一种小尺寸电池片批量自动焊接机的制作方法
本技术涉及一种自动焊接机,尤其涉及一种小尺寸电池片批量自动焊接机。
背景技术:
1、电池片一般分为单晶硅、多晶硅和非晶硅。单晶硅太阳能电池是当前开发得最快的一种太阳能电池,它的构造和生产工艺已定型,产品已广泛用于空间和地面。电池片的广泛应用需要电池片的加工设备更加高效,小尺寸电池片自动焊接设备可以快速的对电池片进行焊接。
2、现有的电池片焊接设备由多个设备协调合作,全套体积太大,需要相当的空余放置,焊接的过程冗杂,并且在焊接过后经常会存留一些焊渣,如果不及时清理可能会将之后需要加工的电池片刮花导致电池片报废。
技术实现思路
1、为了克服现有电池片焊接设备体积过大、焊接过程冗杂、焊接过后存留焊渣的缺点,要解决的技术问题:提供一种不占用太大空间、焊接过后不留焊渣的小尺寸电池片批量自动焊接机。
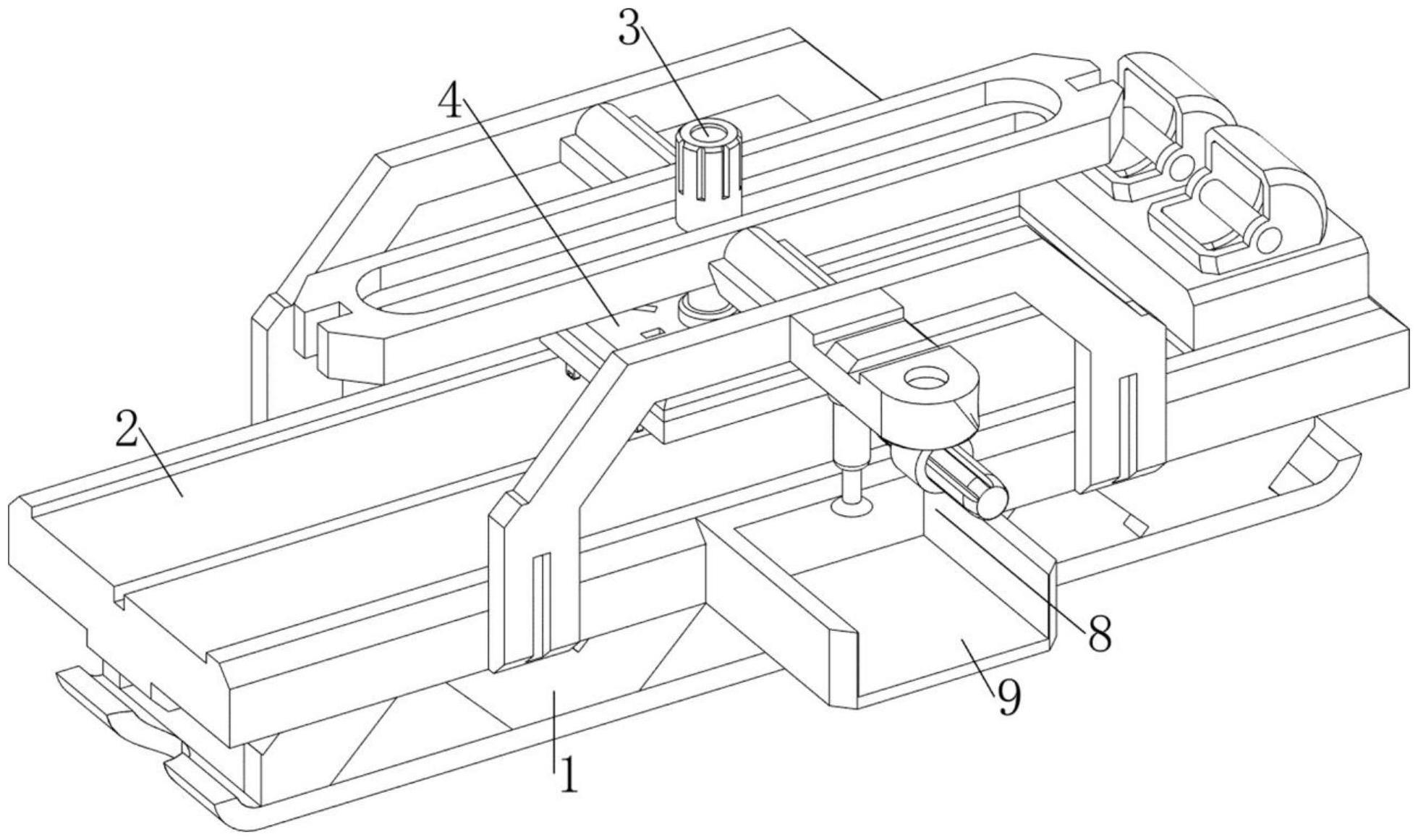
2、技术方案如下:一种小尺寸电池片批量自动焊接机,包括有底座、传输台、升降气缸、焊接机、滑动吸杆和放料框,底座的上面承载传输台,传输台的左右两侧分别对称焊接握把形金属支撑板,焊接机悬于传输台的上方,焊接机的顶部中间安装有升降气缸,升降气缸的上部滑动式设置在长条形镂空块上,镂空块的两侧通过连接块分别连接在左右支撑板的内侧,右支撑板外侧中间焊接金属撑块,金属撑块背侧装有滑道且其滑道装有竖直的滑动吸杆,滑动吸杆通过气缸驱动可在滑道内滑动,传输台右侧中部安装有放料框,滑动吸杆的下端悬于放料框的上方。
3、作为优选,还包括有烘干机,烘干机位于焊接机的中间。
4、作为优选,还包括有限位楔形块,限位楔形块位于焊接机的后侧中部。
5、作为优选,还包括有滑动推板,第二滑槽安装于放料框的右侧中间向外延伸,放料框的右侧边框与滑动推板相契合,滑动推板上连接有滑块,通过控制滑块与第二滑槽配合使得滑动推板滑动。
6、作为优选,还包括有自动切刀,自动切刀位于焊接机的前侧。
7、作为优选,还包括有感应器、控制器和警示器,焊接机的前侧左右边均安装有感应器和控制器,警示器位于右支撑板的外侧。
8、作为优选,还包括有清洁滑块,第一滑槽位于传输台的中间,清洁滑块位于第一滑槽内,与第一滑槽滑动配合,清洁滑块上连接清洁滑条,清洁滑条横放于传输台上且右端上方连接一竖直圆环。
9、作为优选,还包括有伸缩板和调节螺杆,伸缩板位于焊接机的左侧,伸缩板的前后两侧各有滑块,焊接机的左侧有滑道,可与滑块配合滑动,伸缩板的中间与调节螺杆螺纹连接,调节螺杆的右端与焊接机转动式连接。
10、本实用新型的有益效果:1、本实用新型通过升降气缸带动焊接机来回焊接运动,滑动吸杆吸取电池片自动上料,达到了能够批量自动焊接电池片效果,所需机械较少,不需占用大量位置,节省空间。
11、2、通过清洁滑块在第一滑槽上的运动以及清洁滑条在传输台上的扫除,有效清洁了传输台,达到了焊接后不留焊渣的效果。
12、3、感应器、控制器和警示器的设计保障了电池片焊接的温度不会过高,大大提升了电池片批量生产的质量。
技术特征:
1.一种小尺寸电池片批量自动焊接机,其特征在于,包括有底座(1)、传输台(2)、升降气缸(3)、焊接机(4)、滑动吸杆(8)和放料框(9),底座(1)的上面承载传输台(2),传输台(2)的左右两侧分别对称焊接握把形金属支撑板,焊接机(4)悬于传输台(2)的上方,焊接机(4)的顶部中间安装有升降气缸(3),升降气缸(3)的上部滑动式设置在长条形镂空块上,镂空块的两侧通过连接块分别连接在左右支撑板的内侧,右支撑板外侧中间焊接金属撑块,金属撑块背侧装有滑道且滑道内装有竖直的滑动吸杆(8),滑动吸杆(8)通过气缸驱动可在滑道内滑动,传输台(2)右侧中部安装有放料框(9),滑动吸杆(8)的下端悬于放料框(9)的上方。
2.根据权利要求1所述的一种小尺寸电池片批量自动焊接机,其特征在于,还包括有烘干机(6),烘干机(6)位于焊接机(4)的中间。
3.根据权利要求2所述的一种小尺寸电池片批量自动焊接机,其特征在于,还包括有限位楔形块(7),限位楔形块(7)位于焊接机(4)的后侧中部。
4.根据权利要求3所述的一种小尺寸电池片批量自动焊接机,其特征在于,还包括有滑动推板(14),第二滑槽(13)安装于放料框(9)的右侧中间向外延伸,放料框(9)的右侧边框与滑动推板(14)相契合,滑动推板(14)上连接有滑块,通过控制滑块与第二滑槽(13)配合使得滑动推板(14)滑动。
5.根据权利要求4所述的一种小尺寸电池片批量自动焊接机,其特征在于,还包括有自动切刀(5),自动切刀(5)位于焊接机(4)的前侧。
6.根据权利要求5所述的一种小尺寸电池片批量自动焊接机,其特征在于,还包括有感应器(12)、控制器(121)和警示器(122),焊接机(4)的前侧左右边均安装有感应器(12)和控制器(121),警示器(122)位于右支撑板的外侧。
7.根据权利要求6所述的一种小尺寸电池片批量自动焊接机,其特征在于,还包括有清洁滑块(11),第一滑槽(10)位于传输台(2)的中间,清洁滑块(11)位于第一滑槽(10)内,与第一滑槽(10)滑动配合,清洁滑块(11)上连接清洁滑条,清洁滑条横放于传输台(2)上且右端上方连接一竖直圆环。
8.根据权利要求7所述的一种小尺寸电池片批量自动焊接机,其特征在于,还包括有伸缩板(15)和调节螺杆(16),伸缩板(15)位于焊接机(4)的左侧,伸缩板(15)的前后两侧各有滑块,焊接机(4)的左侧有滑道,可与滑块配合滑动,伸缩板(15)的中间与调节螺杆(16)螺纹连接,调节螺杆(16)的右端与焊接机(4)转动式连接。
技术总结
本技术涉及一种自动焊接机,尤其涉及一种小尺寸电池片批量自动焊接机。本技术提供一种不占用太大空间、焊接过后不留焊渣的小尺寸电池片批量自动焊接机。一种小尺寸电池片批量自动焊接机,包括有底座、传输台和升降气缸等;底座的上面承载传输台,传输台的左右两侧分别对称焊接握把形金属支撑板,焊接机悬于传输台的上方,焊接机的顶部中间安装有升降气缸。本技术通过升降气缸带动焊接机来回焊接运动,滑动吸杆通过气缸驱动吸取电池片自动上料,达到了能够批量自动焊接电池片的效果,并且所需机械较少不需占用大量位置,节省空间。
技术研发人员:刘佳欣,巫嘉宇
受保护的技术使用者:深圳市睿勤电子装配有限公司
技术研发日:20221102
技术公布日:2024/1/12
- 还没有人留言评论。精彩留言会获得点赞!