用于汽车内饰件对线工装的压刀升降机构的制作方法
本技术涉及加工设备,具体涉及一种用于汽车内饰件对线工装的压刀升降机构。
背景技术:
1、在进行汽车内饰件,如门板包材的加工时,需要对门板包材进行切压处理,这一处理步骤主要通过压刀来操作,通过压刀配合模具,将放置在模具表面的门板包材上切出用于加工的刀口,而由于汽车内饰件的造型,同一片汽车内饰件上具有多条刀口,并且压切的刀口的形状也不尽相同,因此需要进行多次压切。
2、传统的压切方式是设置多个压切装置,每个压切装置负责压切出对应的一条加工定位线,这种方式增加了设备的数量,需要额外投入,不利于降本增效。并且操作也较为繁琐,操作人员在进行压切工作时存在一定的危险性。
技术实现思路
1、为克服现有技术的不足,本实用新型提出一种用于汽车内饰件对线工装的压刀升降机构,能够在同一装置上进行多次不同的压切操作,简化了操作过程,并且便于操作,提高了生产效率。
2、为实现上述目的,本实用新型的一种用于汽车内饰件对线工装的压刀升降机构,包括底座,底座上设有支架,支架上设有第一升降压切组件和第二升降压切组件,底座上设有用于安装压切模具的模具支架,模具具有两个可用的成型面,两个成型面用于分别与第一升降压切组件与第二升降压切组件配合在汽车内饰件上切出刀口,底座上设有用于翻转摸具支架的翻转组件。
3、进一步地,支架包括一对支柱,两个支柱顶部之间连接有互相平行的第一横梁和第二横梁,第一横梁和第二横梁沿水平方向延伸,两个支柱接近第一横梁的同一侧分别设有沿其长度方向延伸的第一导轨,第一升降压切组件包括第一升降支架,第一升降支架沿水平方向延伸,第一升降支架的两端分别设有第一滑块,两侧第一滑块分别滑动连接在第一导轨上,第一升降支架的底部设有第一压刀,第一横梁上设有分别连接两侧第一滑块的弹簧平衡器,第一升降支架上设有用于抓握的把手。
4、进一步地,第一升降支架上设有若干快夹,快夹底部设有压杆,压杆穿过第一升降支架连接在第一压刀上,第一压刀的顶部设有若干导向杆,第一升降支架上设有若干与导向杆配合的导向套筒,导向杆穿过导向套筒。
5、进一步地,第一滑块上分别设有第一锁定气缸,第一锁定气缸的活塞杆朝向第一导轨设置,第一锁定气缸的活塞杆顶部设有锁定销,第一导轨的底部设有锁定块,锁定块上设有与锁定销配合的锁定槽,第一升降支架上设有用于控制第一锁定气缸活塞杆伸缩的第一锁定按钮,第一导轨的顶部和底部还分别设有第一限位挡板。
6、进一步地,两个支柱接近第二横梁的同一侧分别设有沿其长度方向延伸的第二导轨,第二升降压切组件包括第二升降支架,第二升降支架沿水平方向延伸,第二升降支架的两端分别设有第二滑块,两侧第二滑块分别滑动连接在第二导轨上,第二升降支架的底部设有第二压刀,第二横梁上设有分别连接两侧第二滑块的弹簧平衡器,第二升降支架上设有用于抓握的把手。
7、进一步地,第二升降支架上设有若干快夹,快夹底部设有压杆,压杆穿过第二升降支架连接在第二压刀上,第二压刀的顶部设有若干导向杆,第二升降支架上设有若干与导向杆配合的导向套筒,导向杆穿过导向套筒。
8、进一步地,第二滑块上分别设有第二锁定气缸,第二锁定气缸的活塞杆朝向第二导轨设置,第二锁定气缸的活塞杆顶部设有锁定销,第一导轨的底部设有锁定块,锁定块上设有与锁定销配合的锁定槽,第二升降支架上设有用于控制第二锁定气缸活塞杆伸缩的第二锁定按钮,第二导轨的顶部和底部还分别设有第二限位挡板。
9、进一步地,模具支架包括设置在底座上的一对支座,两侧支座上分别转动连接有转动座,压切模具的连接在两侧的转动座之间,翻转机构包括设置在底座接近第一升降压切组件的一侧的翻转气缸,翻转气缸的缸体转动连接在底座上,翻转气缸的活塞杆转动连接在压切模具的底部。
10、进一步地,底座上设有若干用于支撑压切磨具的支杆。
11、本实用新型的用于汽车内饰件对线工装的压刀升降机构能够在同一装置上进行多次不同的压切操作,简化了操作过程,并且便于操作,提高了生产效率。
技术特征:
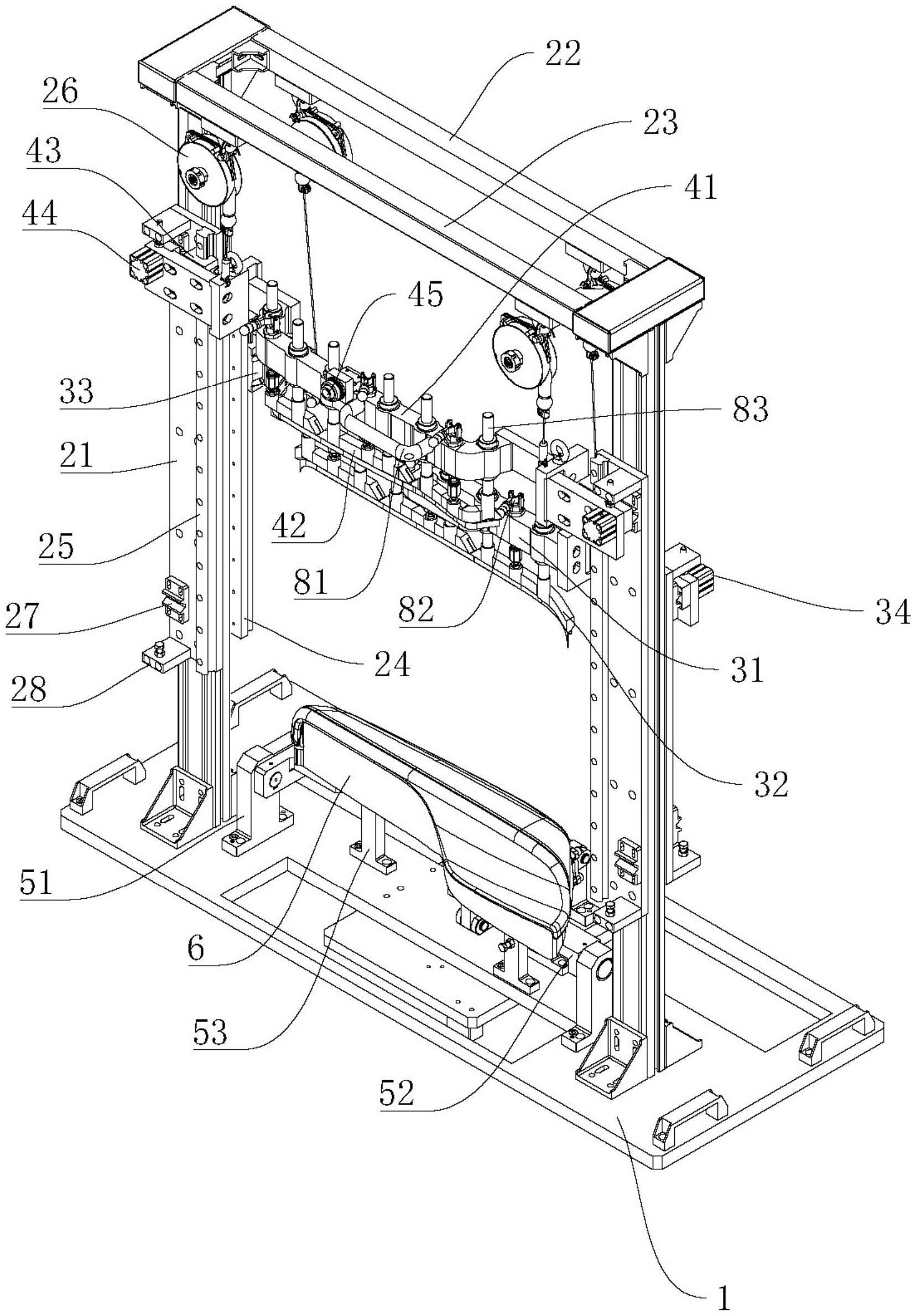
1.一种用于汽车内饰件对线工装的压刀升降机构,其特征在于,包括底座(1),所述底座(1)上设有支架,所述支架上设有第一升降压切组件(3)和第二升降压切组件(4),所述底座(1)上设有用于安装压切模具(6)的模具支架,所述压切模具(6)具有两个可用的成型面,两个所述成型面用于分别与第一升降压切组件(3)与第二升降压切组件(4)配合在汽车内饰件上切出刀口,所述底座(1)上设有用于翻转摸具支架的翻转组件。
2.根据权利要求1所述的用于汽车内饰件对线工装的压刀升降机构,其特征在于,所述支架包括一对支柱(21),两个所述支柱(21)顶部之间连接有互相平行的第一横梁(22)和第二横梁(23),所述第一横梁(22)和第二横梁(23)沿水平方向延伸,两个所述支柱(21)接近第一横梁(22)的同一侧分别设有沿其长度方向延伸的第一导轨(24),所述第一升降压切组件(3)包括第一升降支架(31),所述第一升降支架(31)沿水平方向延伸,所述第一升降支架(31)的两端分别设有第一滑块(33),两侧所述第一滑块(33)分别滑动连接在第一导轨(24)上,所述第一升降支架(31)的底部设有第一压刀(32),所述第一横梁(22)上设有分别连接两侧第一滑块(33)的弹簧平衡器(26),所述第一升降支架(31)上设有用于抓握的把手(81)。
3.根据权利要求2所述的用于汽车内饰件对线工装的压刀升降机构,其特征在于,所述第一升降支架(31)上设有若干快夹(82),所述快夹(82)底部设有压杆,所述压杆穿过第一升降支架(31)连接在第一压刀(32)上,所述第一压刀(32)的顶部设有若干导向杆(83),所述第一升降支架(31)上设有若干与导向杆(83)配合的导向套筒,所述导向杆(83)穿过导向套筒。
4.根据权利要求2所述的用于汽车内饰件对线工装的压刀升降机构,其特征在于,所述第一滑块(33)上分别设有第一锁定气缸(34),所述第一锁定气缸(34)的活塞杆朝向第一导轨(24)设置,所述第一锁定气缸(34)的活塞杆顶部设有锁定销,所述第一导轨(24)的底部设有锁定块(27),所述锁定块(27)上设有与锁定销配合的锁定槽,所述第一升降支架(31)上设有用于控制第一锁定气缸(34)活塞杆伸缩的第一锁定按钮(35),所述第一导轨(24)的顶部和底部还分别设有限位挡板(28)。
5.根据权利要求2所述的用于汽车内饰件对线工装的压刀升降机构,其特征在于,两个所述支柱(21)接近第二横梁(23)的同一侧分别设有沿其长度方向延伸的第二导轨(25),所述第二升降压切组件(4)包括第二升降支架(41),所述第二升降支架(41)沿水平方向延伸,所述第二升降支架(41)的两端分别设有第二滑块(43),两侧所述第二滑块(43)分别滑动连接在第二导轨(25)上,所述第二升降支架(41)的底部设有第二压刀(42),所述第二横梁(23)上设有分别连接两侧第二滑块(43)的弹簧平衡器(26),所述第二升降支架(41)上设有用于抓握的把手(81)。
6.根据权利要求5所述的用于汽车内饰件对线工装的压刀升降机构,其特征在于,所述第二升降支架(41)上设有若干快夹(82),所述快夹(82)底部设有压杆,所述压杆穿过第二升降支架(41)连接在第二压刀(42)上,所述第二压刀(42)的顶部设有若干导向杆(83),所述第二升降支架(41)上设有若干与导向杆(83)配合的导向套筒,所述导向杆(83)穿过导向套筒。
7.根据权利要求5所述的用于汽车内饰件对线工装的压刀升降机构,其特征在于,所述第二滑块(43)上分别设有第二锁定气缸(44),所述第二锁定气缸(44)的活塞杆朝向第二导轨(25)设置,所述第二锁定气缸(44)的活塞杆顶部设有锁定销,所述第一导轨(24)的底部设有锁定块(27),所述锁定块(27)上设有与锁定销配合的锁定槽,所述第二升降支架(41)上设有用于控制第二锁定气缸(44)活塞杆伸缩的第二锁定按钮(45),所述第二导轨(25)的顶部和底部还分别设有限位挡板(28)。
8.根据权利要求1所述的用于汽车内饰件对线工装的压刀升降机构,其特征在于,所述模具支架包括设置在底座(1)上的一对支座(51),两侧所述支座(51)上分别转动连接有转动座(52),所述压切模具(6)的连接在两侧的转动座(52)之间,所述翻转组件包括设置在底座(1)接近第一升降压切组件(3)的一侧的翻转气缸(7),所述翻转气缸(7)的缸体转动连接在底座(1)上,所述翻转气缸(7)的活塞杆转动连接在压切模具(6)的底部。
9.根据权利要求8所述的用于汽车内饰件对线工装的压刀升降机构,其特征在于,所述底座(1)上设有若干用于支撑压切磨具的支杆(53)。
技术总结
本技术提出一种用于汽车内饰件对线工装的压刀升降机构,包括底座,底座上设有支架,支架上设有第一升降压切组件和第二升降压切组件,底座上设有用于安装压切模具的模具支架,压切模具具有两个可用的成型面,两个成型面用于分别与第一升降压切组件与第二升降压切组件配合在汽车内饰件上切出刀口,底座上设有用于翻转摸具支架的翻转组件。该机构能够在同一装置上进行多次不同的压切操作,简化了操作过程,并且便于操作,提高了生产效率。
技术研发人员:冯逍,王文青,陈轩,韩奎
受保护的技术使用者:安徽鲲鹏装备模具制造有限公司
技术研发日:20221027
技术公布日:2024/1/12
- 还没有人留言评论。精彩留言会获得点赞!