一种铜水套中预埋铜管的切断机构的制作方法
本技术涉及铜水套制造的,具体涉及一种铜水套中预埋铜管的切断机构。
背景技术:
1、目前铜管螺纹的加工是在铜水套浇铸之前先行车制的,铜水套铜管制造过程包括:铜管车螺纹-加热弯制-预埋浇铸,该过程容易导致预埋铜管的两端外伸量不一致以及在水套浇注过程中铜管易受热变形、受损伤,导致制造出的铜水套体积及质量均较大,进而无法将制造好的铜水套放置到相应机床上进行切断、削皮及攻牙的工作。
2、为此,本申请提供一种铜水套中预埋铜管的切断机构,该切断机构能够对制造好的铜水套上的预埋铜管完成切断的工作。
技术实现思路
1、本实用新型的目的在于提供一种铜水套中预埋铜管的切断机构,以解决现有技术中导致的上述缺陷。
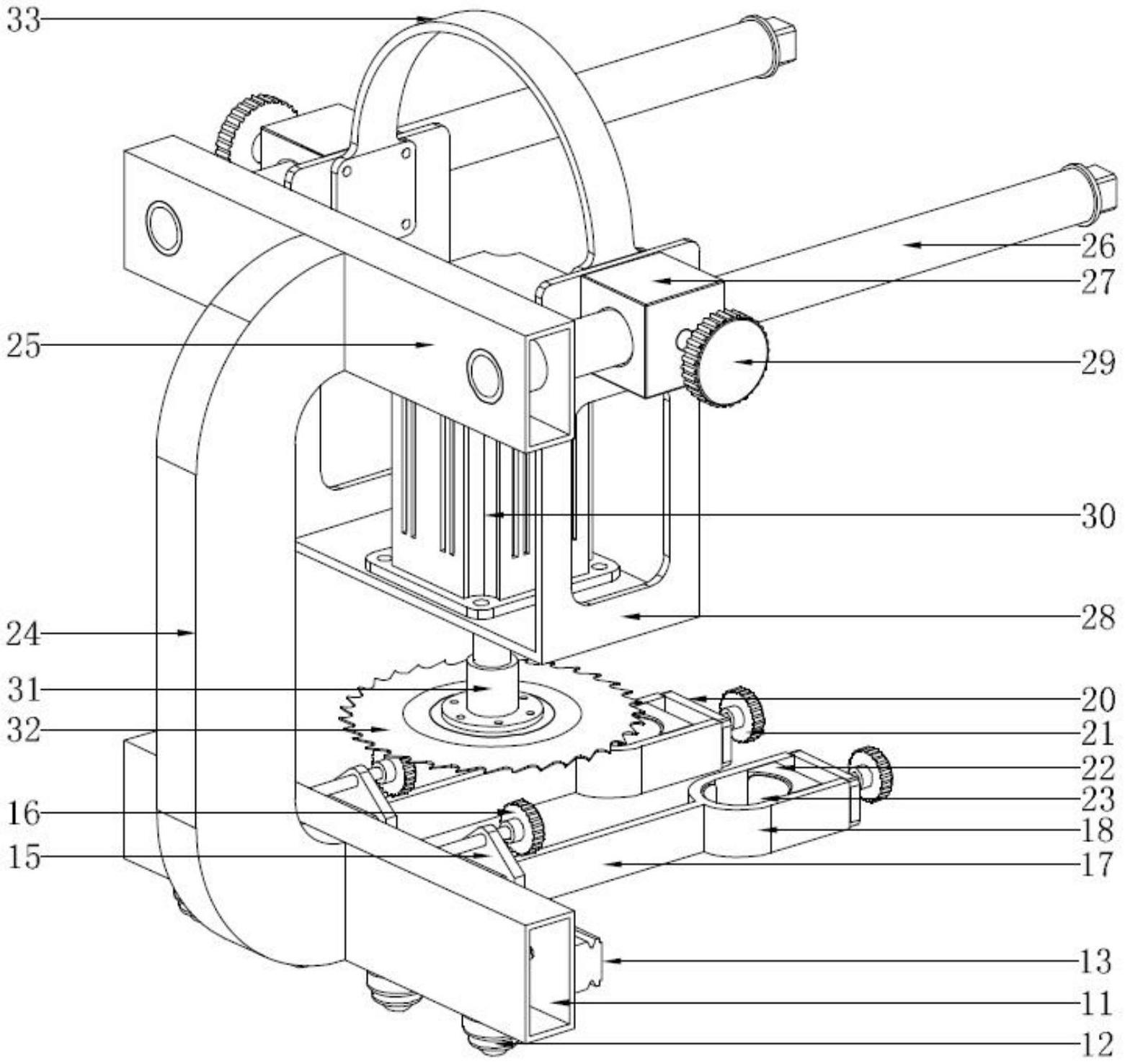
2、一种铜水套中预埋铜管的切断机构,包括底装管、中装管、顶装管、电动机、法兰座及切割片,所述底装管水平设置且其侧面平行连接有一根直导轨一,所述直导轨一上滑动连接有一对滑动块一,所述滑动块一的侧面平行连接有滑动板一,所述滑动板一的上下两边螺纹连接有一对手拧螺丝一,所述滑动板一的侧面垂直焊接有安装条,所述安装条的悬伸端焊接有u型的卡装条,所述卡装条的两端共同连接有安装板,所述安装板的中心处螺纹连接有手拧螺杆,所述手拧螺杆的内伸端转动连接有v型的卡装块,所述卡装块滑动设于卡装条的内侧,所述中装管为“[”型结构且其下端部焊接于底装管的中间,所述顶装管平行设于底装管的正上方并焊接于中装管的上端部,所述顶装管的侧面垂直连接有一对直导轨二,所述直导轨二上滑动连接有一个滑动块二,两侧滑动块二之间共同连接有“凵”型的滑动板二,所述滑动块二的侧面螺纹连接有手拧螺丝二,所述电动机竖直朝下设置并安装于滑动板二的中间,所述切割片通过法兰座同轴连接于电动机的输出轴上。
3、优选的,所述底装管的底部均匀连接有球轮。
4、优选的,所述卡装条的内壁上粘贴有橡胶垫一,所述卡装块的内壁上粘贴有橡胶垫二。
5、优选的,所述滑动板二的上部连接有圆弧形的手握条。
6、与现有技术相比,本实用新型具有以下优点:
7、1、高适应性。根据铜水套上的预埋铜管的两个外露部分的中心距,通过拧动其上两对手拧螺丝一可以对应调整两个卡装条的中心距。
8、2、方便卡紧。将切断机构上两组的卡装条及卡装块套设于预埋铜管的两个外露部分,再拧动其上两个手拧螺杆,通过卡装块逐渐地靠近卡装条以牢牢卡紧预埋铜管的外露部分。
9、3、方便切断。先接通电动机的电源并带动切割片进行高速旋转,再通过人工手握手握条并沿着直导轨二进行推动,当旋转切割片与预埋铜管的外露部位接触时,即可实现对预埋铜管的外露部位的有效切削,直至切割片完全切断并切齐预埋铜管的多余的外露部分。
技术特征:
1.一种铜水套中预埋铜管的切断机构,其特征在于:包括底装管(11)、中装管(24)、顶装管(25)、电动机(30)、法兰座(31)及切割片(32),所述底装管(11)水平设置且其侧面平行连接有一根直导轨一(13),所述直导轨一(13)上滑动连接有一对滑动块一(14),所述滑动块一(14)的侧面平行连接有滑动板一(15),所述滑动板一(15)的上下两边螺纹连接有一对手拧螺丝一(16),所述滑动板一(15)的侧面垂直焊接有安装条(17),所述安装条(17)的悬伸端焊接有u型的卡装条(18),所述卡装条(18)的两端共同连接有安装板(20),所述安装板(20)的中心处螺纹连接有手拧螺杆(21),所述手拧螺杆(21)的内伸端转动连接有v型的卡装块(22),所述卡装块(22)滑动设于卡装条(18)的内侧,所述中装管(24)为“[”型结构且其下端部焊接于底装管(11)的中间,所述顶装管(25)平行设于底装管(11)的正上方并焊接于中装管(24)的上端部,所述顶装管(25)的侧面垂直连接有一对直导轨二(26),所述直导轨二(26)上滑动连接有一个滑动块二(27),两侧滑动块二(27)之间共同连接有“凵”型的滑动板二(28),所述滑动块二(27)的侧面螺纹连接有手拧螺丝二(29),所述电动机(30)竖直朝下设置并安装于滑动板二(28)的中间,所述切割片(32)通过法兰座(31)同轴连接于电动机(30)的输出轴上。
2.根据权利要求1所述的一种铜水套中预埋铜管的切断机构,其特征在于:所述底装管(11)的底部均匀连接有球轮(12)。
3.根据权利要求1所述的一种铜水套中预埋铜管的切断机构,其特征在于:所述卡装条(18)的内壁上粘贴有橡胶垫一(19),所述卡装块(22)的内壁上粘贴有橡胶垫二(23)。
4.根据权利要求1所述的一种铜水套中预埋铜管的切断机构,其特征在于:所述滑动板二(28)的上部连接有圆弧形的手握条(33)。
技术总结
本技术公开了一种铜水套中预埋铜管的切断机构,涉及铜水套制造的技术领域,包括底装管、中装管、顶装管、电动机及切割片,底装管的旁侧设有一对主要由卡装条、卡装块及手拧螺杆组成的卡紧结构,通过拧动手拧螺杆即可带动卡装块靠近或远离卡装条,进而实现对预埋铜管的外露部分的夹紧或释放,顶装管的旁侧设有一个主要由电动机及切割片组成的切断结构,通过电动机带动切割片进行高速旋转,再让旋转的切割片逐渐地靠近预埋铜管的外部部分,进而实现对预埋铜管的多余的外部部分的切断且切齐。综上,本技术具有方案构思巧妙、结构设计合理、安装使用方便的特点。
技术研发人员:管仲,卓坤,茅俊,徐义军,闻豪,徐乐平,高周胜,陈大胜,程兵
受保护的技术使用者:芜湖福记恒机械有限公司
技术研发日:20221021
技术公布日:2024/1/13
- 还没有人留言评论。精彩留言会获得点赞!