一种凸轮轴轴向孔加工顶紧装置的制作方法
1.本实用新型涉及一种凸轮轴轴向孔加工顶紧装置。
背景技术:
2.目前凸轮轴轴向孔加工所采用的顶紧装置普遍为单一的弹簧顶紧,在实际使用过程中,常常出现顶不紧的现象,导致加工的轴向孔偏心,凸轮轴轴向孔的深度不一致,造成加工废品率太高,产品质量极不稳定,生产成本居高不下。
技术实现要素:
3.本实用新型的目的旨在提供一种凸轮轴轴向孔加工顶紧装置,克服现有技术的不足和缺陷,大幅提高生产效率和工艺出品率,降低生产成本。
4.为实现上述目的,本实用新型的凸轮轴轴向孔加工顶紧装置,包括底螺丝、导向套、螺旋套、活动顶尖、弹簧、锁紧手柄,底螺丝采用圆棒制作,底螺丝设置在导向套底部,所述导向套内壁设置螺纹,导向套外壁上设置圆弧形贯通槽,所述螺旋套外壁设置螺丝,旋入导向套内,螺旋套内设置弹簧和活动顶尖,弹簧顶部与活动顶尖底部接触,弹簧底部与导向套底部接触,锁紧手柄穿过导向套外壁上的圆弧形贯通槽与螺旋套固定连接。
5.本实用新型的凸轮轴轴向孔加工顶紧装置与现有技术相比具有如下优异效果。
6.本实用新型的凸轮轴轴向孔加工顶紧装置,采用一体式组装结构,在导向套的引领下,通过螺旋套上的弹簧和活动顶尖,使凸轮轴稳定的装配,旋转锁紧手柄带动螺旋套将凸轮轴定位并锁紧,使加工顺利进行,无需重复调整角度,极大的减轻了操作者的工作强度,确保了尺寸稳定,不会在加工中出现偏钻、错钻的现象,对于新手操作,更易掌握机床技能,提高了加工产品的合格率,同时适应加工不同孔径规格的轴向孔,规避了使用价格昂贵的加工中心设备,降低了企业的负担,在保证加工质量的前提下,节约了生产成本。
附图说明
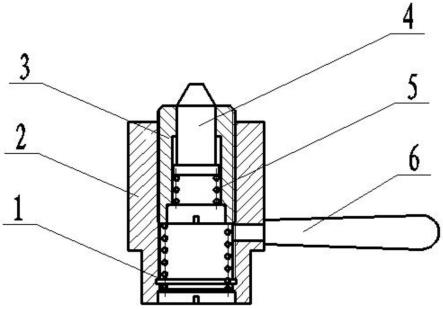
7.图1为本实用新型的凸轮轴轴向孔加工顶紧装置示意图。
8.其中:1、为底螺丝,2、为导向套,3、为螺旋套,4、为活动顶尖,5、为弹簧,6、为锁紧手柄。
具体实施方式
9.下面结合附图对本实用新型的凸轮轴轴向孔加工顶紧装置作进一步的详细说明。
10.图1所示的凸轮轴轴向孔加工顶紧装置,包括底螺丝1、导向套2、螺旋套3、活动顶尖4、弹簧5、锁紧手柄6,底螺丝1采用圆棒制作,底螺丝1设置在导向套2底部,所述导向套2内壁设置螺纹,导向套2外壁上设置圆弧形贯通槽,所述螺旋套3外壁设置螺丝,旋入导向套2内,螺旋套3内设置弹簧5和活动顶尖4,弹簧5顶部与活动顶尖4底部接触,弹簧5底部与导向套2底部接触,锁紧手柄6穿过导向套2外壁上的圆弧形贯通槽与螺旋套3固定连接。
11.实施例1
12.图1所示的凸轮轴轴向孔加工顶紧装置,包括底螺丝1、导向套2、螺旋套3、活动顶尖4、弹簧5、锁紧手柄6,底螺丝1采用螺杆,导向套2设为中空圆柱体,底螺丝1即螺杆旋入导向套2底部,所述导向套2内壁设置螺纹,导向套2外壁上设置圆弧形贯通槽,所述螺旋套3外壁上设置螺丝,旋入导向套2内,螺旋套3内设置弹簧5和活动顶尖4,弹簧5顶部与活动顶尖4底部固定连接,弹簧5底部与导向套2底部的底螺丝1固定连接,锁紧手柄6穿过导向套2外壁上的圆弧形贯通槽与螺旋套3固定连接。
13.将凸轮轴尾端置于活动顶尖4上,下压凸轮轴使凸轮轴前端中心孔装入工装,旋转凸轮轴,使凸轮轴准确定位,然后转动锁紧手柄6带动螺旋套3顶紧凸轮轴并固定。
技术特征:
1.一种凸轮轴轴向孔加工顶紧装置,包括底螺丝(1)、导向套(2)、螺旋套(3)、活动顶尖(4)、弹簧(5)、锁紧手柄(6),底螺丝(1)采用圆棒制作,其特征在于底螺丝(1)设置在导向套(2)底部,所述导向套(2)内壁设置螺纹,导向套(2)外壁上径向设置圆弧形贯通槽,所述螺旋套(3)外壁设置螺丝,旋入导向套(2)内,螺旋套(3)内设置弹簧(5)和活动顶尖(4),弹簧(5)顶部与活动顶尖(4)底部接触,弹簧(5)底部与导向套(2)底部接触,锁紧手柄(6)穿过导向套(2)外壁上的圆弧形贯通槽与螺旋套(3)固定连接。2.根据权利要求1所述的凸轮轴轴向孔加工顶紧装置,其特征在于底螺丝(1)采用螺杆,导向套(2)设为中空圆柱体,底螺丝(1)即螺杆旋入导向套(2)底部。3.根据权利要求1所述的凸轮轴轴向孔加工顶紧装置,其特征在于螺旋套(3)内设置弹簧(5)和活动顶尖(4),弹簧(5)顶部与活动顶尖(4)底部固定连接,弹簧(5)底部与导向套(2)底部的底螺丝(1)固定连接。
技术总结
本实用新型公开了一种凸轮轴轴向孔加工顶紧装置,包括底螺丝(1)、导向套(2)、螺旋套(3)、活动顶尖(4)、弹簧(5)、锁紧手柄(6),底螺丝(1)采用圆棒制作,采用一体式组装结构,在导向套的引领下,通过螺旋套上的弹簧和活动顶尖,使凸轮轴稳定的装配,旋转锁紧手柄带动螺旋套将凸轮轴定位并锁紧,使加工顺利进行,无需重复调整角度,极大的减轻了操作者的工作强度,确保了尺寸稳定,不会在加工中出现偏钻、错钻的现象,对于新手操作,更易掌握机床技能,提高了加工产品的合格率,同时适应加工不同孔径规格的轴向孔,规避了使用价格昂贵的加工中心设备,降低了企业的负担,在保证加工质量的前提下,节约了生产成本。节约了生产成本。节约了生产成本。
技术研发人员:朱振滔 杨启明 余天 纪金强 徐道广 王刚
受保护的技术使用者:江西同欣机械制造股份有限公司
技术研发日:2022.11.07
技术公布日:2023/3/23
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1