一种用于钻井装置卡钳的焊接工装的制作方法
1.本实用新型涉及机械领域,尤其涉及焊接工装,特别是一种用于钻井装置卡钳的焊接工装。
背景技术:
2.随着油气勘探开发程度的不断深入,勘探开发领域正逐渐转向深层、特深层、复杂地层、深海极地和非常规油气藏,对钻井装置中的卡钳提出了更高要求。在卡钳的拼装焊接过程中,卡钳的焊接工装必不可少,现有技术中的卡钳焊接工装通过分件定位保证尺寸,但是存在很多缺陷和不足,比如内开裆尺寸无法保证,导致焊接定位没有标准,空间尺寸无法检验,严重影响后续零件加工以及零件尺寸的准确性。
技术实现要素:
3.本实用新型的目的在于提供一种用于钻井装置卡钳的焊接工装,所述的这种用于钻井装置卡钳的焊接工装要解决现有技术中的卡钳焊接工装导致零件内开裆尺寸无法保证,导致焊接定位没有标准,空间尺寸无法检验的技术问题。
4.本实用新型的一种用于钻井装置卡钳的焊接工装,包括一个底座,底座上的左端的前后两侧分别设置有一个第一定位装置和第二定位装置,第一定位装置与第二定位装置前后对称设置,第一定位装置包括一个第一支撑座,第一支撑座固定设置在底座上,第一支撑座上固定设置有一个第一套筒,第一套筒的轴向平行于底座的前后方向,第一套筒的前端面中设置有一个第一螺纹孔,第一螺纹孔中设置有一个第一螺杆,第一螺杆前端连接有一个第一驱动装置,第一螺杆的后端穿过第一螺纹孔后连接有一个第一定位轴,第一定位轴同轴设置在第一套筒中,第一定位轴的后端向第一套筒的后侧延伸,
5.所述的底座上的右端的前后两侧分别设置有一个第三定位装置和第四定位装置,第三定位装置与第四定位装置前后对称设置,第三定位装置包括一个第二支撑座,第二支撑座固定设置在底座上,第二支撑座上固定设置有一个第二套筒,第二套筒的轴向平行于底座的前后方向,第二套筒的前端面中设置有一个第二螺纹孔,第二螺纹孔中设置有一个第二螺杆,第二螺杆前端连接有一个第二驱动装置,第二螺杆的后端穿过第二螺纹孔后连接有一个第二定位轴,第二定位轴同轴设置在第二套筒中,第二定位轴的后端向第二套筒的后侧延伸,
6.所述的底座上的中部设置有一个等高块、两个第一支撑杆和两个第二支撑杆,两个第一支撑杆分别设置在等高块的右后侧和右前侧,两个第二支撑杆分别设置在两个第一支撑杆的右侧,两个第二支撑杆前后对称设置,两个第一支撑杆上均各自设置有一个第一顶撑块,两个第一顶撑块前后对称设置,两个第二支撑杆的顶部均各自设置有一个第二顶撑块,两个第二顶撑块前后对称设置。
7.进一步的,所述的第一驱动装置和第二驱动装置均为一个手轮。
8.进一步的,所述的第一支撑座和第二支撑座均由工字钢构成。
9.进一步的,所述的第一定位轴的直径大于第二定位轴的直径。
10.本实用新型与现有技术相比,其效果是积极和明显的。本卡钳焊接工装通过在底座上设置第一支撑座、第一套筒、第一顶撑块、第二顶撑块、等高块等,使得在焊接拼装过程中有效避免了卡钳零件前后定位尺寸无法保证的问题,并且利用第一定位轴、第一螺杆和手轮进行零件定位尺寸的调节,在拼装过程中可以将零件快速定位和固定,很大程度上缩短了焊接拼装的工作时间,有效的提高了工作效率和尺寸准确率,保证卡钳零件内开裆尺寸,检验卡钳零件空间尺寸更为方便,避免了在拼装过程中零件的距离的调节以及零件拼装点焊后取出零件的问题,并且本焊接工装拼装后拆卸方便。
附图说明
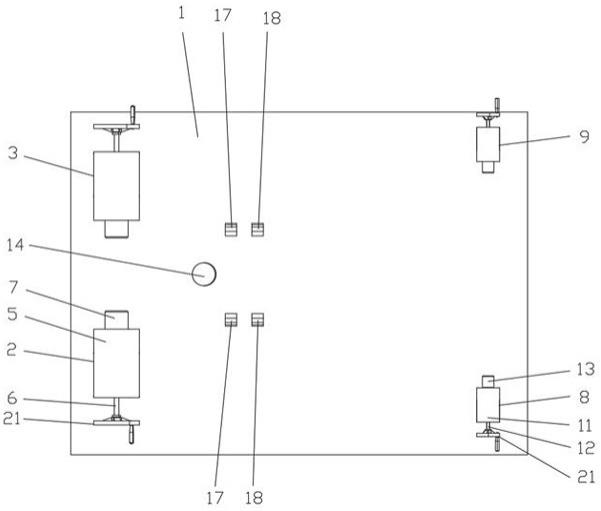
11.图1为本实用新型的一种用于钻井装置卡钳的焊接工装的俯视示意图。
12.图2为本实用新型的一种用于钻井装置卡钳的焊接工装的正视示意图。
13.图3为本实用新型的一种用于钻井装置卡钳的焊接工装的使用状态俯视示意图。
14.图4为本实用新型的一种用于钻井装置卡钳的焊接工装的使用状态正视示意图。
15.图5为本实用新型的一种用于钻井装置卡钳的焊接工装中的第一顶撑块示意图。
具体实施方式
16.以下结合附图和实施例对本实用新型作进一步描述,但本实用新型并不限制于本实施例,凡是采用本实用新型的相似结构及其相似变化,均应列入本实用新型的保护范围。本实用新型中的上、下、前、后、左、右等方向的使用仅为了描述方便,并非对本实用新型的技术方案的限制。
17.如图1-图5所示,本实用新型的一种用于钻井装置卡钳的焊接工装,包括一个底座1,底座1上的左端的前后两侧分别设置有一个第一定位装置2和第二定位装置3,第一定位装置2与第二定位装置3前后对称设置,第一定位装置2包括一个第一支撑座4,第一支撑座4固定设置在底座1上,第一支撑座4上固定设置有一个第一套筒5,第一套筒5的轴向平行于底座1的前后方向,第一套筒5的前端面中设置有一个第一螺纹孔,第一螺纹孔中设置有一个第一螺杆6,第一螺杆6前端连接有一个第一驱动装置,第一螺杆6的后端穿过第一螺纹孔后连接有一个第一定位轴7,第一定位轴7同轴设置在第一套筒5中,第一定位轴7的后端向第一套筒5的后侧延伸,
18.所述的底座1上的右端的前后两侧分别设置有一个第三定位装置8和第四定位装置9,第三定位装置8与第四定位装置9前后对称设置,第三定位装置8包括一个第二支撑座10,第二支撑座10固定设置在底座1上,第二支撑座10上固定设置有一个第二套筒11,第二套筒11的轴向平行于底座1的前后方向,第二套筒11的前端面中设置有一个第二螺纹孔,第二螺纹孔中设置有一个第二螺杆12,第二螺杆12前端连接有一个第二驱动装置,第二螺杆12的后端穿过第二螺纹孔后连接有一个第二定位轴13,第二定位轴13同轴设置在第二套筒11中,第二定位轴13的后端向第二套筒11的后侧延伸,
19.所述的底座1上的中部设置有一个等高块14、两个第一支撑杆15和两个第二支撑杆16,两个第一支撑杆15分别设置在等高块14的右后侧和右前侧,两个第二支撑杆16分别设置在两个第一支撑杆15的右侧,两个第二支撑杆16前后对称设置,两个第一支撑杆15上
均各自设置有一个第一顶撑块17,两个第一顶撑块17前后对称设置,两个第二支撑杆16的顶部均各自设置有一个第二顶撑块18,两个第二顶撑块18前后对称设置。
20.进一步的,所述的第一驱动装置和第二驱动装置均为一个手轮21。
21.进一步的,所述的第一支撑座4和第二支撑座10均由工字钢构成。
22.进一步的,所述的第一定位轴7的直径大于第二定位轴13的直径。
23.具体的,本实施例中的第一支撑座4、第一套筒5、第一螺杆6、第一驱动装置、第一定位轴7、等高块14、第一支撑杆15、第一顶撑块17等均采用现有技术中的公知方案,本领域技术人员均已了解,在此不再赘述。第一螺杆6采用m20螺杆,第二螺杆12采用m12螺杆。
24.本实施例的工作原理:将卡钳零件19放置在焊接工装的底座1上,利用两个第一定位轴7和两个第二定位轴13将卡钳零件19的两侧定位,第一顶撑块17、第二顶撑块18和等高块14将卡钳零件19侧板和底板支撑固定,使卡钳高度固定,利用两侧的手轮21可调节第一定位轴7和第二定位轴13的位置进而将卡钳定位、固定,使卡钳拼装焊接的距离满足要求。
25.本卡钳焊接工装通过在底座1上设置第一支撑座4、第一套筒5、第一顶撑块17、第二顶撑块18、等高块14等,使得在焊接拼装过程中有效避免了卡钳零件19前后定位尺寸无法保证的问题,并且利用第一定位轴7、第一螺杆6和手轮21进行零件定位尺寸的调节,在拼装过程中可以将零件快速定位和固定,很大程度上缩短了焊接拼装的工作时间,有效的提高了工作效率和尺寸准确率,保证卡钳零件内开裆尺寸,检验卡钳零件空间尺寸更为方便,避免了在拼装过程中零件的距离的调节以及零件拼装点焊后取出零件的问题,并且本焊接工装拼装后拆卸方便。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1