一种磨齿机伺服尾座的制作方法
本技术属于机加工,具体涉及一种磨齿机伺服尾座。
背景技术:
1、机械加工领域中对于轴类工件加工的尾座顶尖,大多数为普通机床,传统尾座由手摇丝杠顶尖,手动锁紧主轴筒,刚性差,工作效率低,不便于实现自动化操作,即便使用油缸或气缸推动主轴顶尖,仍使用手动锁紧;有的虽然可以实现自动顶紧,但是由于溜板进给结构的局限性,频繁顶紧操作会出现尾座主轴与滑套自动夹紧的间隙大,刚性差,影响工件的加工精度。
2、有鉴于此,针对上述问题,提出一种设计合理且有效改善上述缺失的尾座顶尖,既适合长短不一的工件,又可以控制顶紧力,快速适用不同工件,无需调整,精度高,效率高。
技术实现思路
1、本实用新型的目的在于提供一种磨齿机伺服尾座,以解决上述背景技术中提出的问题。
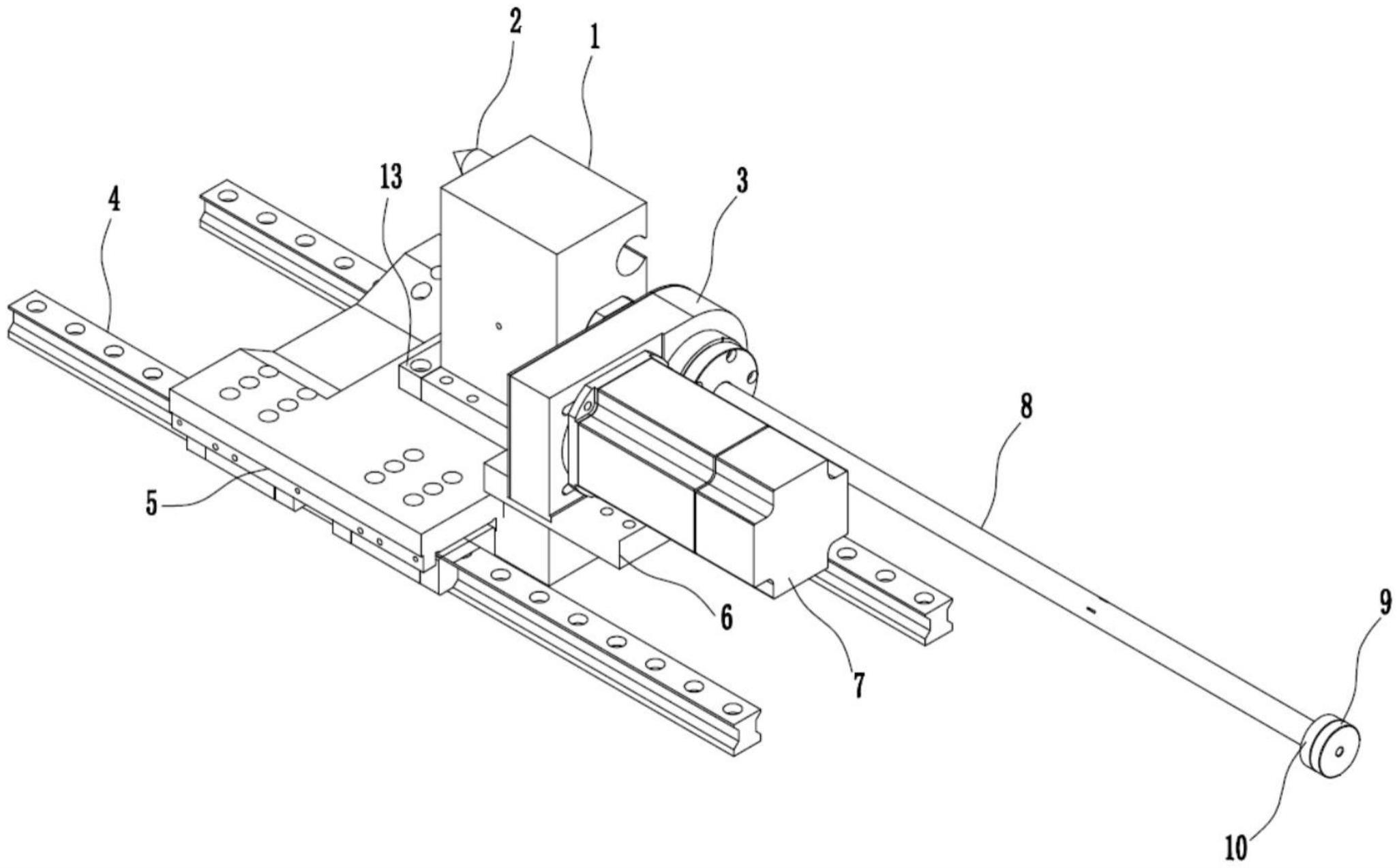
2、为实现上述目的,本实用新型提供如下技术方案:一种磨齿机伺服尾座,包括顶尖安装座、安装在所述顶尖安装座上的顶尖,还包括两条平行设置的导轨、安装在所述导轨上的滑块;
3、在所述滑块的上端面装有顶尖安装座和转接板,在所述转接板上装有伺服电机和丝杠,所述丝杠的一端安装在顶尖安装座内,另一端装有限位端盖和缓冲垫;
4、在所述伺服电机的转轴上装有主动带轮,在所述丝杠上装同步带轮,所述主动带轮与同步带轮之间套有皮带。
5、优选的,在所述滑块上还装有定位条,辅助支撑顶尖安装座,可以抵抗冲击力,防止受冲击后位置移动,同时当顶尖拆装,可以迅速定位,找正方便。
6、优选的,所述顶尖安装座内的丝杠上套有弹簧,在所述顶尖安装座的两端对称装有弹簧压板,弹簧缓冲工件夹持力,将所有的夹持力让弹簧的压缩长度来确定,这样尾座往前走不会压弯丝杆,夹持力变化不会因行程变化剧变。
7、优选的,所述伺服电机和丝杠通过螺母支架3安装在连接板上端。
8、本实用新型的技术效果和优点:
9、1、本封闭式伺服尾座,采用线轨结构,运行顺畅,精度高;本伺服尾座确定位置简单方便,效率高,可使用手轮将尾座移动到不同位置,精度不变。
10、2、将尾座拖板安装在线轨导轨上,正侧母线精度高,任何位置精度不变,省去了尾座移动后的母线精度调整时间,大幅提高换型效率。
11、3、本磨齿伺服尾座力量大小可根据电流大小控制,工件顶紧力量可控,可根据不同重量的工件,可以调整顶紧力的大小,特别是对付细长轴,可以把顶紧力调小,防止工件顶弯变形。
12、4、本伺服尾座为封闭式,可以防止铁屑砂轮灰损伤导轨,确保机床长期精度。
13、5、通过丝杆传动,皮带减速,增大尾座顶尖的顶紧力量,行进速度减速后,装夹速度可控。
技术特征:
1.一种磨齿机伺服尾座,包括顶尖安装座(1)、安装在所述顶尖安装座(1)上的顶尖(2),其特征在于:还包括两条平行设置的导轨(4)、安装在所述导轨(4)上的滑块(5);
2.根据权利要求1所述的磨齿机伺服尾座,其特征在于:在所述滑块(5)上还装有定位条(13)。
3.根据权利要求1所述的磨齿机伺服尾座,其特征在于:所述顶尖安装座(1)内的丝杠(8)上套有弹簧(14),在所述顶尖安装座(1)的两端对称装有弹簧压板(15)。
4.根据权利要求1所述的磨齿机伺服尾座,其特征在于:所述伺服电机(7)和丝杠(8)通过螺母支架(3)安装在转接板(6)上端。
技术总结
本技术公开了一种磨齿机伺服尾座,包括顶尖安装座、安装在顶尖安装座上的顶尖,还包括两条平行设置的导轨、安装在导轨上的滑块;在滑块的上端面装有顶尖安装座和转接板,在转接板上装有伺服电机和丝杠,丝杠的一端安装在顶尖安装座内,另一端装有限位端盖和缓冲垫;在伺服电机的转轴上装有主动带轮,在丝杠上装同步带轮,主动带轮与同步带轮之间套有皮带。本技术省去了尾座移动后的母线精度调整时间,大幅提高换型效率;可根据不同重量的工件,可以调整顶紧力的大小,通过丝杆传动,皮带减速,增大尾座顶尖的顶紧力量,行进速度减速后,装夹速度可控。
技术研发人员:蒋能,唐钧
受保护的技术使用者:上海星合机电有限公司
技术研发日:20221019
技术公布日:2024/1/12
- 还没有人留言评论。精彩留言会获得点赞!