一种锁体内孔车槽设备的制作方法
1.本实用新型属于摩托车锁体机加工技术领域,具体地说,是涉及一种锁体内孔车槽设备。
背景技术:
2.目前对于加工锁体内孔车槽使用的是仪表车,由定位夹头,夹紧装置,限位装置,十字拖板,小内孔车槽刀,及电机传动装置组成,将锁体按一定的方向装入弹簧夹头内,推动锁紧装置夹紧锁体,开启电机启动开关,电机经皮带带动仪表车主轴转动,将装有小内孔车刀的十字拖板轴向运动到锁体内孔至限位处停止,慢推动十字拖板的径向把手开始车槽加工到限位处,退出径向拖板后再退出轴向拖板,关闭电机开关使主轴停止转动,松开锁紧装置,取出锁体,此为一个加工循环,生产操作动作繁琐,顺序必须按流程不可倒置,小孔车刀承载力差容易折断,生产效率低下,产品品质稳定性差,对操作者有一定的技能要求,存在一定的安全隐患。
技术实现要素:
3.为了现有技术存在的上述技术问题,本实用新型提供一种锁体内孔车槽设备。
4.为解决上述技术问题提供一种锁体内孔车槽设备,包括机架和控制装置,还包括锁体固定驱动装置和车槽刀具组件;所述锁体固定驱动装置包括主轴,所述主轴一端设置工件架,所述主轴另一端通过连轴器设置在机架上,并与设置在机架上的驱动电机输出端传动连接;所述车槽刀具组件通过导轨可滑动设置在主轴的轴线方向的机架上,并与设置在机架上的轴向驱动气缸输出端传动连接,所述轴向驱动气缸可驱动车槽刀具组件远离或靠近工件架并压紧工件,并通过车槽刀具组件对工件架上固定的锁体进行内孔车槽。
5.进一步的,所述车槽刀具组件包括底座,所述底座通过导轨可滑动设置在主轴的轴线方向的机架上,所述底座上可沿主轴径向滑动的设置有定位块,所述定位块与设置在底座上设置的径向驱动气缸输出端传动连接,所述定位块上可拆卸设置有刀具,所述刀具沿主轴轴线方向设置。
6.更进一步的,所述刀具通过侧边开口的刀架可拆卸设置在定位块上,并通过定位块上设置的锁紧螺丝固定,便于刀具轴线方向位置调整。
7.更进一步的,所述底座上靠近工件架位置还设置有锁体限位部,所述锁体限位部用于对锁体进行限位,防止锁体内孔车槽过程中晃动或打滑,提高加工精度。
8.更进一步的,所述定位块设置径向驱动气缸的另一侧底座上设置有阻尼器,可使刀具匀速进行径向运动,提高刀具使用寿命。
9.本实用新型涉及一种锁体内孔车槽设备包括机架和控制装置,还包括锁体固定驱动装置和车槽刀具组件;所述锁体固定驱动装置包括主轴,所述主轴一端设置工件架,所述主轴另一端通过连轴器设置在机架上,并与设置在机架上的驱动电机输出端传动连接;所述车槽刀具组件通过导轨可滑动设置在主轴的轴线方向的机架上,并与设置在机架上的轴
向驱动气缸输出端传动连接,所述轴向驱动气缸可驱动车槽刀具组件远离或靠近工件架并压紧工件。加工过程中操作者只需取放锁体,并通过控制装置控制锁体固定驱动装置驱动锁体转动,同时驱动车槽刀具组件靠近工件架压紧工件并对锁体进行内孔车槽即可,操作安全简单,生产效率大幅提升,加工产品品质也相对稳定。
附图说明
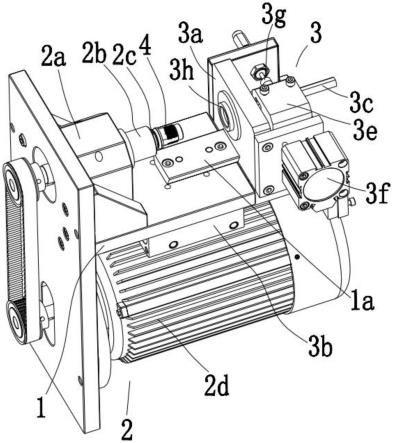
10.图1和2为锁体内孔车槽设备立体结构示意图;
11.图3为锁体内孔车槽设备部分位置爆炸结构示意图;
12.图4为主轴、联轴器位置爆炸结构示意图;
13.图5为定位块、刀具及刀具架位置爆炸结构示意图;
14.图6为刀具组件位置爆炸结构示意图。
具体实施方式
15.如在说明书及权利要求当中使用了某些词汇来指称特定组件。本领域技术人员应可理解,硬件制造商可能会用不同名词来称呼同一个组件。本说明书及权利要求并不以名称的差异来作为区分组件的方式,而是以组件在功能上的差异来作为区分的准则。如在通篇说明书及权利要求当中所提及的“包括”为一开放式用语,故应解释成“包括但不限定于”。说明书后续描述为实施本实用新型的较佳实施方式,然所述描述乃以说明本实用新型的一般原则为目的,并非用以限定本实用新型的范围。本实用新型的保护范围当视所附权利要求所界定者为准。
16.以下结合附图对本实用新型作进一步详细说明,但不作为对本实用新型的限定。
17.实施例
18.如图1-6所示,一种锁体内孔车槽设备,包括机架1和控制装置,还包括锁体固定驱动装置2和车槽刀具组件3;所述锁体固定驱动装置2包括主轴2b,所述主轴2b一端设置工件架2c,所述主轴2b另一端通过连轴器2a 设置在机架1上,并与设置在机架1上的驱动电机2d输出端传动连接;所述车槽刀具组件3通过导轨1a可滑动设置在主轴2b的轴线方向的机架1上,并与设置在机架1上的轴向驱动气缸3b输出端传动连接,当然同时在驱动气缸3b初始位置和终点位置均设置限位感应开关以便于感应信号输送至控制装置控制相关工作,所述轴向驱动气缸3b可驱动车槽刀具组件3远离或靠近工件架2c,并通过车槽刀具组件3对工件架2c上固定的锁体进行内孔车槽。
19.优选的,所述车槽刀具组件3包括底座3a,所述底座3a通过导轨1a可滑动设置在主轴2b的轴线方向的机架1上,所述底座3a上可沿主轴2b径向滑动的设置有定位块3e,所述定位块3e与设置在底座3a上设置的径向驱动气缸3f输出端传动连接,所述定位块3e上可拆卸设置有刀具3c,所述刀具 3c沿主轴2b轴线方向设置,当然同时在径向驱动气缸3f初始位置和终点位置均设置限位感应开关和限位调节装置以便于感应信号输送至控制装置控制相关工作,终点位置设置的限位感应开关和限位调节装置可以控制刀具3c 径向移动距离,也就是控制锁体内孔车槽的径向加工距离。
20.更优选的,所述刀具3c通过侧边开口的刀具架3d可拆卸设置在定位块 3e上,并通过定位块3e上设置的锁紧螺丝固定,便于刀具3c轴线方向位置调整,通过侧边开口的刀具
架3d设置刀具3c,方便刀具3c的位置调节及维护更换。
21.更优选的,所述底座3a上靠近工件架2c位置还设置有锁体限位部3h,所述锁体限位部3h用于对锁体进行限位,防止锁体内孔车槽过程中晃动或打滑,提高加工精度。
22.更优选的,所述定位块3e设置径向驱动气缸3f的另一侧底座3a上设置有阻尼器3g,所述阻尼器3g对径向驱动气缸3f驱动的定位块3e起到一个阻尼作用,也就可以使定位块3e上设置的刀具3c在加工过程中更加平稳,提升刀具3c加工精度和刀具的使用寿命。
23.如图1所示,在工作时,将锁体4固定于工件架2c,并按下启动开关,控制装置控制轴向驱动驱动气缸3b驱动车槽刀具组件3自动整体向锁体4 靠近,限位感应开关感应到信号后,启动驱动电机2d带动主轴2b及锁体4 同步转动,径向驱动气缸3f推动定位块3e及刀具3c动作匀速车槽,至限位处触碰限位感应开关,径向驱动气缸3f复位,驱动电机2d停止转动,主轴 2b静止,轴向驱动气缸3b带动车槽刀具组件3及刀具3c复位并离开锁体4,实现锁体内孔车槽。由此加工过程中操作者只需取放锁体4,并通过控制装置控制锁体固定驱动装置2驱动锁体4转动,同时驱动车槽刀具组件3靠近工件架2c并对锁体4进行内孔车槽即可,操作安全简单,生产效率大幅提升,加工产品品质也相对稳定。
24.上述说明示出并描述了本实用新型的优选实施例,但如前所述,应当理解本实用新型并非局限于本文所披露的形式,不应看作是对其他实施例的排除,而可用于各种其他组合、修改和环境,并能够在本文所述实用新型构想范围内,通过上述教导或相关领域的技术或知识进行改动。而本领域人员所进行的改动和变化不脱离本实用新型的精神和范围,则都应在本实用新型所附权利要求的保护范围内。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1