一种马达组件自动化装配设备的制作方法
本技术涉及马达装配,尤其是涉及一种马达组件自动化装配设备。
背景技术:
1、马达是一种常见零部件,在小家电产品中也有着广泛应用,现有几款可用于震动器的马达,此类马达在生产装配过程中,通常包括马达齿轮装配、马达引脚焊线以及马达贴eva等工序。
2、本申请人发现现有技术中至少存在以下技术问题:现有马达在装配时,贴eva、焊线和齿轮这几项装配工序依然还是广泛采用纯手工的装配工艺,生产效率低,用工成本高,人工作业劳动强度高,长时间作业容易使人产生疲劳,人工焊锡岗位也会有人体健康产生不利影响。
技术实现思路
1、本实用新型的目的在于提供一种马达组件自动化装配设备,以解决现有技术中存在的马达装配采用大量人工操作导致成本较高、效率较低的技术问题。本实用新型提供的诸多技术方案中的优选技术方案所能产生的诸多技术效果详见下文阐述。
2、为实现上述目的,本实用新型提供了以下技术方案:
3、一种马达组件自动化装配设备,包括马达上料组件、齿轮装配组件、翻转组件、焊线组件、贴eva组件、出料组件和传送组件,所述马达上料组件、所述齿轮装配组件、所述翻转组件、所述焊线组件、所述贴eva组件和所述出料组件由前至后依次设置,马达工件由所述马达上料组件移动至所述传送组件上并放置在治具内,所述传送组件带动所述治具和所述马达工件依次经过所述齿轮装配组件、所述翻转组件、所述焊线组件、所述贴eva组件和出料组件,所述齿轮装配组件对所述马达工件进行齿轮装配作业,所述翻转组件将所述马达工件翻转角度,所述焊线组件对所述马达工件进行焊线作业,所述贴eva组件对所述马达工件进行贴eva作业,所述出料组件将所述马达工件从所述传送组件上取下并分类。
4、优选地,所述马达上料组件包括第一上料机构、移动机构和第二上料机构,所述马达工件放置在上料托盘上,所述上料托盘放置在第一上料机构上,所述第一上料机构将所述上料托盘上的所述马达工件移动至所述移动机构上,所述移动机构将所述马达工件移动至所述第二上料机构处,所述第二上料机构将所述移动机构上的所述马达工件移动至所述传送组件上。
5、优选地,所述齿轮装配组件包括振动盘上料机构、预压入机构和二次压入机构,所述振动盘上料机构的数量至少为一个,每个所述振动盘上料机构均与一个所述预压入机构相连通,马达齿轮由所述振动盘上料机构输送至所述预压入机构,所述预压入机构能够对所述传送组件上的所述马达工件进行马达齿轮的初次压入作业,所述二次压入机构位于最后一个所述预压入机构的后方,所述二次压入机构能够对所述传送组件上的所述马达工件进行所述马达齿轮的二次压入作业。
6、优选地,所述翻转组件包括翻转气缸和机械手,所述翻转气缸与所述机械手相连接,所述机械手用于抓取所述治具,所述翻转气缸能够带动所述机械手、所述治具和所述马达工件在水平方向上旋转180°。
7、优选地,所述焊线组件包括线材制作机构和焊接机构,所述线材制作机构能够制作电子线并将所述电子线输送至所述焊接机构处,所述焊接机构能够对所述传送组件上的所述马达工件进行所述电子线的焊接作业。
8、优选地,所述贴eva组件包括卷扬上料机构、eva输送机构和压紧机构,eva贴片由所述卷扬上料机构卷扬上料,所述eva输送机构将所述卷扬上料机构处的所述eva贴片输送至所述传送组件处并且粘接在所述马达工件的表面,所述压紧机构能够将所述eva贴片压紧在所述马达工件上。
9、优选地,所述出料组件包括出料机构、不良品出料传送带、良品出料盘和良品出料传送带,所述出料机构抓取所述马达工件,并且将不合格工件移动至所述不良品出料传送带上,将合格工件移动至所述良品出料盘的内部或所述良品出料传送带上。
10、优选地,所述传送组件包括第一传送带,所述第一传送带位于所述马达上料组件、所述齿轮装配组件、所述翻转组件、所述焊线组件、所述贴eva组件和所述出料组件的对应区域内。
11、优选地,所述传送组件还包括第二传送带和治具推送机构,所述第二传送带与所述第一传送带平行设置,所述第一传送带与所述第二传送带之间通过两个所述治具推送机构相连接,两个所述治具推送机构分别位于第一传送带或所述第二传送带的两端。
12、优选地,还包括焊线检测组件,所述焊线检测组件设置在所述焊线组件与所述贴eva组件之间,所述焊线检测组件能够对所述电子线进行拉拔力检测。
13、本实用新型的有益效果为:马达组件自动化装配设备通过采用一系列自动化设备,实现了上料、齿轮装配、翻转、焊线、贴eva和出料的装配全过程,从而有效的代替了人工装配,提高了生产效率,减少了用工成本,降低了人工作业的劳动强度,避免对人工的身体健康产生不利影响。
技术特征:
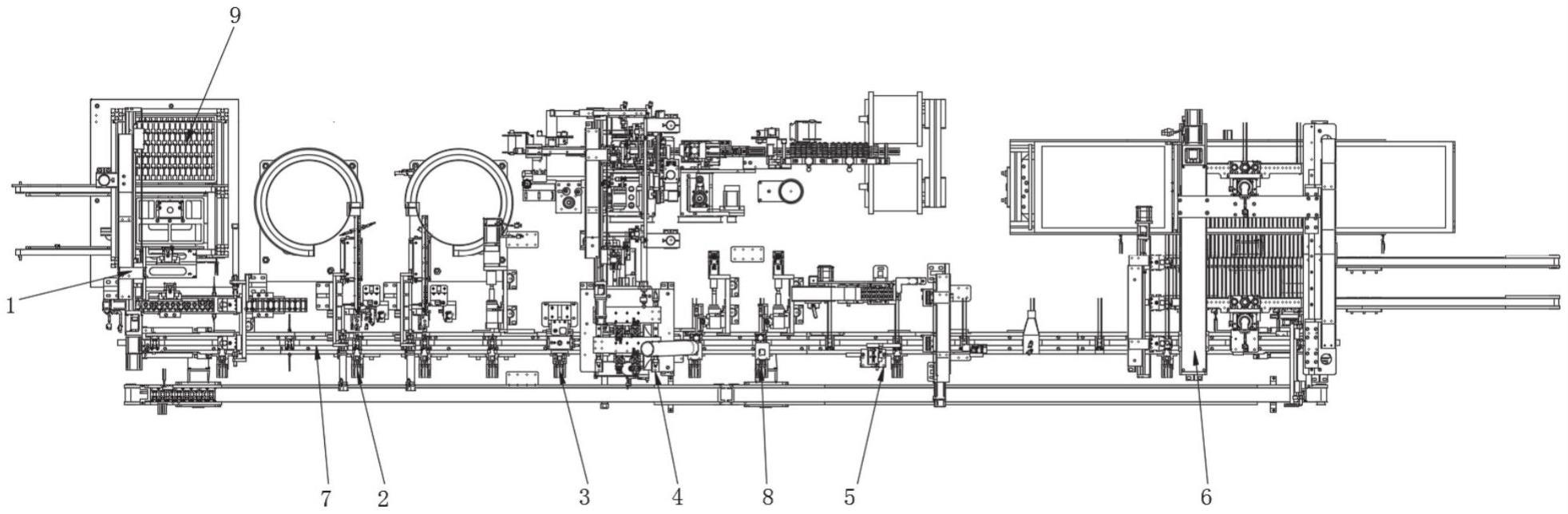
1.一种马达组件自动化装配设备,其特征在于,包括马达上料组件(1)、齿轮装配组件(2)、翻转组件(3)、焊线组件(4)、贴eva组件(5)、出料组件(6)和传送组件(7),其中:所述马达上料组件(1)、所述齿轮装配组件(2)、所述翻转组件(3)、所述焊线组件(4)、所述贴eva组件(5)和所述出料组件(6)由前至后依次设置,马达工件由所述马达上料组件(1)移动至所述传送组件(7)上并放置在治具内,所述传送组件(7)带动所述治具和所述马达工件依次经过所述齿轮装配组件(2)、所述翻转组件(3)、所述焊线组件(4)、所述贴eva组件(5)和出料组件(6),所述齿轮装配组件(2)对所述马达工件进行齿轮装配作业,所述翻转组件(3)将所述马达工件翻转角度,所述焊线组件(4)对所述马达工件进行焊线作业,所述贴eva组件(5)对所述马达工件进行贴eva作业,所述出料组件(6)将所述马达工件从所述传送组件(7)上取下并分类。
2.根据权利要求1所述的马达组件自动化装配设备,其特征在于:所述马达上料组件(1)包括第一上料机构(11)、移动机构(12)和第二上料机构(13),所述马达工件放置在上料托盘(9)上,所述上料托盘(9)放置在第一上料机构(11)上,所述第一上料机构(11)将所述上料托盘(9)上的所述马达工件移动至所述移动机构(12)上,所述移动机构(12)将所述马达工件移动至所述第二上料机构(13)处,所述第二上料机构(13)将所述移动机构(12)上的所述马达工件移动至所述传送组件(7)上。
3.根据权利要求1所述的马达组件自动化装配设备,其特征在于:所述齿轮装配组件(2)包括振动盘上料机构(21)、预压入机构(22)和二次压入机构(23),所述振动盘上料机构(21)的数量至少为一个,每个所述振动盘上料机构(21)均与一个所述预压入机构(22)相连通,马达齿轮由所述振动盘上料机构(21)输送至所述预压入机构(22),所述预压入机构(22)能够对所述传送组件(7)上的所述马达工件进行马达齿轮的初次压入作业,所述二次压入机构(23)位于最后一个所述预压入机构(22)的后方,所述二次压入机构(23)能够对所述传送组件(7)上的所述马达工件进行所述马达齿轮的二次压入作业。
4.根据权利要求1所述的马达组件自动化装配设备,其特征在于:所述翻转组件(3)包括翻转气缸和机械手,所述翻转气缸与所述机械手相连接,所述机械手用于抓取所述治具,所述翻转气缸能够带动所述机械手、所述治具和所述马达工件在水平方向上旋转180°。
5.根据权利要求1所述的马达组件自动化装配设备,其特征在于:所述焊线组件(4)包括线材制作机构(41)和焊接机构(42),所述线材制作机构(41)能够制作电子线并将所述电子线输送至所述焊接机构(42)处,所述焊接机构(42)能够对所述传送组件(7)上的所述马达工件进行所述电子线的焊接作业。
6.根据权利要求1所述的马达组件自动化装配设备,其特征在于:所述贴eva组件(5)包括卷扬上料机构(51)、eva输送机构(52)和压紧机构(53),eva贴片由所述卷扬上料机构(51)卷扬上料,所述eva输送机构(52)将所述卷扬上料机构(51)处的所述eva贴片输送至所述传送组件(7)处并且粘接在所述马达工件的表面,所述压紧机构(53)能够将所述eva贴片压紧在所述马达工件上。
7.根据权利要求1所述的马达组件自动化装配设备,其特征在于:所述出料组件(6)包括出料机构(61)、不良品出料传送带(62)、良品出料盘(63)和良品出料传送带(64),所述出料机构(61)抓取所述马达工件,并且将不合格工件移动至所述不良品出料传送带(62)上,将合格工件移动至所述良品出料盘(63)的内部或所述良品出料传送带(64)上。
8.根据权利要求1所述的马达组件自动化装配设备,其特征在于:所述传送组件(7)包括第一传送带(71),所述第一传送带(71)位于所述马达上料组件(1)、所述齿轮装配组件(2)、所述翻转组件(3)、所述焊线组件(4)、所述贴eva组件(5)和所述出料组件(6)的对应区域内。
9.根据权利要求8所述的马达组件自动化装配设备,其特征在于:所述传送组件(7)还包括第二传送带(72)和治具推送机构(73),所述第二传送带(72)与所述第一传送带(71)平行设置,所述第一传送带(71)与所述第二传送带(72)之间通过两个所述治具推送机构(73)相连接,两个所述治具推送机构(73)分别位于第一传送带(71)或所述第二传送带(72)的两端。
10.根据权利要求5所述的马达组件自动化装配设备,其特征在于:还包括焊线检测组件(8),所述焊线检测组件(8)设置在所述焊线组件(4)与所述贴eva组件(5)之间,所述焊线检测组件(8)能够对所述电子线进行拉拔力检测。
技术总结
本技术提供了一种马达组件自动化装配设备,涉及马达装配技术领域。它包括传送组件和依次设置的马达上料组件、齿轮装配组件、翻转组件、焊线组件、贴EVA组件和出料组件,马达工件由马达上料组件移动至传送组件上并放置在治具内,传送组件带动治具和马达工件依次经过齿轮装配组件、翻转组件、焊线组件、贴EVA组件和出料组件,齿轮装配组件对马达工件进行齿轮装配作业,翻转组件将马达工件翻转角度,焊线组件对马达工件进行焊线作业,贴EVA组件对马达工件进行贴EVA作业,出料组件将马达工件从传送组件上取下并分类,设备实现了全自动装配,有效代替了人工装配,提高了生产效率,减少了用工成本,避免对人工的身体健康产生不利影响。
技术研发人员:叶星亮,徐孝林,张文军
受保护的技术使用者:宁海县集美特电器有限公司
技术研发日:20221103
技术公布日:2024/1/12
- 还没有人留言评论。精彩留言会获得点赞!