点胶保压载具的制作方法
1.本实用新型涉及电子产品壳体生产技术领域,尤其涉及一种用于电子产品壳体生产的点胶保压载具。
背景技术:
2.电子产品(例如手机、平板电脑、智能手表、智能手环等等)的壳体通常包括用于安装主板、电池等部件的下壳组件和用于安装显示屏等部件的上壳组件。在电子产品的组装生产过程中,一般是先将上述主板、电池及显示屏等部件分别安装至上壳组件和下壳组件,然后扣好用来连接上壳组件、下壳组件内的部件的fpc排线,再将上壳组件、下壳组件进行贴合。
3.相关技术中,上壳组件、下壳组件贴合的生产至少包括点胶、贴合、保压三个工位,有的还进一步包括一个胶路检测工位。具体来说,一般采用人工手动或半自动作业,先在点胶工位对下壳组件进行点胶,然后将下壳组件移动至胶路检测工位进行胶路检测,接着将下壳组件移动到贴合工位,将上壳组件、下壳组件进行贴合,最后将贴合的上壳组件、下壳组件移动到保压工位进行保压。若不需要胶路检测的则没有相应工位和步骤。现有的这种通过壳体的移动来实现点胶、贴合、保压的生产方式,存在以下问题:一、贴合前胶水处于液态,在下壳组件移动过程中很容易被人为触碰到胶路,导致气密不良;二、贴合后需要人为保压,很容易造成二次保压和受力不均的现象,同样导致气密不良。
4.因此,有必要提供一种能够有效解决胶路触碰问题、避免二次保压、保障产品气密性、提高产品质量的点胶保压载具,以解决上述问题。
技术实现要素:
5.本实用新型的目的在于提供一种能够有效解决胶路触碰问题、避免二次保压、保障产品气密性、提高产品质量的点胶保压载具。
6.为实现上述目的,本实用新型的技术方案为:提供一种点胶保压载具,其包括基座、两支撑组件以及两保压组件;其中,基座上设有定位座,所述定位座用于承载下壳组件;两支撑组件相对称地设于所述定位座的两侧且均可沿第一方向滑动,所述支撑组件具有远离所述定位座的第一位置以及位于所述定位座上方的第二位置;两保压组件相对称地设于所述定位座的两侧且均可沿第二方向滑动,所述保压组件具有远离所述定位座的第三位置以及位于所述定位座上方的第四位置;处于所述第二位置的所述支撑组件用于承载上壳组件,当所述上壳组件被移离并且所述支撑组件移动至所述第一位置时,可将所述定位座上的所述下壳组件露出;当所述上壳组件、所述下壳组件贴合后,两所述保压组件由所述第三位置移动至所述第四位置并压合于所述上壳组件以实现保压。
7.较佳地,所述基座上还设有两限位块,两所述限位块沿所述第二方向设于所述定位座的两端,当所述支撑组件移动至所述第二位置或/和所述保压组件移动至所述第四位置时,均可与所述限位块相抵接。
8.较佳地,所述支撑组件包括相互连接的连接座及支撑板,所述连接座滑动连接于所述基座,所述连接座滑动时带动所述支撑板于所述第一位置、所述第二位置之间移动,当两所述支撑组件的所述支撑板均移动至所述第二位置时,两所述支撑板合拢并将所述上壳组件承载于所述下壳组件的上方。
9.较佳地,所述支撑组件还包括连接于所述连接座的拨块,所述拨块上凹设有拨口,通过所述拨块可驱动所述连接座滑动,所述支撑组件移动至所述第二位置时,所述拨块抵接于所述限位块。
10.较佳地,所述拨块的相对于所述限位块的侧面设有第一磁吸件,所述拨块抵接于所述限位块时,通过所述第一磁吸件与所述限位块吸附固定。
11.较佳地,所述连接座的相对于所述限位块的侧面上设有第二磁吸件,所述支撑组件移动至所述第二位置时,所述连接座抵接于所述限位块并通过所述第二磁吸件与所述限位块吸附固定。
12.较佳地,所述保压组件包括安装座、压杆及弹性件,所述安装座滑动连接于所述基座,所述压杆枢接于所述安装座且一端形成抵压端,所述压杆的另一端形成按压端,所述弹性件装设于所述安装座并抵接于所述压杆的所述按压端,所述弹性件的弹性力使所述压杆的所述抵压端恒具有向所述基座移动的趋势。
13.较佳地,所述抵压端具有向下凸伸的抵接块,当所述按压端受外力而克服所述弹性件的弹性力时,所述保压组件可由所述第三位置移动至所述第四位置,当所述保压组件位于所述第四位置时,所述抵接块位于所述上壳组件上方,所述按压端失去外力时可在所述弹性件的弹性力作用下复位,进而使所述抵接块抵压于所述上壳组件实现保压。
14.较佳地,所述安装座的相对于所述限位块的侧面上设有第三磁吸件,所述保压组件移动至所述第四位置时,所述安装座抵接于所述限位块并通过所述第三磁吸件与所述限位块吸附固定。
15.较佳地,所述点胶保压载具还包括物料台,所述物料台设于所述基座的一顶角处用于盛放废料。
16.与现有技术相比,本实用新型的点胶保压载具具有一基座以及设于该基座上的两支撑组件和两保压组件,基座上设有定位座,并在定位座的两侧相对称地设置可沿第一方向滑动的支撑组件,在定位座的另外两侧相对称地设置可沿第二方向滑动的保压组件。当点胶保压载具处于点胶工位时,下壳组件承载于定位座内,处于第二位置的支撑组件将上壳组件支撑于下壳组件的上方;将上壳组件移离,再使支撑组件移动至第一位置以露出定位座上的下壳组件,此时可通过点胶头对定位座上的下壳组件进行点胶;在完成下壳组件的点胶后,再次使支撑组件返回第二位置,将上壳组件定位放置于两支撑组件上,并将载具传送至贴合保压工位;当载具处于贴合保压工位时,将上壳组件移离,再使支撑组件移动至第一位置以露出定位座上的下壳组件,此时可以直接进行上壳组件与下壳组件之间的贴合,在上壳组件、下壳组件贴合之后,使两保压组件由第三位置移动至第四位置并压合于上壳组件上以实现保压。本实用新型的点胶保压载具,能有效避免人为触碰胶路,进而降低产品气密不良的问题,提高产品质量;再者,通过保压组件对贴合后的产品进行保压,不需要人为保压,避免二次保压和受力不均的情况发生,进一步有效避免产品气密性不良问题,提高产品质量。另外,本实用新型的载具可适用于手动和自动作业,使用更灵活,适应性更强。
附图说明
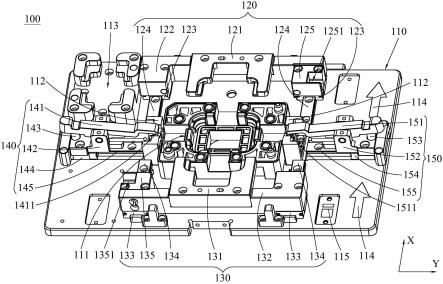
17.图1是本实用新型之点胶保压载具的结构示意图。
18.图2是本实用新型之点胶保压载具处于点胶前的状态示意图。
19.图3是本实用新型之点胶保压载具一个角度的分解图。
20.图4是本实用新型之点胶保压载具另一个角度的分解图。
21.图5是本实用新型之点胶保压载具处于点胶中的状态示意图。
22.图6是本实用新型之点胶保压载具处于贴合时的状态示意图。
23.图7是本实用新型之点胶保压载具处于保压时的状态示意图。
具体实施方式
24.现在参考附图描述本实用新型的实施例,附图中类似的元件标号代表类似的元件。需说明的是,本实用新型所涉及到的方位描述,例如上、下、左、右、前、后等指示的方位或位置关系均为基于附图所示的方位或位置关系,仅是为了便于描述本技术的技术方案或/和简化描述,而不是指示或暗示所指的装置或元件必须具有特定的方位、以特定的方位构造和操作,因此不能理解为对本技术的限制。所描述到的第一、第二等只是用于区分技术特征,不能理解为指示或暗示相对重要性或者隐含指明所指示的技术特征的数量或者隐含指明所指示的技术特征的先后关系。
25.参看图1-图7所示,本实用新型的点胶保压载具100,其包括基座110、两支撑组件120、130以及两保压组件140、150。其中,基座110上设有定位座111;两支撑组件120、130相对称地设于定位座111的两侧且均可沿第一方向(x轴方向)滑动,支撑组件120、130具有远离定位座111的第一位置(如图1所示)以及合拢并位于定位座111上方的第二位置(如图2所示);两保压组件140、150相对称地设于定位座111的另外两侧且均可沿第二方向(y轴方向)滑动,保压组件140、150具有远离定位座111的第三位置(如图1-2、图5-6所示)以及位于定位座111上方的第四位置(如图7所示)。
26.可以理解的是,在本实施例中,定位座111可以由可拆卸安装于基座110上的对应于产品形状结构的保压盒下盖形成,通过磁吸以及销钉定位等方式将保压盒下盖固定于基座110上并形成定位放置下壳组件的定位座111;可根据不同产品对基座110上安装的保压盒下盖进行更换。
27.续参看图1-图7所示,为便于后续描述,将两所述支撑组件120、130分别表述为第一支撑组件120及第二支撑组件130,并将两保压组件140、150表述为第一保压组件140及第二保压组件150。其中,第一支撑组件120、第二支撑组件130均沿第一方向(x轴方向)设置,且两者相对称,也即,第一支撑组件120、第二支撑组件130分别设于定位座111的上方和下方,且两者均可沿第一方向(x轴方向)滑动,两者向相反滑动而远离定位座111时处于第一位置(见图1),两者相向滑动至定位座111上方合拢时处于第二位置(见图2)。第一保压组件140、第二保压组件150均沿第二方向(y轴方向)设置,且两者相对称,即,第一保压组件140、第二保压组件150分别设于定位座111的左侧和右侧,且两者均可沿第二方向(y轴方向)滑动,两者均远离定位座111时处于第三位置(见图1-2、图5-6),两者滑动至定位座111上方时处于第四位置(见图7)。
28.继续结合图1-图7所示,所述第一支撑组件120包括第一支撑板121、第一连接座
122、第一滑块123、第一滑轨124。其中,第一滑轨124具有至少一个,本实施例中具有两个第一滑轨124,两个第一滑轨124相间隔地固定于基座110,且两者均沿第一方向(x轴方向)延伸,第一连接座122通过两第一滑块123滑动连接于两第一滑轨124上,第一支撑板121固定于第一连接座122上,当第一连接座122受力而沿第一滑轨124滑动时将带动第一支撑板121于第一位置、第二位置之间移动。
29.更具体地,所述第一支撑组件120还包括连接于第一连接座122至少一端的第一拨块125。本实施例中,在第一连接座122的一端固定一个第一拨块125,该第一拨块125上凹设有第一拨口1251,通过第一拨口1251施力于第一拨块125时可驱动第一连接座122移动,第一拨口1251可以方便地对第一拨块125进行操作。
30.继续结合图1-图7所示,所述第二支撑组件130包括第二支撑板131、第二连接座132、第二滑块133、第二滑轨134。其中,第二滑轨134具有至少一个,本实施例中具有两个第二滑轨134,两个第二滑轨134相间隔地固定于基座110,且两者均沿第一方向(x轴方向)延伸,第二连接座132通过两第二滑块133滑动连接于两第二滑轨134,第二支撑板131固定于第二连接座132上,当第二连接座132受力而沿第二滑轨134滑动时将带动第二支撑板131于第二位置、第二位置之间移动。
31.更具体地,所述第二支撑组件130还包括连接于第二连接座132至少一端的第二拨块135,本实施例中,于第二连接座132的一端固定一第二拨块135,该第二拨块135上凹设有第二拨口1351,通过第二拨口1351施力于第二拨块135时可驱动第二连接座132移动,第二拨口1351可以方便的对第二拨块135进行操作。
32.再次结合图1-图7所示,在本实用新型中,所述基座110上还设有与第一拨块125、第二拨块135相对应的限位块112,当第一支撑组件120、第二支撑组件130移动至第二位置时,第一连接座122、第二连接座132均与限位块112相抵接以实现定位。
33.在一种优选实施方式中,第一拨块125、第二拨块135呈对角线设置。因此,在基座110上对应于两拨块的位置设有限位块112,也就是说,在定位座111的第二方向(y轴方向)上的两端设置限位块112,这样,当第一支撑组件120、第二支撑组件130均移动到第二位置时,第一拨块125、第二拨块135分别抵接于定位座111两端的限位块112。
34.下面参看图3所示,在一种更优选的实施方式中,限位块112优选为金属材质或可磁吸材质制成。并且,第一拨块125的相对于限位块112的侧面设有第一磁吸件161,当第一拨块125抵接于所述限位块1252时,通过第一磁吸件161与限位块112吸附固定,从而实现定位。
35.更进一步地,第一连接座122的远离第一拨块125的一端设有一凸块,该凸块的相对于限位块112的侧面上设有第二磁吸件162,当第一支撑组件120移动至所述第二位置,而使第一拨块125抵接于限位块112时,所述凸块也抵接于限位块112,并通过其上的第二磁吸件162与限位块112吸附固定,进一步实现定位。
36.下面参看图4所示,与第一拨块125、第一连接座122的设置相对应。所述第二拨块135的相对于限位块112的侧面也设有第一磁吸件161。同时,第二连接座132的远离第二拨块135的一端设有一凸块,该凸块的相对于限位块112的侧面上也设有第二磁吸件162。当第二支撑组件130移动至所述第二位置时,使第二拨块135抵接于限位块112,同时第二连接座132上的凸块也抵接于限位块112,并通过第一磁吸件161、第二磁吸件162与限位块112吸附
固定,实现定位。
37.结合图3-4所示,两限位块112还能够与第一保压组件140、第二保压组件150相抵接以实现定位,并且还能够与第一保压组件140、第二保压组件150相吸附固定。通过两限位块112即可实现第一支撑组件120、第二支撑组件130、第一保压组件140、第二保压组件150定位,使整个载具100的结构简化。另外,每一限位块112上均开设有凹槽1121,用于对压杆进行限位,详见后述。
38.继续参看图1-图7所示,所述第一保压组件140包括第一压杆141、第一安装座142、第一弹性件143、第三滑块144及第三滑轨145。其中,第三滑轨145具有一个,但并不以此为限。第一安装座142通过第三滑块144滑动连接于第三滑轨145上,第一压杆141枢接于第一安装座142且一端形成抵压端141a,第一压杆141的另一端形成按压端141b,如图3-4所示。第一弹性件143装设于第一安装座142并抵接于第一压杆141的按压端141b的下方,第一弹性件143的弹性力使第一压杆141的抵压端141a恒具有向基座110移动的趋势,也就是说,使第一压杆141的抵压端141a恒具有向下移动的趋势,并且,在第一弹性件143处于自然状态时,第一压杆141呈倾斜状并使其抵压端141a向下倾斜,如图1-2、图6所示。
39.可以理解的是,第一安装座142与第一压杆141对应第一弹性件143的位置处均设置有沉头孔,以便于对第一弹性件143进行定位以及安装。
40.参看图3-图7所示,所述第一安装座142上凸设有相间隔的两第一枢接耳1421,第一压杆141通过一枢接轴枢接于两第一枢接耳1421。并且第一压杆141的抵压端141a具有向下凸伸的抵接块1411,当按压端141b受外力而克服第一弹性件143的弹性力时,可第一压杆141枢转,从而使抵压端141a向上移动,因此,第一压杆141可由所述第三位置向所述第四位置移动;当第一压杆141位于第四位置时,抵接块1411移动至上壳组件200上方,若按压端141b失去外力,第一弹性件143的弹性力作用将使按压端141b复位,进而驱动第一压杆141枢转,使抵接块1411抵压于上壳组件200实现保压。
41.如图4所示,所述第一安装座142的相对于限位块112的侧面上设有第三磁吸件163,当第一压杆141移动至所述第四位置时,第一安装座142抵接于限位块112,并通过第三磁吸件163与限位块112吸附固定。
42.继续参看图1-图7所示,所述第二保压组件150包括第二压杆151、第二安装座152、第二弹性件153、第四滑块154及第四滑轨155。其中,第四滑轨155具有一个,但并不以此为限。第二安装座152通过第四滑块154滑动连接于第四滑轨155上,第二压杆151枢接于第二安装座152且一端形成抵压端151a,第二压杆151的另一端形成按压端151b,如图3-4所示。所述第二弹性件153装设于第二安装座152并抵接于第二压杆151的按压端151b的下方,第二弹性件153的弹性力使第二压杆151的抵压端151a恒具有向基座110移动的趋势,换句话说,使第二压杆151的抵压端151a恒具有向下移动的趋势,并且,在第二弹性件153处于自然状态时,第二压杆151呈倾斜状并使其抵压端151a向下倾斜,如图1-2、图6所示。
43.第二安装座152、第二压杆151上对应于第二弹性件153的位置设置有沉头孔,以便于对第二弹性件153进行定位以及安装。
44.结合图3-图7所示,所述第二安装座152上凸设有相间隔的两第二枢接耳1521,第二压杆151通过一枢接轴枢接于两第二枢接耳1521。并且,所述抵压端151a具有向下凸伸的抵接块1511,当按压端151b受外力而克服第二弹性件153的弹性力时,可第二压杆151枢转,
从而使抵压端151a向上移动,因此,第二压杆151可由所述第三位置向所述第四位置移动,当第二压杆151位于第四位置时,抵接块1511移动至上壳组件200上方,此时若按压端151b失去外力,第二弹性件153的弹性力作用将使按压端151b复位,进而驱动第二压杆151枢转,使抵接块1511抵压于上壳组件200实现保压。
45.如图3所示,所述第二安装座152的相对于限位块112的侧面上也设有第三磁吸件163,当第二压杆151移动至所述第四位置时,第二安装座152抵接于限位块112,并通过第三磁吸件163与限位块112吸附固定。
46.继续参看图1-7所示,本实用新型中,所述点胶保压载具100还包括设于基座110上的物料台113、安装标识114以及二维码115。其中,物料台113设于基座110的一顶角处用于盛放废料,即加工中产出的不良品,安装标识114便于识别载具的方向,能实现载具100在安装过程中的防反防呆,二维码115用于和产品进行绑定,以便于在生产过程中进行产品和载具100追踪,同时能够方便载具100管理,当该载具100上的二维码115无法识别时,说明该载具可能出现故障,便于提示用户以实现载具管理。
47.下面再次结合图1-图7所示,对本实用新型之点胶保压载具100的工作过程进行说明。
48.开始工作前,先将所述点胶保压载具100安装到位。然后使第一支撑组件120、第二支撑组件130由图1中的第一位置移动至图2中的第二位置,即,通过第一拨块125带动第一支撑板121、第二拨块135带动第二支撑板131相向移动直至靠拢,此时第一拨块125、第二拨块135分别抵接于定位座111两端的限位块112,并且第一拨块125、第二拨块135通过第一磁吸件161与限位块112吸附固定,参看图2所示。
49.接着,使第一保压组件140、第二保压组件150处于第三位置,即,第一保压组件140的第一安装座142向左移动至端部,在第一弹性件143的作用下使第一压杆141的抵压端141a向下倾斜,使抵接块1411抵接于左侧的限位块112的凹槽1121内实现限位,如图1-2、图5-6所示。对应地,第二保压组件150的第二安装座152向右移动至端部,使第二压杆151的抵接块1511位于限位块112上的凹槽内,在第二弹性件153的作用下,使第二压杆151的抵压端,51a向下倾斜,而抵接块1511抵接于右侧的限位块112的凹槽1121内实现限位,如图1-2、图5-6所示。
50.点胶保压载具100处于点胶工位时,下壳组件300承载于定位座110内,第一支撑组件120、第二支撑组件130处于第二位置,上壳组件200放置于处于第二位置而合拢的第一支撑板121、第二支撑板131上,如图2所示。将上壳组件200移离,再使第一支撑组件120、第二支撑组件130移动至第一位置以露出定位座111上的下壳组件300,此时可通过点胶头对定位座111上的下壳组件300进行点胶。
51.在完成下壳组件300的点胶后,再次使第一支撑组件120、第二支撑组件130返回图2所示的第二位置,使第一支撑板121、第二支撑板131合拢,两者与下壳组件300之间相间隔,因此在合拢过程中不会触碰到下壳组件3000上的胶路,然后将上壳组件200定位放置于合拢的第一支撑板121、第二支撑板131上,并将载具100传送至贴合保压工位。在载具100移送过程中,上壳组件200与下壳组件300之间相间隔放置,同样能有效避免人为触碰到下壳组件300上的胶路,进而降低产品气密不良的问题,提高产品质量。
52.当载具100处于贴合保压工位时,将上壳组件200移离,再使第一支撑组件120、第
二支撑组件130移动至图1所示的第一位置,以露出定位座111上的下壳组件300,此时可以直接进行上壳组件200与下壳组件300之间的贴合。
53.上壳组件200、下壳组件300贴合之后,使第一保压组件140、第二保压组件150由第三位置移动至第四位置并压合于上壳组件200上以实现保压。具体地,先按压第一压杆141的按压端141b使其克服第一弹性件143的弹性力枢转,同时按压第二压杆151的按压端151b使其克服第二弹性件153的弹性力枢转,因此,第一压杆141的抵压端141a、第二压杆151的抵压端151a均向上移动远离限位块112。然后,同时施力于第一安装座142、第二安装座152使两者相向滑动,当两者滑动到抵接于限位块112时,第一压杆141的抵压端141a、第二压杆151的抵压端151a均位于上壳组件200的上方,且两者位于上壳组件200的两端。接着,松开第一压杆141的按压端141b、第二压杆151的按压端151b,两者在第一弹性件143、第二弹性件153的弹性力作用下枢转,从而使第一压杆141的抵接块1411、第二压杆151的抵接块1511压住上壳组件200,并且由于第一弹性件143、第二弹性件153的弹性力作用,使第一压杆141的抵接块1411、第二压杆151的抵接块1511保持一定压力住上壳组件200,实现保压,如图7所示。
54.在点胶工位和贴合保压工位之间还可以进一步设置胶路检测工位。检测时,将上壳组件200移离,再使第一支撑组件120、第二支撑组件130移动至图1所示的第一位置,以露出定位座111上的下壳组件300,此时可以直接对下壳组件300上的胶路进行检测,完成下壳组件300的胶路检测后,再次使第一支撑组件120、第二支撑组件130返回图2所示的第二位置,将上壳组件200定位放置于合拢的第一支撑板121、第二支撑板131上,即可将载具100传送至贴合保压工位进行上壳组件200与下壳组件300之间的贴合与保压。
55.另外,可以理解的是,进行贴合的上壳组件200与下壳组件300之间可以是已经连接好fpc排线的,也可以是相互独立的。
56.本实用新型的点胶保压载具100,载具在各个工位之间的传送过程中,支撑组件除了能够其承载上壳组件200的作用外,还能够避免人为触碰下壳组件300上面的胶路,可以有效避免产品气密性不良问题,提高产品质量。
57.综上所述,由于本实用新型的点胶保压载具100,具有一基座110以及设于该基座110上的第一支撑组件120、第二支撑组件130、第一保压组件140、第二保压组件150,基座110上设有定位座111,在定位座111的两侧相对称地设置可沿第一方向(x轴方向)滑动的第一支撑组件120、第二支撑组件130,在定位座111的另外两侧相对称地设置可沿第二方向(y轴方向)滑动的第一保压组件140、第二保压组件150。定位座111用于承载下壳组件300,处于第二位置的第一支撑组件120、第二支撑组件130用于承载上壳组件200;点胶前,先将上壳组件200移离,再使第一支撑组件120、第二支撑组件130移动至第二位置以露出定位座111,此时可通过点胶头对定位座111上的下壳组件300进行点胶,点胶完成并将上壳组件200、下壳组件300贴合之后,使第一保压组件140、第二保压组件150由第三位置移动至第四位置并压合于上壳组件200以实现保压。本实用新型的点胶保压载具100,能有效避免人为触碰胶路,进而降低产品气密不良的问题,提高产品质量;再者,通过第一保压组件140、第二保压组件150对贴合后的产品进行保压,不需要人为保压,避免二次保压和受力不均的情况发生,进一步有效避免产品气密性不良问题,提高产品质量。另外,本实用新型的载具100可适用于手动和自动作业,使用更灵活,适应性更强。
58.以上所揭露的仅为本实用新型的优选实施例而已,当然不能以此来限定本实用新型之权利范围,因此依本实用新型申请专利范围所作的等同变化,仍属本实用新型所涵盖的范围。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1