一种景泰蓝锅生产用定型装置的制作方法
1.本实用新型涉及景泰蓝锅技术领域,具体为一种景泰蓝锅生产用定型装置。
背景技术:
2.景泰蓝火锅是众多火锅器具中的一种常见类型,景泰蓝火锅不仅具有传统火锅器具无法比拟的优点,更为重要的是景泰蓝火锅还具有较高的艺术欣赏价值,景泰蓝火锅有很多种类型,常见的类型如下:景泰蓝铜火锅(具体还可以分为:景泰蓝电磁炉铜火锅,景泰蓝酒精铜火锅,景泰蓝燃气铜火锅,景泰蓝木炭铜火锅),景泰蓝酒精锅,景泰蓝电磁炉锅,景泰蓝燃气锅,景泰蓝木炭锅等等。
3.在景泰蓝铜质火锅生产过程中,会采用冷锻的形式,将铜质毛坯料冲压形成带有凹槽的锅状结构,而冷锻指冷模锻、冷挤压、冷镦等塑性加工的统称,冷锻是对物料再结晶温度以下的成型加工,是在回复温度以下进行的锻造,针对上述加工过程,现有的定型装置不具备方便取料的功能,物料与模具紧密贴合影响操作人员快速拿出,影响物料加工成型效率,且无法进行辅助限位,影响设备冲压稳定性,降低了定型装置的实用性。
技术实现要素:
4.本实用新型的目的在于提供一种景泰蓝锅生产用定型装置,具备方便取料和辅助限位的优点,解决了现有的定型装置不具备方便取料的功能,物料与模具紧密贴合影响操作人员快速拿出,影响物料加工成型效率,且无法进行辅助限位,影响设备冲压稳定性,降低了定型装置实用性的问题。
5.为实现上述目的,本实用新型提供如下技术方案:一种景泰蓝锅生产用定型装置,包括工作台,所述工作台正表面的中心处固定安装有数显控制器,所述工作台的顶部固定镶嵌有固定套,所述固定套内腔的底部固定连接有弹簧,所述弹簧的顶部固定安装有滑杆,所述滑杆的顶部固定安装有下承载板,所述下承载板的顶部开设有放置槽,所述下承载板顶部的外圈焊接有凸块,所述凸块的顶部固定镶嵌有压力传感器,所述工作台顶部的中心处固定安装有成型模具柱,所述工作台顶部的左右两侧均安装有限位组件,所述工作台的顶部固定安装有液压缸,所述液压缸的输出端固定安装有安装板,所述安装板底部的中心处固定安装有上压持板,所述工作台的顶部且位于下承载板的底部固定安装有测距传感器。
6.优选的,所述工作台底部的四角均焊接有支撑腿,所述固定套表面的底部固定套设有加强架。
7.优选的,所述滑杆的表面与固定套的内壁滑动接触,所述安装板底部的左右两侧均焊接有竖杆,竖杆的底部贯穿工作台并与工作台滑动接触。
8.优选的,所述限位组件包括安装座,所述安装座的底部与工作台的顶部焊接,所述安装座的表面通过螺栓固定安装有双轴电机,所述双轴电机的输出端固定连接有丝杆,所述丝杆的表面螺纹套设有定位螺套,所述定位螺套位于前后两个固定套之间。
9.优选的,所述固定套的表面开设有与定位螺套配合使用的定位孔,前后两个丝杆表面的螺纹旋向相反。
10.优选的,所述定位螺套的底部且靠近安装座的一侧焊接有引导块,所述工作台的顶部开设有与引导块配合使用的引导槽。
11.优选的,所述下承载板、上压持板和安装板的表面均开设有与成型模具柱配合使用的通槽,所述上压持板的底部开设有与凸块配合使用的收纳孔。
12.与现有技术相比,本实用新型的有益效果如下:
13.本实用新型通过数显控制器测距传感器、固定套、成型模具柱、液压缸、安装板、下承载板、收纳孔、上压持板、凸块、滑杆、弹簧、通槽、定位螺套、丝杆、双轴电机、安装座、压力传感器和放置槽配合使用,解决了现有的定型装置不具备方便取料的功能,物料与模具紧密贴合影响操作人员快速拿出,影响物料加工成型效率,且无法进行辅助限位,影响设备冲压稳定性,降低了定型装置实用性的问题。
附图说明
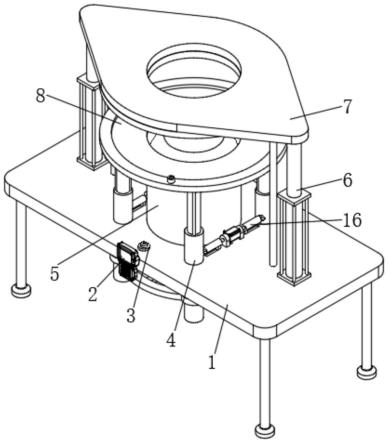
14.图1为本实用新型结构立体示意图;
15.图2为本实用新型结构仰视立体图;
16.图3为本实用新型局部结构立体示意图;
17.图4为本实用新型限位组件结构分离时立体示意图;
18.图5为本实用新型下承载板与上压持板剖视立体图。
19.图中:1工作台、2数显控制器、3测距传感器、4固定套、5成型模具柱、6液压缸、7安装板、8下承载板、9收纳孔、10上压持板、11凸块、12滑杆、13弹簧、14定位孔、15通槽、16限位组件、161定位螺套、162引导块、163丝杆、164双轴电机、165安装座、17压力传感器、18放置槽。
具体实施方式
20.请参阅图1-图5,一种景泰蓝锅生产用定型装置,包括工作台1,工作台1正表面的中心处固定安装有数显控制器2,通过设置数显控制器2,能够灵活控制装置内各个电器元件工作状态,且具备数字显示的功能,工作台1的顶部固定镶嵌有固定套4,固定套4内腔的底部固定连接有弹簧13,通过设置弹簧13,能够对滑杆12起到弹性支撑的作用,弹簧13的顶部固定安装有滑杆12,滑杆12的顶部固定安装有下承载板8,下承载板8的顶部开设有放置槽18,通过设置放置槽18,能够对物料放置起到定位的作用,下承载板8顶部的外圈焊接有凸块11,凸块11的顶部固定镶嵌有压力传感器17,工作台1顶部的中心处固定安装有成型模具柱5,工作台1顶部的左右两侧均安装有限位组件16,工作台1的顶部固定安装有液压缸6,液压缸6的输出端固定安装有安装板7,通过设置安装板7,能够满足上压持板10固定安装需求,使得上压持板10随着安装板7一同上下位移,安装板7底部的中心处固定安装有上压持板10,工作台1的顶部且位于下承载板8的底部固定安装有测距传感器3,通过设置测距传感器3,能够实时检测与下承载板8之间的距离;
21.工作台1底部的四角均焊接有支撑腿,固定套4表面的底部固定套设有加强架,通过设置加强架,能够提高固定套4安装稳固性;
22.滑杆12的表面与固定套4的内壁滑动接触,通过设置滑杆12和固定套4,能够满足下承载板8上下位移需求,安装板7底部的左右两侧均焊接有竖杆,竖杆的底部贯穿工作台1并与工作台1滑动接触,通过设置竖杆,能够对安装板7位移起到导向的作用;
23.限位组件16包括安装座165,安装座165的底部与工作台1的顶部焊接,安装座165的表面通过螺栓固定安装有双轴电机164,双轴电机164的输出端固定连接有丝杆163,通过设置定位螺套161和丝杆163,能够起到螺纹传动的作用,在双轴电机164驱动下即可使得两个定位螺套161稳定前后位移,丝杆163的表面螺纹套设有定位螺套161,定位螺套161位于前后两个固定套4之间;
24.固定套4的表面开设有与定位螺套161配合使用的定位孔14,通过设置定位螺套161和定位孔14,能够在安装状态下起到定位安装的作用,进而避免滑杆12随意上下位移,前后两个丝杆163表面的螺纹旋向相反;
25.定位螺套161的底部且靠近安装座165的一侧焊接有引导块162,工作台1的顶部开设有与引导块162配合使用的引导槽,通过设置引导块162和引导槽,能够对定位螺套161位移起到引导的作用,避免定位螺套161随着丝杆163一同转动;
26.下承载板8、上压持板10和安装板7的表面均开设有与成型模具柱5配合使用的通槽15,通过设置通槽15,能够满足成型模具柱5贯穿空间需求,上压持板10的底部开设有与凸块11配合使用的收纳孔9,通过设置收纳孔9,能够满足凸块11插入空间需求;
27.测距传感器3和压力传感器17均与数显控制器2通过导线双向电连接,液压缸6和双轴电机164的输入端均通过导线与数显控制器2的输出端电性连接。
28.使用时,设定测距传感器3检测距离值、压力传感器17检测压力值,定位螺套161初始状态下位于定位孔14内,能够避免滑杆12随意上下位移,工作人员将铜质物料放置在放置槽18内,然后控制液压缸6收缩工作,带动安装板7和上压持板10下移,凸块11逐渐进入收纳孔9内,且压力传感器17与收纳孔9内壁接触,此时状态下,上压持板10底部与下承载板8顶部接触,当接触压力值达到预设压力值时,压力传感器17发出信号至数显控制器2,数显控制器2自动控制双轴电机164反转工作,在丝杆163和定位螺套161配合下,使得定位螺套161向内缩入而脱离定位孔14,液压缸6逐渐下移,带动上压持板10下移对下承载板8下压,使得上压持板10与下承载板8夹持物料同步下移,在成型模具柱5配合下,物料受到阻挡而冷锻成型,滑杆12下移缩入固定套4内,弹簧13被压缩,当测距传感器3检测到距离值达到预设值时,测距传感器3发出信号至数显控制器2,数显控制器2自动控制液压缸6伸出工作,同时在弹簧13弹性支撑下,下承载板8同步上移,当液压缸6复位完成后,由于弹簧13存在能够将下承载板8进行弹性支撑,此时物料底部与成型模具柱5顶部平齐,实现自动脱模,提高工作人员操作便捷性。
29.综上所述:该景泰蓝锅生产用定型装置,通过数显控制器2测距传感器3、固定套4、成型模具柱5、液压缸6、安装板7、下承载板8、收纳孔9、上压持板10、凸块11、滑杆12、弹簧13、通槽15、定位螺套161、丝杆163、双轴电机164、安装座165、压力传感器17和放置槽18配合使用,解决了现有的定型装置不具备方便取料的功能,物料与模具紧密贴合影响操作人员快速拿出,影响物料加工成型效率,且无法进行辅助限位,影响设备冲压稳定性,降低了定型装置实用性的问题。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1