自动攻牙设备的制作方法
本技术涉及机加工,特别涉及一种自动攻牙设备。
背景技术:
1、常见的户外大型烧烤炉通常是使用火排燃烧器提供热力的,火排燃烧器与出气管道螺纹连接,生产时需要在火排燃烧器的管体攻牙,使其能与出气管道顺利连接,目前主要是手动对管体进行攻牙,但手动攻牙劳动强度较大,且效率较低。
技术实现思路
1、本实用新型旨在至少解决现有技术中存在的技术问题之一。为此,本实用新型提出一种自动攻牙设备,能够自动对火排进行攻牙,降低劳动强度,提高效率。
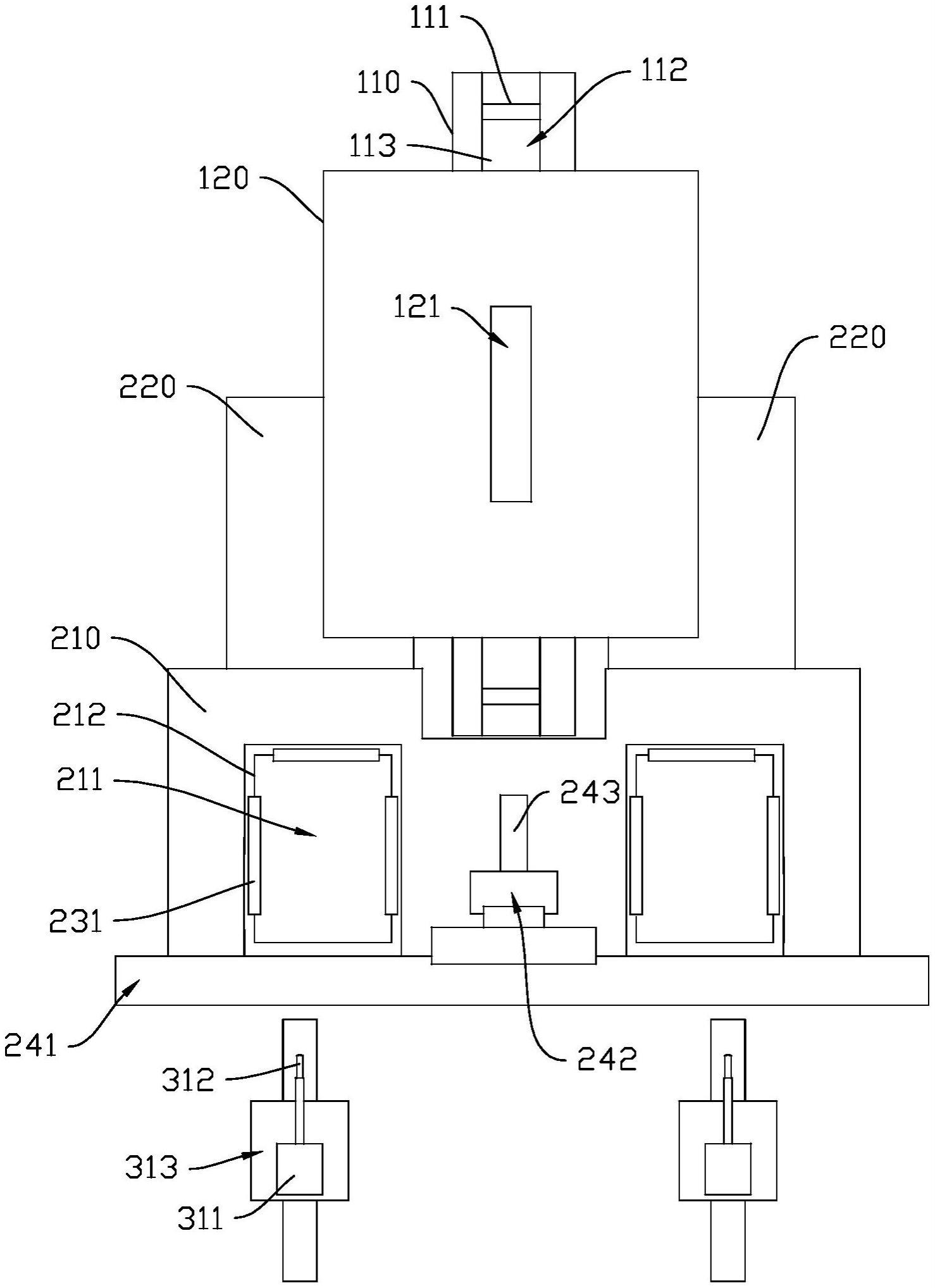
2、根据本实用新型的第一方面实施例的自动攻牙设备,包括:送料机构,包括有第一输送机和储料箱,所述储料箱设置在所述第一输送机的上侧,所述储料箱将管体逐个送到所述第一输送机,所述第一输送机沿第一方向输送所述管体;夹具机构,包括有中转台、中转载具和两组夹具,所述中转台与所述第一输送机对接,两组所述夹具沿第二方向对称设置在所述中转台的两侧,所述第二方向与所述第一方向垂直,所述中转载具设置在所述中转台的上侧,所述中转载具沿所述第二方向运动,以将所述管体分别送到两侧的所述夹具中;攻牙机构,包括有两组攻牙组件,两组所述攻牙组件分别设置在所述中转台的两侧,所述攻牙组件用于对所述管体攻牙。
3、根据本实用新型实施例的自动攻牙设备,至少具有如下有益效果:储料箱将管体逐个送到输送机,输送机将管体送到中转台,然后中转载具将管体送到一侧的夹具,然后攻牙组件对管体进行攻牙,此时中转载具复位,将送到中转台的第二根管体送到另一侧的夹具中,然后另一组攻牙组件对第二根管体攻牙,如此重复,实现自动攻牙,降低劳动强度,同时提高效率。
4、根据本实用新型的一些实施例,所述第一输送机设置有输送槽、输送带和多块第一推板,所述储料箱开设有与所述管体匹配的出料口,所述出料口位于所述输送槽的上侧,所述输送带活动设置在所述输送槽内,多块所述第一推板间隔设置在所述输送带,所述输送带驱动多块所述第一推板循环运动。
5、根据本实用新型的一些实施例,所述中转载具包括有第一驱动件、第二驱动件和第二推板,所述第二推板沿所述第一方向设置,所述第一驱动件驱动所述第二推板沿所述第二方向运动,所述第二驱动件驱动所述第二推板沿竖直方向运动。
6、根据本实用新型的一些实施例,所述中转台的两侧设置有凹槽,所述夹具设置在所述凹槽内,所述凹槽的底部设置有下料口,所述下料口转动设置有挡板,所述下料口的下方对应设置有第二输送机,所述第二输送机用于将所述管体送出。
7、根据本实用新型的一些实施例,所述中转台设置有转动气缸,所述转动气缸驱动所述挡板转动。
8、根据本实用新型的一些实施例,所述夹具包括有三组夹持件,三组所述夹持件沿所述凹槽的内壁的三面设置。
9、根据本实用新型的一些实施例,所述夹持件包括有线性气缸和第三推板,所述线性气缸驱动所述第三推板沿水平方向运动。
10、根据本实用新型的一些实施例,所述攻牙组件包括有电机、攻牙钻头和第三驱动件,所述攻牙钻头设置在所述电机的输出轴上,所述第三驱动件驱动所述电机沿水平方向运动。
11、本实用新型的附加方面和优点将在下面的描述中部分给出,部分将从下面的描述中变得明显,或通过本实用新型的实践了解到。
技术特征:
1.自动攻牙设备,其特征在于,包括:
2.根据权利要求1所述的自动攻牙设备,其特征在于,所述第一输送机设置有输送槽、输送带和多块第一推板,所述储料箱开设有与所述管体匹配的出料口,所述出料口位于所述输送槽的上侧,所述输送带活动设置在所述输送槽内,多块所述第一推板间隔设置在所述输送带,所述输送带驱动多块所述第一推板循环运动。
3.根据权利要求1所述的自动攻牙设备,其特征在于,所述中转载具包括有第一驱动件、第二驱动件和第二推板,所述第二推板沿所述第一方向设置,所述第一驱动件驱动所述第二推板沿所述第二方向运动,所述第二驱动件驱动所述第二推板沿竖直方向运动。
4.根据权利要求1所述的自动攻牙设备,其特征在于,所述中转台的两侧设置有凹槽,所述夹具设置在所述凹槽内,所述凹槽的底部设置有下料口,所述下料口转动设置有挡板,所述下料口的下方对应设置有第二输送机,所述第二输送机用于将所述管体送出。
5.根据权利要求4所述的自动攻牙设备,其特征在于,所述中转台设置有转动气缸,所述转动气缸驱动所述挡板转动。
6.根据权利要求4所述的自动攻牙设备,其特征在于,所述夹具包括有三组夹持件,三组所述夹持件沿所述凹槽的内壁的三面设置。
7.根据权利要求6所述的自动攻牙设备,其特征在于,所述夹持件包括有线性气缸和第三推板,所述线性气缸驱动所述第三推板沿水平方向运动。
8.根据权利要求1所述的自动攻牙设备,其特征在于,所述攻牙组件包括有电机、攻牙钻头和第三驱动件,所述攻牙钻头设置在所述电机的输出轴上,所述第三驱动件驱动所述电机沿水平方向运动。
技术总结
本技术公开了一种自动攻牙设备,包括:送料机构,包括有沿第一方向设的第一输送机和储料箱,储料箱将设置第一输送机上侧;夹具机构,包括有中转台、中转载具和两组夹具,中转台与第一输送机对接,两组夹具沿第二方向对称设置在中转台的两侧,第二方向与第一方向垂直,中转载具设置在中转台的上侧;攻牙机构,包括有两组攻牙组件,两组攻牙组件分别设置在中转台的两侧。储料箱将管体逐个送到输送机,输送机将管体送到中转台,然后中转载具将管体送到一侧的夹具,然后攻牙组件对管体进行攻牙,此时中转载具复位,将送到中转台的第二根管体送到另一侧的夹具,然后另一组攻牙组件对第二根管体攻牙,实现自动攻牙,降低劳动强度,同时提高效率。
技术研发人员:李新钰,郁道勇,李志泉
受保护的技术使用者:鹤山市金佑五金电器有限公司
技术研发日:20221108
技术公布日:2024/1/12
- 还没有人留言评论。精彩留言会获得点赞!