热压设备的制作方法
1.本实用新型涉及生产制造领域,特别是涉及一种热压设备。
背景技术:
2.现有技术中,热压头是固定于平台上,例如以强磁物件吸附热压头,调整热压头的间距或拆除、更换热压头需要耗费相当多的时间,不利于生产。
3.此外,热压设备在长时间运作下,料带或热压头可能发生偏移的情况,传统以调整热压头位置或以尺寸较大热压头以处理上开问题,然而,仍会遭遇花费更多的工时于调整热压头位置或是更换热压头。
技术实现要素:
4.本实用新型所要解决的技术问题在于,针对现有技术的不足提供一种便利使用的热压设备。
5.为了解决上述的技术问题,本实用新型所采用的其中一技术方案是提供一种热压设备,包括第一热压单元及第二热压单元。
6.第一热压单元包括第一热压平台、第一前后向滑移部、第一滑动部、第一水平向滑移部以及多个第一热压模组。第一前后向滑移部设置于第一热压平台,第一前后向滑移部具有第一滑槽。第一滑动部嵌合于第一滑槽,第一滑动部可相对第一前后向滑移部滑动。第一水平向滑移部连接于第一滑动部,第一水平向滑移部包括第一移动槽,第一移动槽沿水平方向延伸。多个第一热压模组设置于第一水平向滑移部上,每一第一热压模组包括第一移动部、第一致动器、第一加热器及第一热压头,每一第一移动部对接于第一移动槽,且可相对于第一移动槽移动。第一加热器对第一热压头加热,第一致动器分别连接第一移动部及第一热压头,第一致动器驱动第一热压头向下移动以热压待压物件。
7.第二热压单元位于第一热压单元的下方,第二热压单元包括第二热压平台、第二前后向滑移部、第二滑动部、第二水平向滑移部以及多个第二热压模组。第二前后向滑移部设置于第二热压平台,第二前后向滑移部具有第二滑槽。第二滑动部嵌合于第二滑槽,第二滑动部可相对第二前后向滑移部滑动。第二水平向滑移部连接于第二滑动部,第二水平向滑移部包括一第二移动槽,第二移动槽沿水平方向延伸。多个第二热压模组设置于第二水平滑移部上,每一第二热压模组包括第二移动部、第二致动器、第二加热器及第二热压头,每一第二移动部对接于第二移动槽,且可相对于第二移动槽移动。第二加热器对第二热压头加热,第二致动器分别连接第二移动部及第二热压头,第二致动器驱动第二热压头向上移动以热压待压物件。
8.在一可行的实施例中,热压设备还包括加工料带,位于所述第一热压单元及所述第二热压单元之间,所述待压物件位于加工料带上,所述第一热压头热压所述待压物件的顶部,所述第二热压头透过所述加工料带热压所述待压物件的底部。
9.在一可行的实施例中,热压设备还包括第一致动模组及第二致动模组,第一致动
模组连接并驱动第一热压平台以使第一热压平台沿一前后方向及水平方向移动。第二致动模组连接并驱动第二热压平台以使第二热压平台沿前后方向及水平方向移动。
10.在一可行的实施例中,第一热压模组还包括第一弹性件,二端分别连接第一致动器及第一热压头,第一弹性件在常态下具有推抵第一热压头上移的弹力。第二热压模组还包括第二弹性件,分别连接第二致动器及第二热压头,第二弹性件在常态下具有推抵第二热压头下移的弹力。
11.在一可行的实施例中,热压设备还包括定位元件,具有多个定位孔,多个定位孔沿水平方向排列分布,相邻二者之间具有预设间距。定位元件用以套设多个第一热压模组,以使相邻的第一热压头之间的间距与预设间距相同。定位元件或套设多个第二热压模组,以使相邻的第二热压头之间的间距与预设间距相同。
12.在一可行的实施例中,第一热压模组还包括调整部,用以调整第一热压头于铅垂方向上的热压位置。
13.在一可行的实施例中,第一热压头及第二热压头的表面设置有一抗沾黏层。
14.在一可行的实施例中,热压设备还包括加工料带、致动单元及校正单元。加工料带位于第一热压单元及第二热压单元之间,待压物件位于加工料带上,第一热压头热压待压物件的顶部,第二热压头透过加工料带热压待压物件的底部。致动单元包括第一致动模组及第二致动模组,第一致动模组连接并驱动第一热压平台以使第一热压平台沿前后方向及水平方向移动。第二致动模组连接并驱动第二热压平台以使第二热压平台沿前后方向及水平方向移动。校正单元包括处理模组、进料影像模组以及出料影像模组,处理模组电性连接第一致动模组、第二致动模组、进料影像模组及出料影像模组,进料影像模组位于加工料带的进料侧,出料影像模组位于加工料带的出料侧。其中,当加工料带的移动方向与水平方向不一致时,进料影像模组撷取加工料带的进料影像,并传送至处理模组,出料影像模组撷取加工料带的出料影像,并传送至处理模组,处理模组比对进料影像及出料影像,经计算取得偏移资讯,依据偏移资讯,处理模组对应传送一第一移动讯号至第一致动模组,及对应传送一第二移动讯号至第二致动模组,以驱动第一热压平台及第二热压平台移动,使第一热压头及第二热压头移动至对应于待压物件的热压位置。
15.本实用新型一实施例的有益效果在于,本实用新型所提供的一种热压设备,其能通过“第一热压模组透过第一移动部可相对于第一移动槽移动”以及“第二热压模组透过第二移动部可相对于第二移动槽移动”的技术方案,可快速调整相邻第一热压头(第二热压头)的间距,以符合制程需求,节省工时。另一有益效果在于,本实用新型所提供的一种热压设备,其能通过“定位元件套设多个第一热压模组”以及“定位元件套设多个第二热压模组”的技术方案,更能快速调整相邻第一热压头(第二热压头)的间距,节省工时。
16.本实用新型一实施例的有益效果在于,本实用新型所提供的一种热压设备,其能通过“第一热压模组还包括第一弹性件”、“第二热压模组还包括第二弹性件”以及“第一热压模组还包括调整部”的技术方案,可以调节热压头下压的深度及压力,减少下压的冲力,保护待压物件。
17.本实用新型一实施例的有益效果在于,本实用新型所提供的一种热压设备,其能通过“校正单元的进料影像模组及出料影像模组,分别取得加工料带的进料影像及出料影像”以及“处理模组比对进料影像及出料影像,经计算取得偏移资讯,进一步命令致动单元
驱动第一热压平台及第二热压平台,使第一热压头及第二热压头移动至热压位置”的技术方案,达到补偿加工料带的偏移量,使第一热压头及第二热压头正确热压在待压物件上。
附图说明
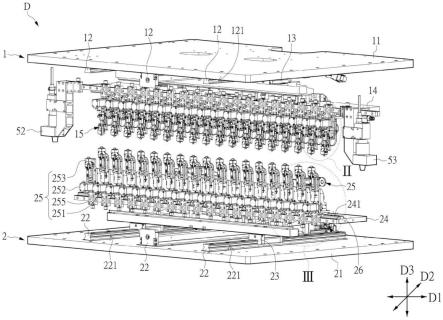
18.图1为本实用新型热压设备一实施例的外观示意图。
19.图2为本实用新型第一热压单元一实施例的局部示意图。
20.图3为本实用新型第二热压单元一实施例的局部示意图。
21.图4为本实用新型第一热压头一实施例的使用示意图。
22.图5a至图5b,分别为本实用新型定位元件一实施例的俯视图。
23.图6为本实用新型热压设备一实施例的使用状态示意图。
24.图7为本实用新型热压设备一实施例的架构示意图。
25.图8为本实用新型加工料带的移动方向与水平方向一实施例的关系示意图。
26.图9为本实用新型加工料带偏移的校正方法一实施例的步骤流程图。
27.图10为图9所示实施例的步骤流程图。
具体实施方式
28.以下是通过特定的具体实施例来说明本实用新型所公开有关“热压设备”的实施方式,本领域技术人员可由本说明书所公开的内容了解本实用新型的优点与效果。本实用新型可通过其他不同的具体实施例加以实行或应用,本说明书中的各项细节也可基于不同观点与应用,在不背离本实用新型的构思下进行各种修改与变更。另外,需事先声明的是,本实用新型的图式仅为简单示意说明,并非依实际尺寸的描绘。以下的实施方式将进一步详细说明本实用新型的相关技术内容,但所公开的内容并非用以限制本实用新型的保护范围。另外,本文中所使用的术语“或”,应视实际情况可能包括相关联的列出项目中的任一个或者多个的组合。
29.如图1至图4所示,图1为本实用新型热压设备d一实施例的外观示意图。图2为本实用新型第一热压单元1一实施例的局部示意图。图3为本实用新型第二热压单元2一实施例的局部示意图。图4为本实用新型第一热压头153一实施例的使用示意图。
30.热压设备d包括第一热压单元1及第二热压单元2,依据此实施例,第一热压单元1及第二热压单元2概呈一镜像对称,然而本实用新型并不限于此。第一热压单元1包括第一热压平台11、第一前后向滑移部12、第一滑动部13、第一水平向滑移部14以及多个第一热压模组15。第一前后向滑移部12设置于第一热压平台11,第一前后向滑移部12具有第一滑槽121。第一滑动部13嵌合于第一滑槽121,第一滑动部13可相对于第一前后向滑移部12滑动。第一水平向滑移部14连接第一滑动部13,第一水平向滑移部14包括第一移动槽141,第一移动槽141沿水平方向d1延伸。多个第一热压模组15设置于第一水平向滑移部14上,每一第一热压模组15包括第一移动部151、第一致动器152、第一加热器(图未示出)及第一热压头153(见图2),每一第一移动部151对接于第一移动槽141,且可相对于第一移动槽141移动。第一加热器对第一热压头153加热,第一致动器152分别连接第一移动部151及第一热压头153,第一致动器152驱动第一热压头153向下移动以热压待压物件6(见图6)。
31.第二热压单元2位于第一热压单元1的下方,第二热压单元2包括第二热压平台21、
第二前后向滑移部22、第二滑动部23、第二水平向滑移部24以及多个第二热压模组25。第二前后向滑移部22设置于第二热压平台21,第二前后向滑移部22具有第二滑槽221。第二滑动部23嵌合于第二滑槽221。第二水平向滑移部24连接第二滑动部23,第二水平向滑移部24包括第二移动槽241,第二移动槽241沿水平方向d1延伸。多个第二热压模组25设置于第二水平向滑移部24上,每一第二热压模组25包括第二移动部251、第二致动器252、第二加热器(图未示出)及第二热压头253(见图3),每一第二移动部251对接于第二移动槽241,且可相对于第二移动槽241移动。第二加热器对第二热压头253加热,第二致动器252分别连接第二移动部251及第二热压头253,第二致动器252驱动第二热压头253向上移动以热压待压物件6(见图6)。
32.依据图1至图3所示的实施例,第一水平向滑移部14还包括第一定位槽16,第一热压模组15还包括第一夹持件155,第一夹持件155分别连接第一移动部151及第一致动器152,且可移动地夹持第一定位槽16,依据此实施例,第一夹持件155为钳制器,但本实用新型并不限于此,第一夹持件155的功用在于当第一热压模组15于水平方向d1上移动或固定时,如遭遇震动或其他因素,可固定第一热压模组15于前后方向d2上不发生偏移或掉落出第一水平向滑移部14的情况,具有定位第一热压模组15(第一热压头153)的功效。如图3所示,第二水平向滑移部24还包括第二定位槽26,第二热压模组25还包括第二夹持件255,第二夹持件255分别连接第二移动部251及第二致动器252,且可移动地夹持第二定位槽26,依据此实施例,第二夹持件255为钳制器,但本实用新型并不限于此,第二夹持件255的功用在于当第二热压模组25于水平方向d1上移动或固定时,如遭遇震动或其他因素,可固定第二热压模组25于前后方向d2上不发生偏移或掉落出第二水平向滑移部24的情况,第二夹持件255具有定位第二热压模组25(第二热压头253)的功效。在一些实施例中,采用螺丝(图未绘示)等元件栓锁第一夹持件155及第二夹持件255,使其分别夹紧在第一定位槽16上及第二定位槽26上。
33.所述的第一致动器152及所述的第二致动器252可以是但不限于马达。如图2及图4所示,依据该等实施例,第一热压模组15还包括调整部154,调整部154用以调整第一热压头153于铅垂方向d3上的热压位置,如此,可确保第一热压头153下压的深度,确保多个受压待压物件6热压后的良率,解决各第一热压头153下压深度不均匀的问题。依据一些实施例,调整部154可以但不限于机械支架,依据一些实施例,调整部154为第一热压头153上的一种螺母结构,透过螺纹调节下压的深度。依据一些实施例,第二热压模组25亦有类似或相同的调整结构。
34.另依据一些实施例,第一热压模组15还包括第一弹性件(图未示出),二端分别连接第一致动器152及第一热压头153,第一弹性件在常态下具有推抵第一热压头153上移的弹力。第二热压模组25还包括第二弹性件(图未示出),二端分别连接第二致动器252及第二热压头253,第二弹性件在常态下具有推抵第二热压头253下移的弹力。透过第一弹性件以及第二弹性件,可以缓冲第一热压头153及第二热压头253热压待压物件6的力量,保护待压物件6。依据一些实施例,第二热压模组25亦有类似或相同的弹性缓冲结构。
35.如图5a至图5b所示,分别为本实用新型定位元件4一实施例的俯视图。依据该等实施例,热压设备d还包括定位元件4,定位元件4具有多个定位孔41,多个定位孔41沿水平方向d1排列分布,相邻二者之间具有预设间距h。定位元件4用以套设多个第一热压模组15,以
使相邻的第一热压头153之间的间距与预设间距h相同。定位元件4或套设多个第二热压模组25,以使相邻的第二热压头253之间的间距与预设间距h相同。由于第一热压模组15可与第一移动槽141相对移动,第二热压模组25可与第二移动槽241相对移动,透过定位元件4套设多个第一热压模组15或多个第二热压模组25,在定位元件4与第一热压模组15(或第二热压模组25)分离后,相邻的第一热压模组15的距离即与预设间距h相同,如此,可针对不同的需求(尺寸)的待压物件6,迅速的设定相邻第一热压头153及相邻第二热压头253的间距。
36.如图6所示,为本实用新型热压设备d一实施例的使用状态示意图。热压设备d还包括加工料带7,加工料带7位于第一热压单元1及第二热压单元2之间,待压物件6位于加工料带7上,第一热压头153热压待压物件6的顶部61,第二热压头253透过加工料带7热压待压物件6的底部62。依据一些实施例,加工料带7为一种可挠性电路板。待压物件6例如但不限于天线结构,依据一些实施例,待压物件6为被动元件或半导体晶片。依据一些实施例,可挠性电路板上置放导电胶(如acp异方性导电胶)或导电膜(如acf异方性导电膜),再将待压物件6置放于导电胶或导电膜上,透过第一热压头153及第二热压头253对待压物件6及加工料带7热压后,完成待压物件6与加工料带7电性连接的工序。在一些实施例中,第一热压头153及第二热压头253采用导热性良好的金属制成,例如钢或铜。依据一些实施例,由于制程需求,待压物件6上设有导电胶或其他黏胶层,为防止热压过程时,该等黏胶沾黏至第一热压头153或第二热压头253,第一热压头153及第二热压头253至少一者的表面上设置有抗沾黏层。
37.依据一实施例,热压设备d还包括致动单元3(见图7),所述致动单元3包括第一致动模组31及第二致动模组32,第一致动模组31连接并驱动第一热压平台11以使第一热压平台11沿前后方向d2及水平方向d1移动。第二致动模组32连接并驱动第二热压平台21以使第二热压平台21沿前后方向d2及水平方向d1移动。依据一些实施例,第一致动模组31及第二致动模组32可以但不限于马达。
38.如图1、图7和图8所示,图7为本实用新型热压设备d一实施例的架构示意图。图8为本实用新型加工料带7的移动方向d4与水平方向d1一实施例的关系示意图。依据此实施例,热压设备d可校正加工料带7偏移的状况。热压设备d包括加工料带7、致动单元3及校正单元5。加工料带7位于第一热压单元1及第二热压单元2之间(见图6),待压物件6位于加工料带7上,第一热压头153热压待压物件6的顶部61,第二热压头253透过加工料带7热压待压物件6的底部62。致动单元3包括第一致动模组31及第二致动模组32,第一致动模组31连接并驱动第一热压平台11以使第一热压平台11沿前后方向d2及水平方向d1移动。第二致动模组32连接并驱动第二热压平台21以使第二热压平台21沿前后方向d2及水平方向d1移动。校正单元5包括处理模组51、进料影像模组52以及出料影像模组53,处理模组51电性连接第一致动模组31、第二致动模组32、进料影像模组52及出料影像模组53,进料影像模组52位于加工料带7的进料侧,出料影像模组53位于加工料带7的出料侧。其中,当加工料带7的移动方向d4与水平方向d1(即指使用者预设加工料带7于生产中应移动的方向)不一致时(如图8所示,移动方向d4与水平方向d1具有偏移角度θ),进料影像模组52撷取加工料带7的进料影像,并传送至处理模组51,出料影像模组53撷取加工料带7的出料影像,并传送至处理模组51,处理模组51比对进料影像及出料影像,经计算取得偏移资讯,依据偏移资讯,处理模组51对应传送第一移动讯号至第一致动模组31,及对应传送一第二移动讯号至第二致动模组32,以驱
动第一热压平台11及第二热压平台21移动,使第一热压头153及第二热压头253移动至对应于待压物件6的热压位置。
39.所述处理模组51可以但不限于电脑。所述第一致动模组31及所述第二致动模组32可以但不限于马达。所述进料影像模组52及所述出料影像模组53可以但不限于包括电荷耦合器件(charge coupled device,ccd)的镜头。依据图7所示实施例,处理模组51判别加工料带7的移动方向d4与水平方向d1(预设的输送方向)是否发生偏差,经计算后取得偏移资讯。电脑并且依据偏移资讯,对应传送第一移动讯号至第一致动模组31,传送第二移动讯号至第二致动模组32,以驱动第一热压平台11及第二热压平台21移动,使第一热压头153及第二热压头253补偿加工料带7的偏移量,移动至近接(或相当于)待压物件6的中心(即所述的热压位置)进行热压,以解决加工料带7发生偏移致使第一热压头153及第二热压头253未正确热压在待压物件6上的问题。
40.如图9和图10所示,图9为本实用新型加工料带7偏移的校正方法200一实施例的步骤流程图。图10为图9所示实施例的步骤流程图。加工料带7偏移的校正方法200包括步骤s1:设置热压设备d,对一加工料带7进行热压。步骤s2:设置致动单元3,分别驱动第一热压平台11及第二热压平台21沿前后方向d2以及水平方向d1移动。步骤s3:设置校正单元5,校正单元5包括处理模组51、进料影像模组52及出料影像模组53,校正单元5连接致动单元3,进料影像模组52位于加工料带7的进料侧,出料影像模组53位于加工料带7的出料侧。其中,当加工料带7的移动方向d4与水平方向d1不一致时,步骤s31:进料影像模组52撷取加工料带7的进料影像,并传送至处理模组51。步骤s32:出料影像模组53撷取加工料带7的出料影像,并传送至处理模组51。步骤s33:处理模组51比对进料影像及出料影像,经计算取得偏移资讯。步骤s34:依据偏移资讯,处理模组51对应传送移动讯号至致动单元3,以驱动第一热压平台11及第二热压平台21移动,使第一热压头153及第二热压头253移动至对应待压物件6的热压位置。
41.诚如上述,处理模组51可以是但不限于电脑,处理模组51判别加工料带7的移动方向d4与水平方向d1(预设的输送方向)是否发生偏差,经计算后取得偏移资讯。处理模组51并且依据偏移资讯,对应传送移动讯号至致动单元3以驱动第一热压平台11及第二热压平台21移动,使第一热压头153及第二热压头253补偿加工料带7的偏移量,移动至近接(或相当于)待压物件6的中心(即所述的热压位置)进行热压,以解决前述加工料带7发生偏移的问题。
42.如图9所示,进一步的说明如何取得偏移资讯,包括步骤s331:取得加工料带7的偏移角度θ(见图8)。步骤s332:将该偏移角度θ转换为斜率。步骤s333:依据斜率计算出第一热压平台11应于前后方向d2及水平方向上的位移量,以及第二热压平台21应于前后方向d2及水平方向上的位移量。如此,可精准的驱使第一热压平台11及第二热压平台21分别带动第一热压头153及第二热压头253移动至待压物件6的中心处进行热压。
43.实施例的有益效果
44.本实用新型一实施例的有益效果在于,本实用新型所提供的一种热压设备d,其能通过“第一热压模组15透过第一移动部151可相对于第一移动槽141移动”以及“第二热压模组25透过第二移动部251可相对于第二移动槽241移动”的技术方案,可快速调整相邻第一热压头153(第二热压头253)的间距,以符合制程需求,节省工时。另一有益效果在于,本实
用新型所提供的一种热压设备d,其能通过“定位元件4套设多个第一热压模组15”以及“定位元件4套设多个第二热压模组25”的技术方案,更能快速调整相邻第一热压头153(第二热压头253)的间距,节省工时。
45.本实用新型一实施例的有益效果在于,本实用新型所提供的一种热压设备d,其能通过“第一热压模组15还包括第一弹性件”、“第二热压模组25还包括第二弹性件”以及“第一热压模组15还包括调整部154”的技术方案,可以调节热压头下压的深度及压力,减少下压的冲力,保护待压物件6。
46.本实用新型一实施例的有益效果在于,本实用新型所提供的一种热压设备d,其能通过“校正单元5的进料影像模组52及出料影像模组53,分别取得加工料带7的进料影像及出料影像”以及“处理模组51比对进料影像及出料影像,经计算取得偏移资讯,进一步命令致动单元3驱动第一热压平台11及第二热压平台21,使第一热压头153及第二热压头253移动至热压位置”的技术方案,达到补偿加工料带7的偏移量,使第一热压头153及第二热压头253正确热压在待压物件6上。
47.本实用新型一实施例的有益效果在于,本实用新型所提供的一种加工料带7偏移的校正方法200,其能通过“设置校正单元5的进料影像模组52及出料影像模组53,分别取得加工料带7的进料影像及出料影像”以及“设置处理模组51,使其比对进料影像及出料影像,经计算取得偏移资讯,进一步命令致动单元3驱动第一热压平台11及第二热压平台21,使第一热压头153及第二热压头253移动至热压位置”的技术方案,达到补偿加工料带7的偏移量,使第一热压头153及第二热压头253正确热压在待压物件6上。
48.以上所公开的内容仅为本实用新型的优选可行实施例,并非因此局限本实用新型的申请专利范围,所以凡是运用本实用新型说明书及附图内容所做的等效技术变化,均包含于本实用新型的申请专利范围内。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1