自动卸力弯管机的制作方法
本技术涉及管材加工,具体来说,涉及自动卸力弯管机。
背景技术:
1、弯管机是将管材按照一定的圆弧半径折弯的装置。通常一个弯管机折弯管材的半径取决于模具轮,模具轮的半径越大,折弯成型的半径也就越大,但是目前弯管机在通过模具轮对管材进行弯曲时,由于弯管过后,管材被模具轮的限位使得弯过后的管材,卡在模具轮内部,此时需要工人用力取下管材,不仅费时费力,且影响加工效率。
2、针对相关技术中的问题,目前尚未提出有效的解决方案。
技术实现思路
1、针对相关技术中的问题,本实用新型提出自动卸力弯管机,以克服现有相关技术所存在的上述技术问题。
2、为此,本实用新型采用的具体技术方案如下:
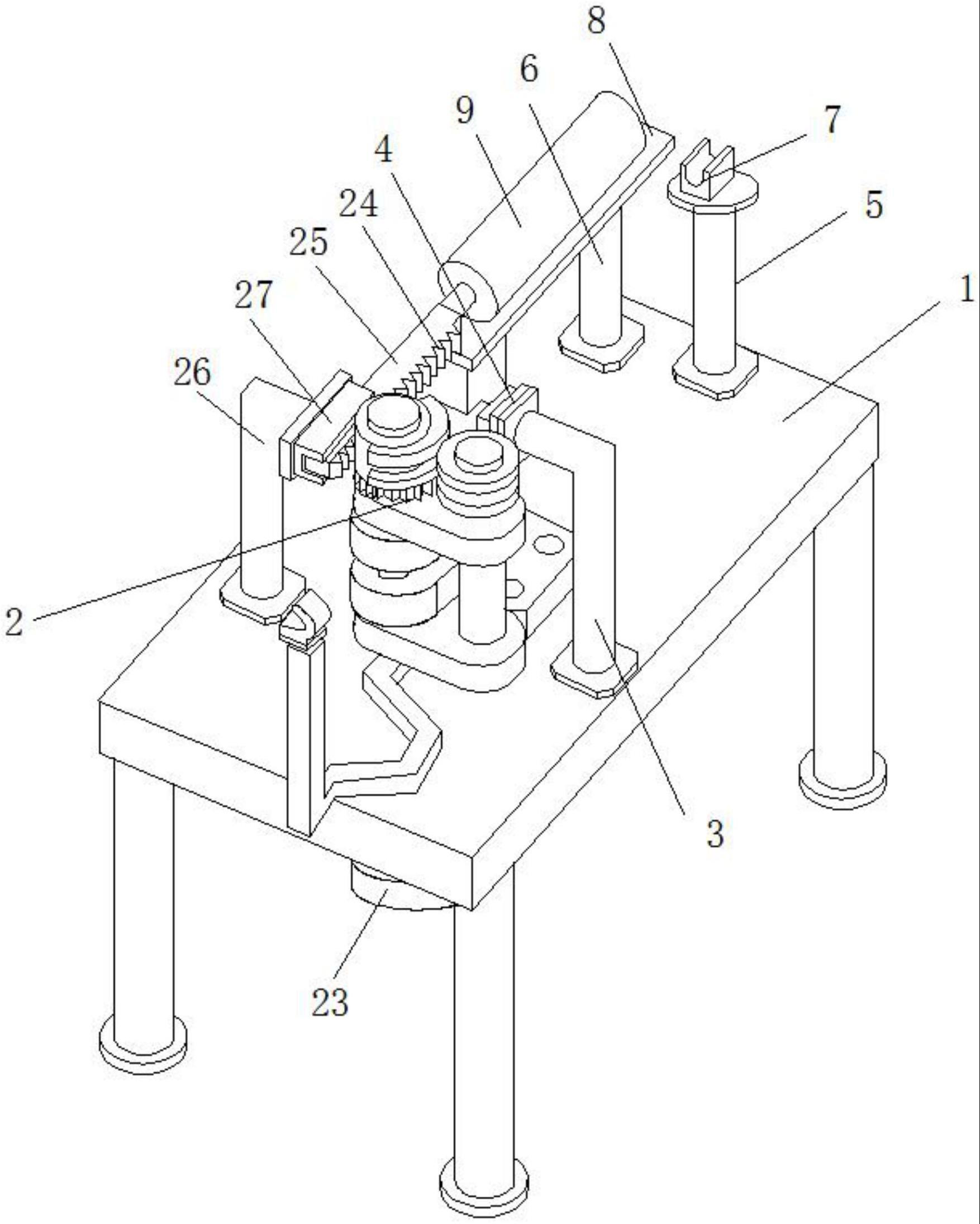
3、自动卸力弯管机,包括操作台,以及操作台上所设置的弯管机构,所述操作台右端设置有右l型支架,所述右l型支架顶端设置有侧限位槽,所述操作台前端上部设置有第一支杆和第二支杆,所述支杆上设置有限位槽,所述第二支杆顶部设置有支撑板,所述支撑板上设置有电动伸缩杆,所述弯管机构包括支座,所述支座侧壁设置有上支板和下支板,所述下支板底部通过轴承设置有下转块,所述上支板顶端通过轴承设置有上转块,且上转块前端顶部通过轴承设置有限位转轮,所述限位转轮外周围设置有半弧形轨槽,且限位转轮底端设置有齿轮,所述上转块和下转块后端之间通过连杆相连接,所述上转块后端顶部通过轴承设置有弯管转轮,且弯管转轮外周围开设有一圈轨槽,所述下转块底端固定设置有l型推杆,且l型推杆顶端设置有后限位槽。
4、作为本实用新型的进一步方案,所述操作台底端设置有电机,所述电机输出端穿过操作台与l型推杆底部固定连接,且带动l型推杆进行转动,进而带动上转块和下转块进行转动,且弯管转轮以上转块前端为圆心进行圆周转动。
5、作为本实用新型的进一步方案,所述电动伸缩杆输出端设置有齿条,且齿条后侧壁设置有滑条,所述操作台后端设置有左l型支架,所述左l型支架顶端设置有滑槽。
6、作为本实用新型的进一步方案,所述滑槽与滑条相匹配,且滑条在滑槽内部滑动。
7、作为本实用新型的进一步方案,所述齿轮与齿条相啮合,且齿条的滑动带动齿轮进行转动。
8、作为本实用新型的进一步方案,所述侧限位槽、限位槽、后限位槽的中心在同一水平轴线上,且内部设置有弯管。
9、本实用新型的有益效果为:通过管材放置在侧限位槽、限位槽、后限位槽以及半弧形轨槽和轨槽之间,通过驱动电机带动带动l型推杆进行转动,进而带动上转块和下转块进行转动,且弯管转轮以上转块前端为圆心进行圆周转动,进而通过弯管转轮对管材进行弯管,仔通过电机反转,将l型推杆进行复位,与此同时后限位槽脱离钢管解除限位,再通过启动电动伸缩杆带动齿条伸出,此时齿条带动齿轮进行转动,齿轮带动限位转轮上的半弧形轨道槽进行转动,进而使得半弧形轨道槽脱离管材进行卸力,使得管材取下方便,提高加工效率。
技术特征:
1.自动卸力弯管机,包括操作台(1),以及操作台(1)上所设置的弯管机构(2),其特征在于:所述操作台(1)右端设置有右l型支架(3),所述右l型支架(3)顶端设置有侧限位槽(4),所述操作台(1)前端上部设置有第一支杆(5)和第二支杆(6),所述支杆(5)上设置有限位槽(7),所述第二支杆(6)顶部设置有支撑板(8),所述支撑板(8)上设置有电动伸缩杆(9);
2.根据权利要求1所述的自动卸力弯管机,其特征在于:所述操作台(1)底端设置有电机(23),所述电机(23)输出端穿过操作台(1)与l型推杆(21)底部固定连接,且带动l型推杆(21)进行转动,进而带动上转块(14)和下转块(13)进行转动,且弯管转轮(19)以上转块(14)前端为圆心进行圆周转动。
3.根据权利要求1所述的自动卸力弯管机,其特征在于:所述电动伸缩杆(9)输出端设置有齿条(24),且齿条(24)后侧壁设置有滑条(25),所述操作台(1)后端设置有左l型支架(26),所述左l型支架(26)顶端设置有滑槽(27)。
4.根据权利要求3所述的自动卸力弯管机,其特征在于:所述滑槽(27)与滑条(25)相匹配,且滑条(25)在滑槽(27)内部滑动。
5.根据权利要求1所述的自动卸力弯管机,其特征在于:所述齿轮(17)与齿条(24)相啮合,且齿条(24)的滑动带动齿轮(17)进行转动。
6.根据权利要求1所述的自动卸力弯管机,其特征在于:所述侧限位槽(4)、限位槽(7)、后限位槽(22)的中心在同一水平轴线上,且内部设置有弯管(28)。
技术总结
本技术公开了自动卸力弯管机,包括操作台,以及操作台上所设置的弯管机构,所述操作台右端设置有右L型支架,所述右L型支架顶端设置有侧限位槽,通过管材放置在侧限位槽、限位槽、后限位槽以及半弧形轨槽和轨槽之间,通过驱动电机带动带动L型推杆进行转动,进而带动上转块和下转块进行转动,且弯管转轮以上转块前端为圆心进行圆周转动,进而通过弯管转轮对管材进行弯管,仔通过电机反转,将L型推杆进行复位,与此同时后限位槽脱离钢管解除限位,再通过启动电动伸缩杆带动齿条伸出,此时齿条带动齿轮进行转动,齿轮带动限位转轮上的半弧形轨道槽进行转动,进而使得半弧形轨道槽脱离管材进行卸力,使得管材取下方便,提高加工效率。
技术研发人员:王继平
受保护的技术使用者:王继平
技术研发日:20221028
技术公布日:2024/1/13
- 还没有人留言评论。精彩留言会获得点赞!