一种带有限位功能的辊轴钻孔装置的制作方法
1.本技术涉及辊轴加工的技术领域,尤其是涉及一种带有限位功能的辊轴钻孔装置。
背景技术:
2.现有的辊轴钻孔装置是将辊轴通过夹具座夹持,然后通过转孔装置对夹持后的辊轴进行钻孔工作,不管是对辊轴夹持还是钻孔的深度基本通过人工来观察是否到位,对于辊轴夹持容易出现因夹持力过大导致零件外壁出现压痕,或因夹持力过小导致零件固定不稳定,辊轴钻孔失败,钻孔的深度不准确等情况,如公开(公告)号为cn217529314u的一种曲轴生产钻孔深度限位装置或者公开 (公告)号为cn213317863u的一种曲轴生产用钻孔深度限位装置通过,虽然通过设置限位块进行限位,但是还是需要通过人工来观察是否与限位块接触,尤其在与限位块逐渐接近时,更需要人工进行细微的观察,劳动强度大,如观察不仔细,还是会出现对辊轴夹持不稳定及钻孔深度不准确的问题产生。
技术实现要素:
3.本部分的目的在于概述本实用新型的实施例的一些方面以及简要介绍一些较佳实施例。在本部分以及本技术的说明书摘要和实用新型名称中可能会做些简化或省略以避免使本部分、说明书摘要和实用新型名称的目的模糊,而这种简化或省略不能用于限制本实用新型的范围。
4.鉴于上述现有一种带有限位功能的辊轴钻孔装置的问题,提出了本实用新型。因此,本实用新型目的是提供一种带有限位功能的辊轴钻孔装置,能够增加对辊轴夹持的稳定性,不会辊轴造成损坏,通过触发组件感应夹持或者钻孔深度是否到位,有效降低劳动强度。
5.为解决上述技术问题,本实用新型提供一种带有限位功能的辊轴钻孔装置,采用如下的技术方案:包括工件台及安装于工件台上的钻孔装置和夹具座,所述夹具座上布置有多个移动块,还包括,
6.夹具限位组件,包括连接于移动块上夹头和第一触发组件,夹头的一端与第一触发组件的触发板接触,夹头的另一端朝向辊轴;
7.孔深限位组件,包括安装于钻孔装置上的刻度尺和第二触发组件,所述夹具座和第二触发组件之间设有限位调节杆,通过刻度尺度量所述限位调节杆触发端与第二触发组件之间的距离。
8.可选的,所述钻孔装置包括支撑座和钻杆,所述支撑座与工件台之间连接有升降液压缸,所述钻杆与支撑座之间连接有深度液压缸。
9.通过采用上述技术方案,以根据辊轴需要钻孔位置对钻杆进行调节。
10.可选的,所述限位调节杆包括固定于工件台上的支杆,所述支杆内贯穿有横向调节杆,所述支杆上设有锁紧螺栓,锁紧螺栓深入到支杆内的一端与横向调节杆接触,所述刻
度尺沿钻杆钻孔方向横向布置。
11.通过采用上述技术方案,可以根据需要钻孔的深度,在刻度尺度量下,对横向调节杆进行调节,通过锁紧螺栓进行固定,以使得横向调节杆与第二触发组件接触触发后,精确定位钻孔深度。
12.可选的,所述横向调节杆上设有刻度指示针,所述横向调节杆的触发端与第二触发组件的触发板位于同一水平线上。
13.通过采用上述技术方案,通过刻度指示针能够对横向调节杆位置进行精确的指示,当钻孔时,触发板会与横向调节杆接触,然后进行触发停止工作。
14.可选的,所述移动块滑动连接于夹具座上,所述移动块的移动驱动源为夹持液压缸。
15.通过采用上述技术方案,多个移动块均连接夹持液压缸,在夹持液压缸作用下,移动块移动的行程为同步,实现对辊轴的同步夹持。
16.可选的,所述第一触发组件和第二触发组件的结构相同,均包括壳体,所述壳体的内部设有容置腔,壳体的一侧设有开口,容置腔和开口之间贯穿有滑杆,所述滑杆位于开口内的一端设有触发板,滑杆位于容置腔的一端连接有固定板,所述固定板上表面固定连接有导电片,所述滑杆上套设有压簧,所述压簧位于触发板和开口的内壁之间,所述容置腔的内壁固定连接有绝缘板,所述绝缘板朝向导电片的一侧固定连接有电接触点,所述导电片和电接触点通过导线与外部报警件连接。
17.通过采用上述技术方案,在第一触发组件作用下,可以在夹头受辊轴挤压时,其触发板会对夹头进行限位,同时在压簧的作用下,能够起到了缓冲夹紧力的作用,避免夹紧力过大导致出现的压痕情况,在第二触发组件作用下,当钻孔深度达到预设值时,其触发板会被限位调节杆推动,进行触发感应报警,保证钻孔深度准确到位。
18.可选的,所述报警件为安装于所述工件台上蜂鸣器,所述导电片和电接触点电连接于蜂鸣器的电源电路。
19.通过采用上述技术方案,当电接触点与导电片接触后通电,可通过蜂鸣器报警提醒工作人员夹持到位或者钻孔到位,大大降低劳动强度。
20.综上所述,本技术包括以下至少一种有益效果:
21.1、通过在移动块上设置夹头和第一触发组件,可以控制夹头对辊轴夹持力度的把控,不仅便于夹紧辊轴,同时还有效避免辊轴外壁因瞬间受夹紧力过大导致出现的压痕情况,弧形提高辊轴钻孔时的稳定性;
22.2、通过刻度尺度量限位调节杆触发端与第二触发组件之间的距离,然后通过第二触发组件进行触发报警大大提高对钻孔深度的精确度,避免钻孔深度过深对辊轴造成损坏,造成辊轴钻孔失败;
23.3、不需要在对辊轴夹持或者钻孔时在通过人工进行细微的观察,有效降低了劳动强度。
附图说明
24.为了更清楚地说明本技术实施例的技术方案,下面将对实施例描述所需要使用的附图作简单地介绍,显而易见地,下面描述中的附图仅仅是本技术的一些实施例,对于本领
域普通技术人员来讲,在不付出创造性劳动的前提下,还可以根据这些附图获得其他的附图。
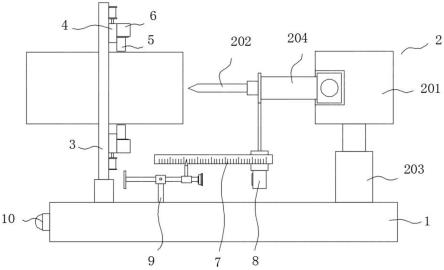
25.图1为本技术结构示意图;
26.图2为本技术夹具座结构示意图;
27.图3为本技术限位调节杆结构示意图;
28.图4为本技术触发组件结构示意图。
29.附图标记说明:1、工件台;2、钻孔装置;201、支撑座;202、钻杆;203、升降液压缸;204、深度液压缸;3、夹具座;4、移动块;5、夹头;6、第一触发组件;7、刻度尺;8、第二触发组件;9、限位调节杆;901、支杆;902、横向调节杆;903、锁紧螺栓;904、刻度指示针;10、蜂鸣器;11、夹持液压缸; 12、壳体;13、容置腔;14、开口;15、滑杆;16、触发板;17、固定板;18、导电片;19、压簧;20、绝缘板;21、电接触点。
具体实施方式
30.以下结合附图1-4对本技术作进一步详细说明。
31.实施例一
32.参照图1-图2,本技术公开一种带有限位功能的辊轴钻孔装置,包括工件台1及安装于工件台1上的钻孔装置2和夹具座3,钻孔装置2包括支撑座201 和钻杆202,支撑座201与工件台1之间连接有升降液压缸203,钻杆202与支撑座201之间连接有深度液压缸204,通过升降液压缸203可以调节钻杆202的高度,通过深度液压缸204可以调节钻杆横移距离,以对辊轴进行钻孔工作,这样可以根据辊轴需要钻孔位置对钻杆进行调节。夹具座3上布置有多个移动块4,移动块4滑动连接于夹具座3上,移动块4的移动驱动源为夹持液压缸 11,需要注意的是,升降液压缸203、深度液压缸204和夹持液压缸11均采用现有产品。与现有技术不同的是还包括,
33.夹具限位组件,包括连接于移动块4上夹头5和第一触发组件6,夹头5采用对辊轴进行限位转动和移动的金属块,夹头5的一端与第一触发组件6的触发板16接触,夹头5的另一端朝向辊轴,在对辊轴进行夹持时,夹头5的另一端受辊轴的挤压,其远离辊轴的一端会与触发板16接触,通过第一触发组件6 进行触发报警,以控制夹头5对辊轴夹持力度的把控;
34.孔深限位组件,包括安装于钻孔装置2上的刻度尺7和第二触发组件8,夹具座3和第二触发组件8之间设有限位调节杆9,通过刻度尺7度量限位调节杆 9触发端与第二触发组件8之间的距离,提前根据钻孔的距离对限位调节杆调节后,当触发端与第二触发组件8触发报警,精确的对钻孔深度进行限位,需要注意的是,在根据钻孔深度对刻度尺7进行测量时,需要考虑第二触发组件8 内部触发前的距离,即刻度尺7的零刻度可设置在第二触发组件8触发时的位置。
35.参照图4,在本实施例中为了实现触发报警,所采用的第一触发组件6和第二触发组件8的结构相同,均包括壳体12,壳体12的内部设有容置腔13,壳体12的一侧设有开口14,容置腔13和开口14之间贯穿有滑杆15,滑杆15可在容置腔13和开口14之间限位滑动,滑杆15位于开口14内的一端设有触发板16,滑杆15位于容置腔13的一端连接有固定板17,固定板17上表面固定连接有导电片18,当触发板16被挤压时,会带动导电片18朝向容置腔13内
移动,滑杆15上套设有压簧19,压簧19位于触发板16和开口14的内壁之间,压簧19能够对触发板16进行复位,容置腔13的内壁固定连接有绝缘板20,绝缘板20朝向导电片18的一侧固定连接有电接触点21,导电片18和电接触点 21通过导线与外部报警件连接,当导电片18和电接触点21接触时,会接通电路,并通过导线进行电传导至报警件处进行报警工作。
36.工作原理:
37.在对辊轴进行夹持时,将辊轴贯穿于夹具座3内的限位孔内,然后同时启动夹持液压缸11,在夹持液压缸11作用下,多个移动块4同步的带动夹头5朝向辊轴方向移动,可对不同辊径的辊轴进行夹持,当夹头5受到辊轴挤压时,其远离辊轴的一端会与触发板16接触,并驱动导电片18和电接触点21进行接触,然后通过报警件进行触发报警,停止夹持液压缸11动作,以控制夹头5对辊轴夹持力度的把控,不仅便于夹紧辊轴,同时还有效避免辊轴外壁因瞬间受夹紧力过大导致出现的压痕情况,弧形提高辊轴钻孔时的稳定性;
38.在对辊轴进行钻孔时,将钻杆202移动至辊轴需要钻孔的位置,然后根据需要转孔的深度,通过刻度尺7度量限位调节杆9触发端与第二触发组件8之间的距离,然后开始钻孔,当达到钻孔深度时,限位调节杆9会与触发板16接触,并驱动导电片18和电接触点21进行接触,然后通过报警件进行触发报警,此时钻孔动作,大大提高对钻孔深度的精确度,避免钻孔深度过深对辊轴造成损坏,造成辊轴钻孔失败。
39.不需要在对辊轴夹持或者钻孔时在通过人工进行细微的观察,有效降低了劳动强度。
40.实施例二
41.参照图3,基于与上述实施例一相同的构思,限位调节杆9包括固定于工件台1上的支杆901,支杆901可设置在钻杆202的下方,支杆901内开有滑孔,横向调节杆902贯穿于滑孔内,根据钻孔深度,可以将横向调节杆902沿滑孔内进行横向移动,以调节横向调节杆902触发端与第二触发组件8之间的距离,支杆901上设有锁紧螺栓903,锁紧螺栓903深入到支杆901内的一端与横向调节杆902接触,锁紧螺栓903用于在对横向调节杆902位置调节后进行固定,刻度尺7沿钻杆202钻孔方向横向布置。
42.横向调节杆902上设有刻度指示针904,横向调节杆902的触发端与第二触发组件8的触发板16位于同一水平线上。通过刻度指示针904能够对横向调节杆902位置进行精确的指示,当钻孔时,触发板16会与横向调节杆902接触,然后进行触发停止工作。
43.实施例三
44.基于与上述实施例一相同的构思,该种带有限位功能的辊轴钻孔报警件为安装于工件台1上蜂鸣器10,导电片18和电接触点21电连接于蜂鸣器10的电源电路。可通过蜂鸣器10的报警声以报警提醒工作人员夹持到位或者钻孔到位,当然报警件还可以采用报警灯,或者通过控制器与夹持液压缸11和钻孔装置2 连接,当导电片18和电接触点21接触时,通过控制器自动控制夹持液压缸11 和钻孔装置2停止工作。
45.以上均为本技术的较佳实施例,并非依此限制本技术的保护范围,故:凡依本技术的结构、形状、原理所做的等效变化,均应涵盖于本技术的保护范围之内。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1