拉矫机组开卷机自动对中装置的制作方法
1.本实用新型涉及一种钢带加工用辅助工具,具体说是自动控制钢带在拉矫机组中心运行的拉矫机组开卷机自动对中装置。
背景技术:
2.在钢带加工行业内都知道,钢带在生产过程中需要经过拉矫机组进行拉矫处理。拉矫机组一般包括开卷机、拉矫机和收卷机。钢卷的开卷过程时,先将钢带与拉矫机组开卷机的浮动辊相连;然后,抽出钢带的一头穿过拉矫机组开卷机的导向辊、再进入到后道工序,转动浮动辊,同时后道工序拉动钢带即可开卷。为了保证后续的加工精度,钢带在开卷时就需要对准拉矫机组的中心,即调整浮动辊的水平位置,使钢带中心与导向辊中心重合。
3.目前,行业内采用人工对中的方式进行对中处理。即工作人员通过观察钢带与导向辊的相对位置,再凭借经验通过拉矫机组开卷机的控制器调整浮动辊的位置实现对中。这种方式为人工肉眼观察,对中精度低。而且,人工观察调整,往往需要多次调整,工作效率较低。
技术实现要素:
4.本实用新型要解决的技术问题是提供一种拉矫机组开卷机自动对中装置,采用该对中装置的精度和效率均较高。
5.为解决上述问题,提供以下技术方案:
6.本实用新型的拉矫机组开卷机自动对中装置包括拉矫机组开卷机的机架,其特点是所述拉矫机组开卷机浮动辊与导向辊间的机架底部有红外线光源,红外线光源上方的机架上有移动装置,移动装置与拉矫机组开卷机的控制器适配连接,移动装置上对称设置有两个红外线探头,红外线探头的检测口均朝向红外线光源,且红外线探头的高度均高于导向辊的高度,红外线探头均通过导线与拉矫机组开卷机的控制器相连;两个红外线探头的对称线与拉矫机组开卷机中心线重合,移动装置启动,两个红外线探头呈相向或背向运动。
7.其中,所述移动装置包括固定在机架上的支撑板,支撑板一侧有水平布置的导轨,导轨贯穿整个拉矫机组开卷机进口,导轨上有两个滑块,所述红外线探头呈一一对应状分别固定在两个滑块上;所述导轨两端的支撑板上均有转轴座,两个转轴座间有水平布置的丝杆,所述滑块上均由螺纹孔,丝杆分别贯穿两个滑块的螺纹孔,且两个滑块对应的两段丝杆的螺纹旋向相反,以便丝杆转动,两个红外线探头呈相向或背向运动;所述支撑板上有伺服电机,丝杆的一端与伺服电机的输出轴相连,伺服电机通过导线与拉矫机组开卷机的控制器相连。
8.所述滑块的中部有挡块,挡块有让位孔,丝杆贯穿该让位孔,且丝杆与让位孔呈转动状配合,两个滑块分别位于挡块两侧,且挡块两侧的丝杆的螺纹旋向相反。
9.采取以上方案,具有以下优点:
10.由于本实用新型的拉矫机组开卷机自动对中装置的红外线光源上方的机架上有
移动装置,移动装置与拉矫机组开卷机的控制器适配连接,移动装置上对称设置有两个红外线探头,红外线探头的检测口均朝向红外线光源,且红外线探头的高度均高于导向辊的高度,两个红外线探头的对称线与拉矫机组开卷机中心线重合。通过两个红外线探检测钢带的位置,然后自动控制开卷机浮动辊的位置即可实现自动对中,与背景技术中人工观察、操作相比,大大提高对中精度,缩短了对中时间,提高了对中的效率。
附图说明
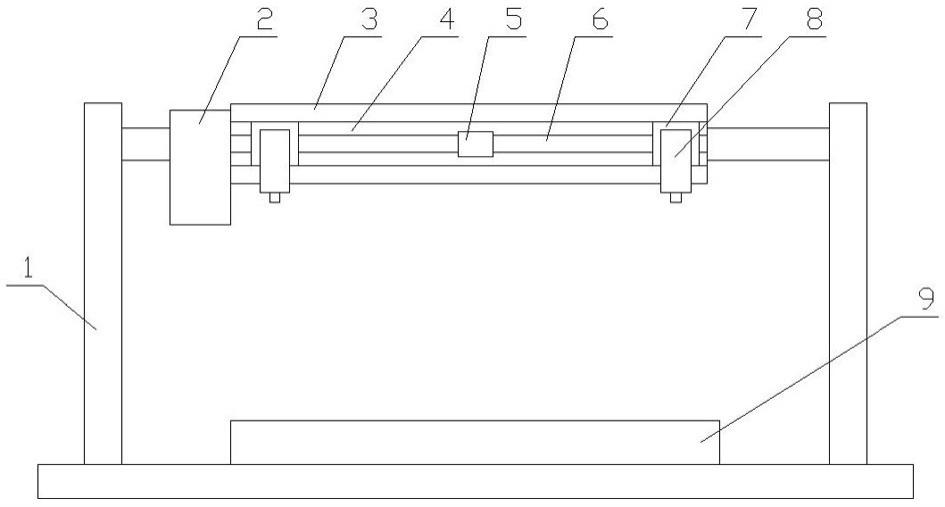
11.图1是本实用新型的拉矫机组开卷机自动对中装置的结构示意图;
12.图2是本实用新型的拉矫机组开卷机自动对中装置的工作原理图。
具体实施方式
13.以下结合附图对本实用新型做进一步详细说明。
14.如图1所示,本实用新型的拉矫机组开卷机自动对中装置包括拉矫机组开卷机的机架1,所述拉矫机组开卷机浮动辊10与导向辊12间的机架1底部有红外线光源9,红外线光源9上方的机架1上有移动装置,移动装置与拉矫机组开卷机的控制器适配连接,移动装置上对称设置有两个红外线探头8,红外线探头8的检测口均朝向红外线光源9,且红外线探头8的高度均高于导向辊12的高度,红外线探头8均通过导线与拉矫机组开卷机的控制器相连;两个红外线探头8的对称线与拉矫机组开卷机中心线重合,移动装置启动,两个红外线探头8呈相向或背向运动。
15.所述移动装置包括固定在机架1上的支撑板3,支撑板3一侧有水平布置的导轨4,导轨4贯穿整个拉矫机组开卷机进口,导轨4上有两个滑块7,所述红外线探头8呈一一对应状分别固定在两个滑块7上。所述导轨4两端的支撑板3上均有转轴座,两个转轴座间有水平布置的丝杆6,所述滑块7上均由螺纹孔,丝杆6分别贯穿两个滑块7的螺纹孔,且两个滑块7对应的两段丝杆6的螺纹旋向相反,以便丝杆6转动,两个红外线探头8呈相向或背向运动;所述支撑板3上有伺服电机2,丝杆6的一端与伺服电机2的输出轴相连,伺服电机2通过导线与拉矫机组开卷机的控制器相连。
16.为了保证精度所述滑块7的中部有挡块5,挡块5有让位孔,丝杆6贯穿该让位孔,且丝杆6与让位孔呈转动状配合,两个滑块7分别位于挡块5两侧,且挡块5两侧的丝杆6的螺纹旋向相反。
17.本实施例中,所述红外线光源9的频率为3000赫兹,属于高频,光的波长为不可见光波长的1.68-2.35倍,目的是防干扰,避开日常可见光的影响。
18.如图2所示,调整过程分三种情况:
19.第一种、钢带11的两边均伸出到两个红外线探头8之外,开卷机的控制器先控制伺服电机2正转,两个红外线探头8作同步背向运动,当其中一个两个红外线探头8检测到钢带11边缘时,控制器控制浮动辊10向远离该探头的一侧移动,同时两个红外线探头8继续作背向运动,直至钢带11两边正好被探测监测到,两个红外线探头8和浮动辊10均停止运行,完成自动对中。
20.第二种,钢带11在两探头之内,先控制伺服电机2反正,两个红外线探头8作同步同向运动,当其中一个红外线探头8探测在钢带11一边时,控制浮动辊10向控制器控制浮动辊
10向远离该探头的一侧移动,同时两个红外线探头8继续作背向运动,直至钢带11两边正好被探测监测到,两个红外线探头8和浮动辊10均停止运行,完成自动对中。
21.第三种,钢带11把其中一个红外线探头8遮盖,另一个红外线探头8位于钢带11之外,先控制浮动辊10向没被遮住的那个两个红外线探头8一侧移动,此时,如果两个红外线探头8的距离大于钢带11的宽度,则进入第二种情况,如果两个红外线探头8的距离小于钢带11的宽度,则进入第一种情况。
22.采用本实用新型的拉矫机组开卷机自动对中装置的可保证将钢带11自动开卷到机组的中心且平直无偏移,为拉矫机组版型控制提供可靠保障。同时,采用该装置不仅速度快、平直度好,而且稳定性高、调整范围广、操作方便、劳动强度低可以有效提高生产效率,且投入不大。再有,采用该装置抗干扰效果好,对中稳定性好,对中过程全自动,不需人工控制,响应速度快,对中精度高,钢带11中心偏差≦0.1mm。
技术特征:
1.拉矫机组开卷机自动对中装置,包括拉矫机组开卷机的机架(1),其特征在于所述拉矫机组开卷机浮动辊(10)与导向辊(12)间的机架(1)底部有红外线光源(9),红外线光源(9)上方的机架(1)上有移动装置,移动装置与拉矫机组开卷机的控制器适配连接,移动装置上对称设置有两个红外线探头(8),红外线探头(8)的检测口均朝向红外线光源(9),且红外线探头(8)的高度均高于导向辊(12)的高度,红外线探头(8)均通过导线与拉矫机组开卷机的控制器相连;两个红外线探头(8)的对称线与拉矫机组开卷机中心线重合,移动装置启动,两个红外线探头(8)呈相向或背向运动。2.如权利要求1所述的拉矫机组开卷机自动对中装置,其特征在于所述移动装置包括固定在机架(1)上的支撑板(3),支撑板(3)一侧有水平布置的导轨(4),导轨(4)贯穿整个拉矫机组开卷机进口,导轨(4)上有两个滑块(7),所述红外线探头(8)呈一一对应状分别固定在两个滑块(7)上;所述导轨(4)两端的支撑板(3)上均有转轴座,两个转轴座间有水平布置的丝杆(6),所述滑块(7)上均由螺纹孔,丝杆(6)分别贯穿两个滑块(7)的螺纹孔,且两个滑块(7)对应的两段丝杆(6)的螺纹旋向相反,以便丝杆(6)转动,两个红外线探头(8)呈相向或背向运动;所述支撑板(3)上有伺服电机(2),丝杆(6)的一端与伺服电机(2)的输出轴相连,伺服电机(2)通过导线与拉矫机组开卷机的控制器相连。3.如权利要求2所述的拉矫机组开卷机自动对中装置,其特征在于所述滑块(7)的中部有挡块(5),挡块(5)有让位孔,丝杆(6)贯穿该让位孔,且丝杆(6)与让位孔呈转动状配合,两个滑块(7)分别位于挡块(5)两侧,且挡块(5)两侧的丝杆(6)的螺纹旋向相反。
技术总结
本实用新型涉及一种钢带加工用辅助工具,具体是拉矫机组开卷机自动对中装置。它包括拉矫机组开卷机的机架,其特点是所述拉矫机组开卷机浮动辊与导向辊间的机架底部有红外线光源,红外线光源上方的机架上有移动装置,移动装置与拉矫机组开卷机的控制器适配连接,移动装置上对称设置有两个红外线探头,红外线探头的检测口均朝向红外线光源,且红外线探头的高度均高于导向辊的高度,红外线探头均通过导线与拉矫机组开卷机的控制器相连;两个红外线探头的对称线与拉矫机组开卷机中心线重合,移动装置启动,两个红外线探头呈相向或背向运动。采用该对中装置的精度和效率均较高。采用该对中装置的精度和效率均较高。采用该对中装置的精度和效率均较高。
技术研发人员:余叙斌 吴春波 栾久成 汤福朋
受保护的技术使用者:无锡华生精密材料股份有限公司
技术研发日:2022.10.31
技术公布日:2023/1/31
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1