一种锂带轧制装置的制作方法
1.本实用新型涉及锂带制备的技术领域,特别涉及一种锂带轧制装置。
背景技术:
2.锂金属电池由于兼具高比能量和高比功率的显著优势,被认为是最具发展潜力的动力电池体系;随着技术的发展,特别是可穿戴的电子设备的普及和新能源汽车的迅猛发展,要求电池越来越薄的同时,对电池的能量密度提出更高的要求。锂金属负极材料具备极高的理论容量(3800mah/g),是提高电池能量密度的理想选择。
3.但是目前市售的用于锂电池的锂带普遍较厚,厚度均在150μm以上,主要原因是锂金属质软,延展性大并且比强度不高,导致了厚度不够均匀,厚度公差较大,直接影响了锂电池的性能和能量密度。因此,随着对锂金属电池能量密度要求的不断提高,如何实现锂带的超薄化,以及厚度均匀化变得十分重要。例如,在固态锂电池的制备时,需要在铜膜两侧覆合锂带来作为固态锂电池的生产材料,此时就更加需要锂能够具有超薄的特性。天津中能锂业采用真空挤压成型的方法制备锂带,提升了制备工艺的尺寸控制精度。但存在模具因反应损耗大、超薄要求下厚度难以控制等问题。
4.因此,现有技术中想要得到厚度≤50um以下的超薄锂带难以通过挤压成型的方法来制备,而是需要通过轧制方式来实现,但是在制作的轧制过程中由于受到张力和锂带延展性好的特点的共同作用下,常常会在轧制后的成品两端拉出开裂的口子,如图1所示。这样增加锂带的损耗,还有可能会影响锂金属的性能。
技术实现要素:
5.基于此,有必要提供一种可实现锂带轧制减少开裂口子的锂带轧制装置。
6.本实用新型提供一种锂带轧制装置,包括料带放卷机构、牵引膜放卷机构、轧制机构和收卷机构,所述收卷机构位于所述轧制机构的出料方向,所述轧制机构设置于所述料带放卷机构和牵引膜放卷机构的出料方向,所述料带放卷机构的出料方向上还设置有将锂带两端折弯的折弯机构和将锂带两端压边的压边机构,所述料带放卷机构、折弯机构、压边机构和轧制机构沿锂带的传送方向依次设置。
7.优选地,所述料带放卷机构出料方向还设置有第一测速机构,所述料带放卷机构、第一测速机构和折弯机构沿锂带的传送方向依次设置。
8.优选地,料带放卷机构出料方向还设置第一张力辊,所述第一测速机构位于所述第一张力辊的出料方向。
9.优选地,所述压边机构出料方向设置有第二测速机构,所述压边机构、第二测速机构和轧制机构依次设置。
10.优选地,所述压边机构出料方向还设置第二张力辊,所述第二测速机构位于所述第二张力辊的出料方向。
11.优选地,所述锂带轧制装置还包括保护膜放卷机构和保护膜收卷机构,所述保护
膜放卷机构、轧制机构和保护膜收卷机构沿保护膜的传送方向依次设置。
12.优选地,所述折弯机构包括沿锂带的传送方向依次设置的一级折弯机构和二级折弯机构。
13.优选地,所述一级折弯机构和二级折弯机构均包括上折弯辊和下折弯辊,所述上折弯辊和下折弯辊的其中一方设置有折弯槽,另一方设置有可与所述折弯槽配合的折弯凸起。
14.优选地,所述一级折弯机构的折弯槽的槽底与槽壁之间形成有70
°‑
120
°
的夹角。
15.优选地,所述二级折弯机构的折弯槽的槽底与槽壁之间形成有30
°‑
60
°
的夹角。
16.本实用新型的有益效果:
17.本实用新型的锂带轧制装置通过将料带在轧制前进行折弯和压边,使得厚锂带来料两端实现加厚的作用,进而实现制备得到的超薄锂带减少开裂口子,提升料带的良率。
附图说明
18.通过附图中所示的本实用新型优选实施例更具体说明,本实用新型上述及其它目的、特征和优势将变得更加清晰。在全部附图中相同的附图标记指示相同的部分,且并未刻意按实际尺寸等比例缩放绘制附图,重点在于示出本的主旨。
19.图1为本现有技术制备锂带具有开裂结构示意图;
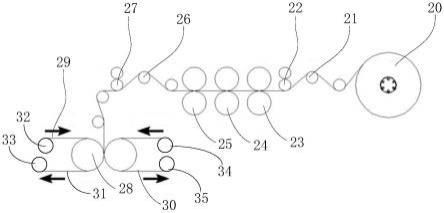
20.图2为本实用新型提供的锂带轧制装置结构示意图;
21.图3为锂带来料结构示意图;
22.图4为锂带经过第一次折弯后结构示意图;
23.图5为锂带经过第二次折弯后结构示意图;
24.图6为锂带经过压边后结构示意图;
25.图7为折弯机构结构示意图;
26.图8为对比例1提供的挤压得到的锂带来料结构示意图;
27.图9为对比例1提供的挤压得到的锂带收卷时结构示意图。
具体实施方式
28.为了便于理解本实用新型,下面将参照相关附图对本进行更全面的描述。
29.需要说明的是,当一个元件被认为是“连接”另一个元件,它可以是直接连接到另一个元件并与之结合为一体,或者可能同时存在居中元件。本文所使用的术语“安装”、“一端”、“另一端”以及类似的表述只是为了说明的目的。
30.除非另有定义,本文所使用的所有的技术和科学术语与属于本技术领域的技术人员通常理解的含义相同。本文中说明书中所使用的术语只是为了描述具体的实施例的目的,不是旨在于限制本实用新型。本文所使用的术语“及/或”包括一个或多个相关的所列项目的任意的和所有的组合。
31.参考图2,本实用新型提供一种锂带轧制装置,包括料带放卷机构20、牵引膜放卷机构32、轧制机构28和收卷机构33,收卷机构33位于轧制机构28的出料方向,收卷机构33用于将轧制后牵引膜上载有锂带的产品31进行收卷。轧制机构28设置于料带放卷机构20和牵引膜放卷机构32的出料方向,料带放卷机构20的出料方向上还设置有将锂带两端折弯的折
弯机构23、24和将锂带两端压边的压边机构25,料带放卷机构20、折弯机构、压边机构25和轧制机构28沿锂带的传送方向依次设置。
32.本实用新型提供的锂带轧制装置设置有折弯机构23、24,使得放卷后的锂带在进入轧制机构28之前,锂带的两侧向内进行折弯然后压边,(参考图3-6)使得进入轧制机构28之前的锂带两端得到了加厚,在锂带两端形成加厚的加厚部13,将具有加厚部13的锂带进行轧制时,能够较好的减少轧制品两端拉出开裂的口子,提升轧制超薄锂带的良率。
33.本实施例的锂带轧制装置,通过轧制来制备超薄锂带,相对于挤压制备锂带而言,可实现厚度为5um-50um的超薄锂带的制备,超薄锂带能够较好的用于锂电池的制备,尤其是用于固态锂电池的制备,极大的提升了锂电池制备的良率,减少锂带轧制时两端开裂导致的材料浪费,为现有技术中固态锂电池的发展提供了很好原材料基础,为我国的新能源技术发展提供的良好的原材料基础。
34.本实施例提供的锂带轧制装置使得锂带的来料放卷、折弯、压边和轧制都是连续生产制备得到的,因此具有较高的生产效率。
35.参考图2,在优选实施例中,料带放卷机构2020出料方向还设置有第一测速机构22,料带放卷机构20、第一测速机构22和折弯机构沿锂带的传送方向依次设置。压边机构25出料方向设置有第二测速机构27,压边机构25、第二测速机构27和轧制机构28依次设置。
36.通过第一测速机构22和第二测速机构27的设置,可实现控制监控锂带在折弯、压边前的速度和折弯压边后的速度,可较好的保证锂带以一定的速度进入轧制机构28。保证锂带不会过薄或者过厚。
37.参考图2,在优选实施例中,料带放卷机构20出料方向还设置第一张力辊21,第一测速机构22位于第一张力辊21的出料方向。压边机构25出料方向还设置第二张力辊26,第二测速机构27位于第二张力辊26的出料方向。
38.本实施例中,将料放卷机构20放卷的料带进行折弯前的走带速度设为第一速度,第一速度采用第一测速辊22测得;
39.将料带进行压边后且进行轧制之前的走带速度设为第二速度,第二速度采用第二测速辊27测试得到;
40.本实施例中为了保证速度控制,设置折弯和压边的速度是一致的。由于锂带延展性好的特点,在走带过程中,由于受到张力的作用锂带会延伸变薄,单位体积内的锂带会在长度方向变长,因此,正常情况下,检测到的第二速度要大于第一速度,能够保证锂带的正常走带。当检测到第二速度要小于第一速度,需要检测设备是否存在故障。
41.为了得到预期厚度的超薄锂带,第二速度需要保持稳定。们采用反推法得到数据,再用预先设定+补偿,最终得到一致性好的产品。
42.首先,牵引膜29的走带速度是已知的,预期要得到的超薄锂带的厚度是已知的,这样就可以得到单位时间内所消耗的锂带的体积。再根据来料厚锂带的厚度算出第二测速辊27所在位置的锂带速度的理论值作为预设走带速度,需要保证实际在第二测速辊27测得的第二速度与预设走带速度的差值小于预设误差值。也就是说需要保证第二速度与预设走带速度基本一致(允许存在一定的误差值),并且第二速度数值稳定不变时,轧制机构28轧制工作稳定,轧制后的产品厚度一致。
43.在优选实施例中,折弯的走带速度与压边的走带速度一致,都是主动等速度机构,
将折弯的走带速度和压边的走带速度设为第三速度,当第二速度与预设走带速度的差值大于预设误差值,说明第二速度与走带速差值相差较多,并且第二速度还在不断大于预设走带速度时,进入轧制机构28的锂带厚度在变薄,轧制后的产品厚度也在变薄。此时可通过降低第三速度,直至第二速度与预设走带速度的差值小于预设误差值。
44.参考图2,在优选实施例中,锂带轧制装置还包括保护膜放卷机构34和保护膜收卷机构35,保护膜放卷机构34、轧制机构28和保护膜收卷机构35沿保护膜30的传送方向依次设置。
45.通过设置保护膜收放卷机构,可实现防护膜30的收放,保护膜30配合牵引膜29可实现轧制时,锂带位于牵引膜29和保护膜30之间,将锂带与左轧制辊和右轧制辊隔离开来,避免锂带粘连金属辊。轧制后,牵引膜载有锂带上,作为产品共同收卷;保护膜穿过左轧制辊和右轧制辊之间单独收卷。本实施例中的牵引膜和保护膜为pet材料。
46.参考图2和图9,在优选实施例中,折弯机构包括沿锂带的传送方向依次设置的一级折弯机构23和二级折弯机构24一级折弯机构23和二级折弯机构24均包括上折弯辊301和下折弯辊302,上折弯辊301和下折弯辊302的其中一方设置有折弯槽303,另一方设置有可与折弯槽配合的折弯凸起304。
47.参考图7,在优选实施例中,一级折弯机构23的折弯槽303的槽底与槽壁之间形成有70
°‑
120
°
的夹角。来料的锂带1如图3所示,经过一级折弯机构23进行第一次折弯后,锂带的折弯部分11与主体部分12之间形成70
°‑
120
°
的夹角,如图4所示。
48.在优选实施例中,二级折弯机构24的折弯槽的槽底与槽壁之间形成有30
°‑
60
°
的夹角。参考图5,经过二级折弯机构24进行第二次折弯后,料带的折弯部分11与主体部分12之间形成30
°‑
60
°
的夹角。
49.本实用新型提供的锂带的轧制装置,能够实现超薄锂带的轧制,避免轧制后的成品两端拉出开裂的口子的问题。在试验的过程中,本技术人还做过如下的对比例:采用挤压制备的方法来实现厚锂带两端加厚的效果,如图8所示,以挤压加工后的两端加厚的厚锂带100作为轧制的锂带来料。但是这样的锂带来料在采用收卷机构200收卷时会出现收卷锂带100中空的现象,如图9所示,会引起料卷变形进而无法使用,造成极大的损耗。
50.综上,可以看出,本实用新型提供的锂带的轧制装置能够避免轧制后的成品两端拉出开裂的口子的问题,还能够避免其他不良的产生,提升超薄锂带制备的良率,为固态锂电池制备的基础材料提供性能和良率的保障。
51.在本技术中,除非另有明确的规定和限定,第一特征在第二特征“上”或“下”可以是第一和第二特征直接接触,或第一和第二特征通过中间媒介间接接触。而且,第一特征在第二特征“之上”、“上方”和“上面”可是第一特征在第二特征正上方或斜上方,或仅仅表示第一特征水平高度高于第二特征。第一特征在第二特征“之下”、“下方”和“下面”可以是第一特征在第二特征正下方或斜下方,或仅仅表示第一特征水平高度小于第二特征。
52.在本说明书的描述中,参考术语“优选实施例”、“再一实施例”、“其他实施例”或“具体示例”等的描述意指结合该实施例或示例描述的具体特征、结构、材料或者特点包含于本技术的至少一个实施例或示例中。在本说明书中,对上述术语的示意性表述不必须针对的是相同的实施例或示例。而且,描述的具体特征、结构、材料或者特点可以在任一个或多个实施例或示例中以合适的方式结合。此外,在不相互矛盾的情况下,本领域的技术人员
可以将本说明书中描述的不同实施例或示例以及不同实施例或示例的特征进行结合和组合。
53.尽管上面已经示出和描述了本技术的实施例,可以理解的是,上述实施例是示例性的,不能理解为对本技术的限制,本领域的普通技术人员在本技术的范围内可以对上述实施例进行变化、修改、替换和变型。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1