一种自动旋削夹装上料装置的制作方法
本技术涉及零件上料,具体涉及一种自动旋削夹装上料装置。
背景技术:
1、轴承保持器(简称保持器)指部分地包裹全部或部分滚动体,并随之运动的轴承零件,用以隔离滚动体,通常还引导滚动体并将其保持在轴承内。
2、现有的保持器旋削前大都采用人工将保持器装配在旋削工装上,人工装配效率低且危险度高,目前还有采用多轴机械手进行装配的方式,虽然取代了人工装配,但是成本较高,而且装配时还需要翻转和定位单个保持器,生产效率很难提高。
3、因此,如何成本更低、效率更高的完成对保持器的逐个旋削加工装配,亟待解决。
技术实现思路
1、为解决上述背景技术中阐述的技术问题,本申请的目的在于提出一种自动旋削夹装上料装置。
2、为了达到上述目的,本申请采取了如下所述的技术方案:
3、一种自动旋削夹装上料装置,其包括机架、升降机构、送料机构、控制器和夹持机构,其中:
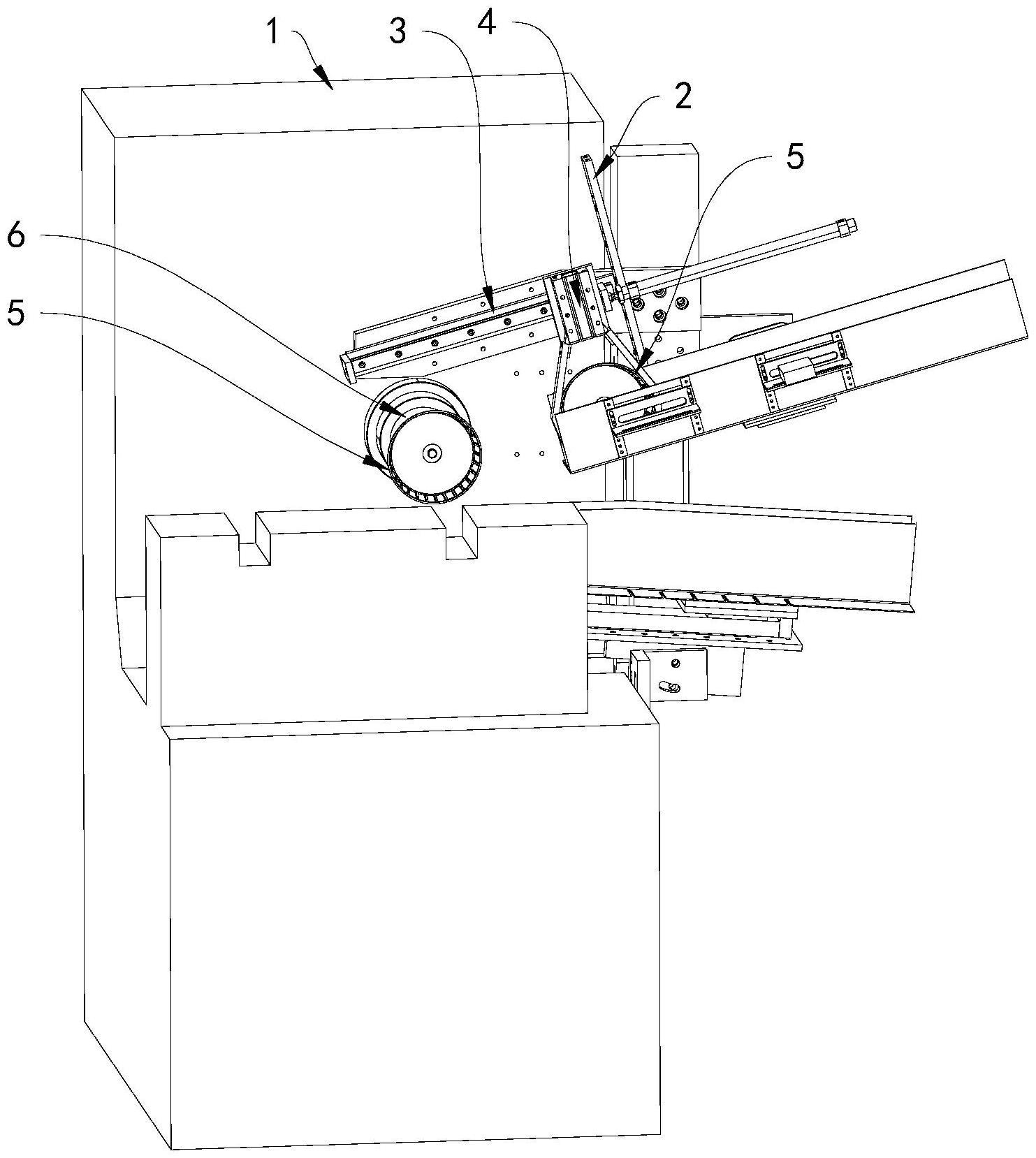
4、所述升降机构连接于所述机架,所述升降机构包括升降件,所述升降件沿升降方向往复移动;所述送料机构与所述升降件连接,所述送料机构包括送料件、送料滑道、挡板、驱动件和第一感应器;所述送料件沿送料方向往复移动;所述送料滑道与所述送料方向平行;所述升降方向同时与所述送料方向和所述送料滑道垂直;所述挡板设于所述送料滑道的滑道内部,用于挡停产品;所述驱动件在所述送料滑道侧边驱动所述挡板沿送料滑道内外往复移动;所述第一感应器设于所述挡板接近所述送料滑道的一端;所述控制器分别与所述第一感应器和所述驱动件连接;所述夹持机构与所述送料件连接,所述夹持机构用于夹持和放开产品。
5、由上,升降件能够带动送料件沿升降方向往复移动,送料件能够带动夹持机构沿送料方向往复移动。以此,在送料滑道中投放产品,送料滑道的滑道内部形状能够自动限制工件的摆正,产品在送料滑道的滑道内部沿送料方向移动,此时挡板位于送料滑道外,当第一个产品经过挡板接近送料滑道一端设置的第一感应器时,第一感应器向控制器发送信号,控制器控制驱动件驱动挡板沿送料滑道的滑道内部运动,使挡板位于送料滑道的滑道内部,由此挡板能够挡停第一个产品之后的产品,进而使得夹持机构处只有一个产品;然后送料件带动夹持机构沿送料方向移动,使夹持机构对准送料滑道的滑道内部的第一个产品;接着升降件带动送料件沿升降方向向产品的位置移动,使得夹持机构到达能够夹持产品的位置;待夹持机构夹持住产品之后,送料件带动夹持机构沿送料方向移动,使得夹持机构夹持住产品送至旋削工位上;待产品装配到旋削工位上后,送料件带动夹持机构返回,控制器控制驱动件驱动挡板沿送料滑道的滑道外部移动,使挡板位于送料滑道的滑道外部,挡板挡停的产品能够继续沿送料滑道移动,一个产品经过第一感应器后,第一感应器向控制器发送信号,控制器控制驱动件驱动挡板沿送料滑道的滑道内部运动,使挡板位于送料滑道的滑道内部,由此挡板能够拦截后续的产品,保证夹持机构处只有一个产品;随后升降件和送料件重复之前的运动,互相配合,不断的将产品运送至旋削工位。
6、由此,本申请可以快速、可靠、自动连续地完成单个工件的上料,无需使用多轴机械手,也无需进行工件摆正、翻转和定位,本申请成本更低、效率更高且工作可靠。
7、作为一种自动旋削夹装上料装置的可选的实现方式,所述升降机构包括升降气缸,所述升降件为所述升降气缸的升降活塞杆;所述送料机构包括送料气缸,所述送料件为所述送料气缸的送料活塞杆。以此,升降件为升降活塞杆,由升降气缸驱动;送料件为送料活塞杆,由送料气缸驱动,采用气缸驱动,使得整体结构占用空间小、结构紧凑,操作、控制、维修、清洁更加容易,并且降低成本,节能减排。
8、作为一种自动旋削夹装上料装置的可选的实现方式,所述夹持机构包括夹持气缸和夹爪,所述夹持气缸带动所述夹爪进行收放。由此,夹持机构采用夹持气缸和夹爪,由夹持气缸带动夹爪进行收放,方便可靠,降低成本。
9、作为一种自动旋削夹装上料装置的可选的实现方式,所述夹持机构还包括第二感应器,所述第二感应器位于所述夹爪,用于感应夹爪之间是否存在产品;所述第二感应器、所述夹持气缸分别与所述控制器连接。以此,第二感应器感应到夹爪之间存在产品后,第二感应器将信号传送至控制器,控制器才能够控制夹持气缸驱动夹爪进行夹持,以此使得夹持动作更加准确可靠。
10、作为一种自动旋削夹装上料装置的可选的实现方式,所述送料滑道朝向所述旋削工位向下倾斜设置。以此,产品投放入送料滑道的滑道内部后,能够由于重力作用在滑道内部朝向旋削工位进行移动。
11、作为一种自动旋削夹装上料装置的可选的实现方式,所述挡板远离所述夹持机构的一侧设有缓冲件。以此,能够减少挡板挡停滑道内部产品时受到的冲击,同时能够缓冲产品的运动,防止产品磕损。
12、作为一种自动旋削夹装上料装置的可选的实现方式,沿所述送料滑道的延伸方向间隔设有两个或多个挡板,相邻挡板之间的间隔能够容纳一个或多个产品。以此,产品在送料滑道的滑到内部移动时,能够进行两次或两次以上的挡停,缓冲释放产品的冲击力。
技术特征:
1.一种自动旋削夹装上料装置,其特征在于,包括:
2.根据权利要求1所述的一种自动旋削夹装上料装置,其特征在于,所述升降机构包括升降气缸,所述升降件为所述升降气缸的升降活塞杆;所述送料机构包括送料气缸,所述送料件为所述送料气缸的送料活塞杆。
3.根据权利要求1所述的一种自动旋削夹装上料装置,其特征在于,所述夹持机构包括夹持气缸和夹爪,所述夹持气缸带动所述夹爪进行收放。
4.根据权利要求3所述的一种自动旋削夹装上料装置,其特征在于,所述夹持机构还包括第二感应器,所述第二感应器位于所述夹爪,用于感应夹爪之间是否存在产品;所述第二感应器、所述夹持气缸分别与所述控制器连接。
5.根据权利要求1所述的一种自动旋削夹装上料装置,其特征在于,所述送料滑道朝向旋削工位向下倾斜设置。
6.根据权利要求1所述的一种自动旋削夹装上料装置,其特征在于,所述挡板远离所述夹持机构的一侧设有缓冲件。
7.根据权利要求1所述的一种自动旋削夹装上料装置,其特征在于,沿所述送料滑道的延伸方向间隔设有两个或多个挡板,相邻挡板之间的间隔能够容纳一个或多个产品。
技术总结
本申请公开一种自动旋削夹装上料装置,其包括机架、升降机构、送料机构、控制器和夹持机构,其中:升降机构连接于机架,升降机构包括升降件,升降件沿升降方向往复移动;送料机构与升降件连接,送料机构包括送料件、送料滑道、挡板、驱动件和第一感应器;送料件沿送料方向往复移动;送料滑道与送料方向平行;升降方向同时与送料方向和送料滑道垂直;挡板设于送料滑道的滑道内部,用于挡停产品;驱动件在送料滑道侧边驱动挡板沿送料滑道内外往复移动;第一感应器设于挡板接近送料滑道的一端;控制器分别与第一感应器和驱动件连接;夹持机构与送料件连接,夹持机构用于夹持和放开产品。本申请可以快速、可靠、自动连续地完成单个工件的上料。
技术研发人员:郑广会,赵培振,郑金宇,郑世育,温春国
受保护的技术使用者:山东意吉希精密制造有限公司
技术研发日:20221025
技术公布日:2024/1/13
- 还没有人留言评论。精彩留言会获得点赞!