轧制铜板剪裁装置的制作方法
1.本实用新型涉及铜板生产设备技术领域,具体涉及一种轧制铜板剪裁装置。
背景技术:
2.目前,铜板生产通常是先制得坯料,再利用轧机对其进行轧制成型。现有的冷轧机通常包括机架、设于机架上的送料装置、设于送料装置末端的上、下卧式轧辊。使用时,坯料通过送料装置到达上、下卧式轧辊之间,经轧制后送出以备后序剪裁处理。
3.现有的剪裁装置通常采用龙门铡式剪裁结构,在液压缸的驱动下,带动龙门铡刀下行,冲剪断其底部的板材。其使用时存在如下问题:1、对于较厚的铜板不适用,使用受限;2、冲剪时,容易造成剪切边缘向板材下表面方向翻卷,需要二次修整。
技术实现要素:
4.本实用新型的目的在于提供一种结构合理、使用可靠的轧制铜板剪裁装置,解决现有龙门铡式剪裁结构造成铜板剪切边缘翻卷的问题,剪裁边缘平整,节约二次修整时间,同时适用于不同厚度的铜板。
5.本实用新型的技术方案是:
6.一种轧制铜板剪裁装置,包括u形框架、设于u形框架底部的两个立座、设于u形框架内的铜板支撑平台、设于铜板支撑平台上方的剪裁机构,其技术要点是:所述u形框架的顶部支撑有水平直线模组,所述水平直线模组的滑块底面固定有垂向油缸,所述垂向油缸的缸杆下端设有固定架,所述剪裁机构由固定于固定架上的驱动马达、设于驱动马达的输出轴末端的剪裁圆盘刀组成,所述铜板支撑平台上设有剪裁避让凹槽,剪裁避让凹槽两端分别延伸向u形框架的两侧壁,所述剪裁避让凹槽与水平直线模组相互平行,剪裁圆盘刀在水平方向上与剪裁避让凹槽相互对应,剪裁圆盘刀的厚度小于剪裁避让凹槽的宽度,所述u形框架的两侧壁内表面分别设有一对导向轮组件,所述导向轮组件的导向轮的轴心线与铜板支撑平台垂直,两对导向轮组件的导向轮之间形成铜板通过区域。
7.上述的轧制铜板剪裁装置,所述u形框架侧方支撑有送料辊道,所述送料辊道的上表面与铜板支撑平台等高,送料辊道接近u形框架端上方固定有龙门架,所述龙门架的水平梁上方间隔支撑有多个下压油缸,所述下压油缸的缸杆下端固定有压接盘,以利用压接盘压于送料辊道上的铜板上表面,以实现剪裁定位。
8.上述的轧制铜板剪裁装置,所述u形框架的同一侧壁内表面上的一对导向轮组件由在水平方向上位于剪裁避让凹槽两侧的两个导向轮组件组成,所述导向轮组件包括固定于u形框架的侧壁上的水平固定座、利用螺栓副与水平固定座铰接的摆臂、铰接于摆臂末端的导向轮。通过旋松螺栓副的螺母即可改变摆臂与水平固定座的相对角度,从而改变铜板通过区域的宽度,适用于多种宽度的铜板。
9.上述的轧制铜板剪裁装置,所述u形框架外侧面设有与剪裁避让凹槽连通的吸尘口,所述吸尘口处设有吸尘管接头并利用吸尘管接头连接吸尘管,以便于吸取收集落于剪
裁避让凹槽的粉尘。
10.本实用新型的有益效果是:
11.1、本实用新型采用垂向油缸带动固定架上固定的剪裁圆盘刀接近并剪切铜板,并通过水平直线模组带动垂向油缸和固定架沿剪裁避让凹槽长度方向移动,从而带动剪裁圆盘刀从铜板宽度侧一端向另一端剪裁,实现完整剪裁。这种剪裁结构解决了现有龙门铡式剪裁结构造成铜板剪切边缘向下翻卷的问题,剪裁边缘平整,节约二次修整时间,同时适用于不同厚度的铜板。
12.2、剪裁时,两对导向轮组件的导向轮一方面夹持待剪裁铜板,避免铜板发生偏移,另一方面有利于铜板在铜板支撑平台上方输送。
附图说明
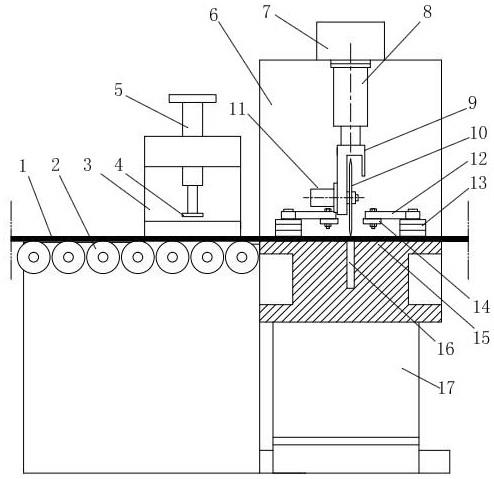
13.图1是本实用新型的结构示意图;
14.图2是图1的右视图;
15.图3是铜板支撑平台的俯视图;
16.图4是图1的左视图。
17.图中:1.待剪裁铜板、2.送料辊道、3.龙门架、4.压接盘、5.下压油缸、6.u形框架、7.水平直线模组、8.垂向油缸、9.固定架、10.剪裁圆盘刀、11.驱动马达、12.摆臂、13.导向轮、14.水平固定座、15.铜板支撑平台、16.剪裁避让凹槽、17.立座、18.螺栓副、19.吸尘管接头。
具体实施方式
18.根据说明书附图对本实用新型作详细描述。
19.如图1~图4所示,该轧制铜板剪裁装置,包括u形框架6、设于u形框架6底部的两个立座17、设于u形框架6内的铜板支撑平台15、设于铜板支撑平台15上方的剪裁机构。其中,所述u形框架6的顶部支撑有水平直线模组7,所述水平直线模组7的滑块底面固定有垂向油缸8,所述垂向油缸8的缸杆下端设有固定架9。所述剪裁机构由固定于固定架9上的驱动马达11、设于驱动马达11的输出轴末端的剪裁圆盘刀10组成。所述铜板支撑平台15上设有剪裁避让凹槽16,剪裁避让凹槽16两端分别延伸向u形框架6的两侧壁,所述剪裁避让凹槽16与水平直线模组7相互平行,剪裁圆盘刀10在水平方向上与剪裁避让凹槽16相互对应,剪裁圆盘刀10的厚度小于剪裁避让凹槽16的宽度。所述u形框架6的两侧壁内表面分别设有一对导向轮组件,所述导向轮组件的导向轮13的轴心线与铜板支撑平台15垂直,两对导向轮组件的导向轮13之间形成铜板通过区域。
20.本实施例中,所述u形框架6侧方支撑有送料辊道2,所述送料辊道2的上表面与铜板支撑平台15等高,送料辊道2接近u形框架6端上方固定有龙门架3,所述龙门架3的水平梁上方间隔支撑有三个下压油缸5,所述下压油缸5的缸杆下端固定有压接盘4,以利用压接盘4压于送料辊道2上的铜板上表面,以实现剪裁定位。
21.所述u形框架6的同一侧壁内表面上的一对导向轮组件由在水平方向上位于剪裁避让凹槽16两侧的两个导向轮组件组成。所述导向轮组件包括固定于u形框架6的侧壁上的水平固定座14、利用螺栓副18与水平固定座14铰接的摆臂12、铰接于摆臂12末端的导向轮
13。所述导向轮13的下端面与铜板支撑平台15接触。通过旋松螺栓副18的螺母即可改变摆臂12与水平固定座14的相对角度,从而改变铜板通过区域的宽度,适用于多种宽度的铜板。所述u形框架6外侧面设有与剪裁避让凹槽16连通的吸尘口,所述吸尘口处设有吸尘管接头19并利用吸尘管接头19连接吸尘管,以便于吸取收集落于剪裁避让凹槽16的粉尘,以利于清理剪裁避让凹槽16。
22.工作原理:
23.1、根据待剪裁铜板1的宽度预先调整摆臂12与水平固定座14的角度,使u形框架6的两侧壁的导向轮13之间的距离等于待剪裁铜板1的宽度。
24.2、送料辊道2将待剪裁铜板1送往u形框架6,并经导向轮13导向进入u形框架6中使待剪裁位置位于剪裁避让凹槽16上方,此时,龙门架3水平梁上的三个下压油缸5的缸杆下行,压接盘4压于待剪裁铜板1上表面定位。
25.3、启动驱动马达11,带动剪裁圆盘刀10旋转,同时驱动垂向油缸8的缸杆下行,其带动固定架9上固定的剪裁圆盘刀10接近并剪裁铜板,缓慢剪裁铜板一侧后,水平直线模组7带动垂向油缸8和固定架9沿剪裁避让凹槽16长度方向缓慢移动,带动剪裁圆盘刀10从铜板宽度侧一端向另一端剪裁,直到完全剪裁完成。
26.以上对本实用新型的实施例进行了详细说明,但所述内容仅为本实用新型的较佳实施例,不能被认为用于限定本实用新型的实施范围。凡依本实用新型创造范围所作的均等变化与改进等,均应仍归属于本专利涵盖范围之内。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1