一种用于皮肤滚针的组装设备的制作方法
1.本实用新型涉及皮肤滚针加工设备技术领域,具体涉及一种用于皮肤滚针的组装设备。
背景技术:
2.随着社会的进步,人们对自身的保养越来越注重,愈加追求年轻化,医疗美容行业应运而生且发展迅速。面部美容属于医疗美容行业中的热门领域,由于面部属于皮肤敏感区域,对于美容保养要求比较高。
3.经皮治疗(或经皮给药)是皮肤科和美容科常用的一种治疗方法,是药物经由皮肤吸收而进入人体血液循环中以达到有效的血药浓度、实现疾病的治疗或预防的一种给药新途径。如何将药物正确高效的运送到施药部位是医学界和美容界都致力研究的一个方向,随着相关技术的发展,目前常采用一种微针美塑的方法,即运用皮肤滚针(又称滚轮微针)刺激皮肤进行给药,通过皮肤滚针可以在较短时间内从皮肤表面制造出成千上万个微细输送管道,以使治疗中药成分或者美容营养成分直接有点的渗入到皮肤深层。
4.一种皮肤滚针,如图1~2所示,包括滚轮组件1、y型支架2、手柄3、喷嘴组件4,所述的滚轮组件1包括对应设置的第一盖体1-1和第二盖体1-3,所述的第一盖体1-1朝向第二盖体1-3的一侧面中心垂直固设有轮轴1-2,所述的轮轴1-2上套设有若干针片1-5,相邻的针片1-5之间由垫片1-6隔开,所述的第二盖体1-3朝向第一盖体1-1的一侧面中心垂直固设有芯杆1-4,所述的第二盖体1-3通过芯杆1-4过盈插接压紧安装于轮轴1-2自由端的中心孔上,所述的第一盖体1-1和第二盖体1-3相背离侧面的中心均设有安装孔,所述的y型支架2一端具有螺纹接头2-1、另一端具有两个对应设置的支臂2-2以及位于两个支臂2-2底端中间的喷嘴组件安装槽2-4,两个支臂2-2相对侧面的端部分别设有凸块2-3,一个支臂2-2通过凸块2-3卡接于第一盖体1-1的安装孔内、另一个支臂2-2通过凸块2-3卡接于第二盖体1-3的安装孔内,所述的喷嘴组件4过盈插接安装于所述的喷嘴组件安装槽2-4内,所述的手柄3一端具有沿轴向方向的螺纹孔3-1,所述的y型支架2通过螺纹接头2-1螺接固定安装于手柄3的螺纹孔3-1内。现有技术中,该皮肤滚针的组装方式为纯手工组装,由于针片薄且针尖密集,手工组装过程中很容易刺伤手部、并损伤针片,且肉眼很难发现针片是否损伤,导致皮肤滚针成品的报废率较高;并且纯手工组装方式的劳动量大,效率低下,严重制约皮肤滚针的生产加工产能。
技术实现要素:
5.本实用新型的目的在于,克服现有技术中存在的缺陷,提供一种用于皮肤滚针的组装设备,可以将皮肤滚针的组装划分为滚针组件组装、喷组组件与y型支架组装、滚针组件与y型支架组装、手柄与y型支架组装四个工序,其中滚针组件组装、滚针组件与y型支架组装均采用工装辅助完成,减少了针片与操作人员手部的接触,显著降低针片刺伤操作人员手部的几率,同时降低了对针片的损伤几率,提高皮肤滚针成品的合格率;其中滚针组件
组装、喷组组件与y型支架组装、滚针组件与y型支架组装均采用工装辅助完成,降低了人工劳动强度,显著提高皮肤滚针的整体组装效率,有助于提高皮肤滚针的生产加工产能。
6.为实现上述目的,本实用新型的技术方案是设计一种用于皮肤滚针的组装设备,包括底座、滚轮组件压杆、喷嘴组件压杆、滚轮组件支座,所述的底座上端面具有用于容纳皮肤滚针上第一盖体的第一槽体,所述的滚轮组件压杆一端具有用于容纳皮肤滚针上第二盖体的第二槽体,所述的喷嘴组件压杆一端具有用于容纳皮肤滚针上喷嘴组件的插槽,所述的滚轮组件支座上端面具有用于容纳皮肤滚针上针片和垫片的第三槽体。
7.本实用新型的一种用于皮肤滚针的组装设备,可以将皮肤滚针的组装划分为滚针组件组装、喷组组件与y型支架组装、滚针组件与y型支架组装、手柄与y型支架组装四个工序,其中滚针组件组装、滚针组件与y型支架组装均采用工装辅助完成,减少了针片与操作人员手部的接触,显著降低针片刺伤操作人员手部的几率,同时降低了对针片的损伤几率,提高皮肤滚针成品的合格率;其中滚针组件组装、喷组组件与y型支架组装、滚针组件与y型支架组装均采用工装辅助完成,降低了人工劳动强度,显著提高皮肤滚针的整体组装效率,有助于提高皮肤滚针的生产加工产能。
8.优选的技术方案是,所述的滚轮组件压杆一端具有沿轴向方向延伸的插杆头,所述的插杆头外径《滚轮组件压杆的外径,所述的第二槽体位于插杆头远离滚轮组件压杆的端面上。由于皮肤滚针结构小巧,该结构设计的滚轮组件压杆可以将滚轮组件压杆本体的外径适当做大一些,以提高操作人员握持舒适性,以助于提高滚轮组件的组装效率。
9.进一步优选的技术方案还有,所述的喷嘴组件压杆一端具有沿轴向方向延伸的插块头,所述的插槽位于插块头远离喷嘴组件压杆的端面上,插块头的横向宽度尺寸《皮肤滚针上两个支臂相对侧面间的距离。由于皮肤滚针结构小巧,该结构设计的喷嘴组件压杆可以将喷嘴组件压杆本体的外径适当做大一些,以提高操作人员握持舒适性,同时插块头与y型支架两个支臂之间的空间适配性好,总体有助于提高喷嘴组件与y型支架的组装效率。
10.进一步优选的技术方案还有,所述的第三槽体一组相对侧面上端对应铣削有用于容纳支撑皮肤滚针上第一盖体或第二盖体的台阶槽,所述的台阶槽底部铣削有逐渐向第三槽体底部内侧收缩的斜坡面,所述的滚轮组件支座上端面还具有对应位于第三槽体外部两侧的缺口槽,所述的缺口槽与所述的台阶槽对应贯通。在y型支架和滚针组件组装时,滚针组件放置于第三槽体内部时,第一盖体和第二盖体位于对应的台阶槽内,斜坡面设计可以有效避让滚针组件下侧,避免第三槽体壁面对滚针组件造成擦伤,确保了皮肤滚针成品合格率;在y型支架和滚针组件组装时,缺口槽用于容纳y型支架上两个支臂端部,确保了二者组装的顺畅性。
11.进一步优选的技术方案还有,所述底座、滚轮组件压杆、喷嘴组件压杆、滚轮组件支座均为尼龙材质,四者均采用铣削工艺制作加工而成。
12.本实用新型的优点和有益效果在于:
13.1、本实用新型的一种用于皮肤滚针的组装设备,可以将皮肤滚针的组装划分为滚针组件组装、喷组组件与y型支架组装、滚针组件与y型支架组装、手柄与y型支架组装四个工序,其中滚针组件组装、滚针组件与y型支架组装均采用工装辅助完成,减少了针片与操作人员手部的接触,显著降低针片刺伤操作人员手部的几率,同时降低了对针片的损伤几率,提高皮肤滚针成品的合格率;其中滚针组件组装、喷组组件与y型支架组装、滚针组件与
y型支架组装均采用工装辅助完成,降低了人工劳动强度,显著提高皮肤滚针的整体组装效率,有助于提高皮肤滚针的生产加工产能。
14.2、所述的滚轮组件压杆一端具有沿轴向方向延伸的插杆头,所述的插杆头外径《滚轮组件压杆的外径,所述的第二槽体位于插杆头远离滚轮组件压杆的端面上。由于皮肤滚针结构小巧,该结构设计的滚轮组件压杆可以将滚轮组件压杆本体的外径适当做大一些,以提高操作人员握持舒适性,以助于提高滚轮组件的组装效率。
15.3、所述的喷嘴组件压杆一端具有沿轴向方向延伸的插块头,所述的插槽位于插块头远离喷嘴组件压杆的端面上,插块头的横向宽度尺寸《皮肤滚针上两个支臂相对侧面间的距离。由于皮肤滚针结构小巧,该结构设计的喷嘴组件压杆可以将喷嘴组件压杆本体的外径适当做大一些,以提高操作人员握持舒适性,同时插块头与y型支架两个支臂之间的空间适配性好,总体有助于提高喷嘴组件与y型支架的组装效率。
16.4、在y型支架和滚针组件组装时,滚针组件放置于第三槽体内部时,第一盖体和第二盖体位于对应的台阶槽内,斜坡面设计可以有效避让滚针组件下侧,避免第三槽体壁面对滚针组件造成擦伤,确保了皮肤滚针成品合格率;在y型支架和滚针组件组装时,缺口槽用于容纳y型支架上两个支臂端部,确保了二者组装的顺畅性。
附图说明
17.图1是背景技术中皮肤滚针的俯视角立体图;
18.图2是背景技术中皮肤滚针的仰视角拆分结构图;
19.图3是底座的俯视角立体图;
20.图4是滚轮组件压杆的仰视角立体图;
21.图5是喷嘴组件压杆的仰视角立体图;
22.图6是滚轮组件支座的俯视角立体图;
23.图7是图6中h处的局部放大图;
24.图8是滚轮组件的组装原理图;
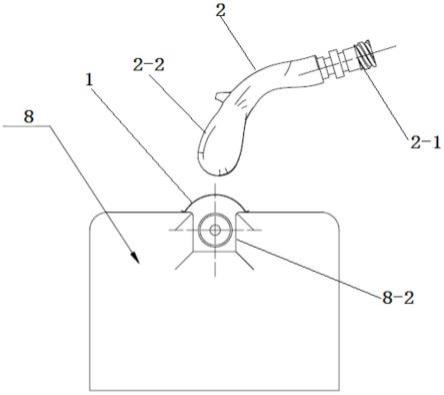
25.图9是喷嘴组件和y型支架的组装原理图;
26.图10是滚轮组件和y型支架的组装原理图。
27.图中:1、滚轮组件;2、y型支架;3、手柄;4、喷嘴组件;5、底座;6、滚轮组件压杆;7、喷嘴组件压杆;8、滚轮组件支座;1-1、第一盖体;1-2、轮轴;1-3、第二盖体;1-4、芯杆;1-5、针片;1-6、垫片;2-1、螺纹接头;2-2、支臂;2-3、凸块;2-4、喷嘴组件安装槽;3-1、螺纹孔;5-1、第一槽体;6-1、第二槽体;6-2、插杆头;7-1、插块头;7-2、插槽;8-1、第三槽体;8-2、缺口槽;8-3、台阶槽;8-4、斜坡面。
具体实施方式
28.下面结合附图和实施例,对本实用新型的具体实施方式作进一步描述。以下实施例仅用于更加清楚地说明本实用新型的技术方案,而不能以此来限制本实用新型的保护范围。
29.实施例
30.如图3~7所示,本实用新型是一种用于皮肤滚针的组装设备,包括底座5、滚轮组
件压杆6、喷嘴组件压杆7、滚轮组件支座8,所述的底座5上端面具有用于容纳皮肤滚针上第一盖体1-1的第一槽体5-1,所述的滚轮组件压杆6一端具有用于容纳皮肤滚针上第二盖体1-3的第二槽体6-1,所述的喷嘴组件压杆7一端具有用于容纳皮肤滚针上喷嘴组件4的插槽7-2,所述的滚轮组件支座8上端面具有用于容纳皮肤滚针上针片1-5和垫片1-6的第三槽体8-1。
31.优选地,所述的滚轮组件压杆6一端具有沿轴向方向延伸的插杆头6-2,所述的插杆头6-2外径《滚轮组件压杆6的外径,所述的第二槽体6-1位于插杆头6-2远离滚轮组件压杆6的端面上。
32.进一步优选地,所述的喷嘴组件压杆7一端具有沿轴向方向延伸的插块头7-1,所述的插槽7-2位于插块头7-1远离喷嘴组件压杆7的端面上,插块头7-1的横向宽度尺寸《皮肤滚针上两个支臂2-2相对侧面间的距离。
33.进一步优选地,所述的第三槽体8-1一组相对侧面上端对应铣削有用于容纳支撑皮肤滚针上第一盖体1-1或第二盖体1-3的台阶槽8-3,所述的台阶槽8-3底部铣削有逐渐向第三槽体8-1底部内侧收缩的斜坡面8-4,所述的滚轮组件支座8上端面还具有对应位于第三槽体8-1外部两侧的缺口槽8-2,所述的缺口槽8-2与所述的台阶槽8-3对应贯通。
34.进一步优选地,所述底座5、滚轮组件压杆6、喷嘴组件压杆7、滚轮组件支座8均为尼龙材质,四者均采用铣削工艺制作加工而成。
35.本实用新型一种用于皮肤滚针的组装设备的使用原理:
36.步骤1:将第一盖体1-1放置于底座5上的第一槽体5-1内,并使轮轴1-2竖直向上,将若干针片1-5和垫片1-6交替套叠于轮轴1-2上,然后将第二盖体1-3的芯杆1-4竖直向下插接于轮轴1-2上端,手持滚轮组件压杆6并使第二槽体6-1对应位于第二盖体1-3上,给滚轮组件压杆6施加向下的压力,使第二盖体1-3上的芯杆1-4过盈插接压紧安装于轮轴1-2的中心孔上端(参见附图8),完成滚轮组件1的组装;
37.步骤2:将喷嘴组件4具有喷头的一侧插接于喷嘴组件压杆7的插槽7-2内,手持喷嘴组件压杆7将插块头7-1插接于两个支臂2-2底部,并施加一定的压力使喷嘴组件4远离喷头的一侧过盈插接安装于喷嘴组件安装槽2-4内部(参见附图9),完成喷嘴组件4在y型支架2上的组装;
38.步骤3:将步骤1组装完成的滚轮组件1置于滚轮组件支座8上,其中针片1-5和垫片1-6位于第三槽体8-1内,第一盖体1-1和第二盖体1-3分别位于对应的台阶槽8-3内部,手持步骤2组装好喷嘴组件4的y型支架2,使两个支臂2-2端部朝向下侧分别与第一盖体1-1和第二盖体1-3相对应,向y型支架2施加向下的压力,使两个支臂2-2端部的凸块2-3分别卡接于第一盖体1-1的安装孔内和第二盖体1-3的安装孔内(参见附图10);
39.步骤4:将手柄3通过螺纹孔3-1与步骤3组装完成的y型支架2的螺纹接头2-1螺纹固定连接,完成皮肤滚针的组装。
40.本实用新型的一种用于皮肤滚针的组装设备,可以将皮肤滚针的组装划分为滚针组件组装、喷组组件与y型支架组装、滚针组件与y型支架组装、手柄与y型支架组装四个工序,其中滚针组件组装、滚针组件与y型支架组装均采用工装辅助完成,减少了针片与操作人员手部的接触,显著降低针片刺伤操作人员手部的几率,同时降低了对针片的损伤几率,提高皮肤滚针成品的合格率;其中滚针组件组装、喷组组件与y型支架组装、滚针组件与y型
支架组装均采用工装辅助完成,降低了人工劳动强度,显著提高皮肤滚针的整体组装效率,有助于提高皮肤滚针的生产加工产能。
41.以上所述仅是本实用新型的优选实施方式,应当指出,对于本技术领域的普通技术人员来说,在不脱离本实用新型技术原理的前提下,还可以做出若干改进和润饰,这些改进和润饰也应视为本实用新型的保护范围。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1