紧装置,将竖置导轨3通过横置滑块8滑动连接于横置导轨9可以实现油口压紧装置沿着油缸轴向运动,对不同的油缸油口或者多油口的油缸都能进行焊接,操作更加方便。
20.两个横置滑块8还固连一块定位块11,所述定位块11设有定位线槽12并通过定位线槽12与底板10连接;若干工件放置v型块1沿横置导轨9方向设置在所述底板10上,并在若干工件放置v型块1的一端设置限位块13;所述的底板10设置定位块11处、设置若干工件放置v型块1处、设置限位块13处均沿其设置方向布置了若干底板定位孔14。定位块11可以将整个竖置导轨3进行固定,进而将油口压紧装置进行固定,而定位块11设置定位线槽12则可以实现两个油口压紧装置的任意长度的精准定位,因为定位线槽12留有足够的补偿长度提供给竖置导轨3进行位置补偿。工件放置v型块1主要是用于放置油缸,工件放置v型块1的形状可以很好的适用不同直径的油缸,对各种油缸都有很好的兼容性。而工件放置v型块1一端还需设置一个限位块13,对油缸进行限位,从而能精确的确定油口的位置。底板定位孔14用于对定位块11、工件放置v型块1、限位块13的固定,定位孔7间隔分布可以对定位块11和工件放置v型块1粗粗略的调整定位。
21.在实际生产操作时,首先将油缸放置在工件放置v型块1上,限位块13对油缸进行位置限定,调整竖置滑块2在竖置导轨3上的位置并进行固定可以粗略调整油口压紧装置压住油缸的油口,然后利用气缸5对油口压紧工装底座6进行调整,可以精确调整油口压紧工装4压紧油缸油口。然后通过横置滑块8的调整可以精确地调整油口压紧工装4对油缸的两个油口进行压紧固定,最后通过定位块11上的定位线槽12将整个油口压紧装置进行固定。油缸油口的焊接则由智能机械手臂持焊枪进行定点焊接,完成全部的焊接工作。
22.对于多油口的油缸只需调整一个油口压紧装置移动即可,另一个油口压紧装置则继续对油缸进行固定,防止油缸位置发生变动,操作十分方便,生产加工效率高效。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1