一种钎焊工装的制作方法
1.本实用新型涉及继电器制造技术领域,尤其涉及一种涉及高压直流继电器制造工艺的钎焊工装。
背景技术:
2.继电器是一种电控制器件,是当输入量的变化达到规定要求时,在电气输出电路中使被控量发生预定的阶跃变化的一种电器。继电器具有控制系统和被控制系统之间的互动关系,通常应用于自动化的控制电路中,实际上是用小电流去控制大电流运作的一种"自动开关",故在电路中起着自动调节、安全保护、转换电路等作用。
3.目前,在陶瓷高压直流继电器的制造工艺中,陶瓷罩组件是钎焊的关键工艺,而钎焊工装又是保证陶瓷罩组件参数的关键装置,但目前的钎焊工装在钎焊陶瓷罩组件时存在问题如下:
4.(一)在钎焊工装下模上组装陶瓷罩和焊料环时,陶瓷罩和焊料环无法定位,使得陶瓷罩和焊料环在钎焊工装中处于散乱状态,而当后续组装钎焊工装的上模时,作业人员要用手去调节陶瓷罩的位置,使得钎焊工装的上模才可套入陶瓷罩,这种组装方式繁琐低效,费时费力。
5.(二)在组装过程中,作业人员手会接触并粘染材料粉末,这样在接触陶瓷罩之后会对陶瓷罩造成污染。
6.(三)在组装过程中,钎焊工装的上模与陶瓷罩发生接触和刮擦,由于钎焊工装所采用的材料硬度远小于于陶瓷,因此会在陶瓷罩表面残留黑斑,影响产品外观与绝缘性能。
7.(四)常规的钎焊工装基于陶瓷罩外部尺寸来定位,当高温下陶瓷罩膨胀后会顶住工装,通过膨胀应力使得钎焊工装开裂。
8.(五)钎焊工装的上模厚度较大,组装时无法与下模快速定位。
技术实现要素:
9.针对上述现有技术的缺点,本实用新型的目的是提供一种钎焊工装,以解决现有技术中的一个或多个问题。
10.为实现上述目的,本实用新型的技术方案如下:
11.一种钎焊工装,所述钎焊工装包括第一模组以及与所述第一模组对接的第二模组,其中
12.所述第一模组包括第一模本体,在所述第一模本体上开设孔结构,所述孔结构用于安装引出端;
13.所述第二模组包括第二模本体以及与所述第二模本体连接的凸台,所述凸台高于所述第二模本体设置,在所述凸台上开设多个定位孔,每个所述定位孔连接定位件,各所述定位件围合形成用于定位陶瓷罩内腔壁的定位结构。
14.进一步的,所述定位件高于所述凸台设置。
15.进一步的,所述定位件分别靠近所述凸台的长边和/或短边设置。
16.进一步的,所述定位件设置于凸台长边的数量与设置于凸台短边的数量相同。
17.进一步的,所述定位件设置于凸台长边的数量与设置于凸台短边的数量不同。
18.进一步的,所述定位件采用陶瓷结构制成。
19.进一步的,沿所述凸台的外侧四周,在所述第二模本体上还开设用于定位框片一部分的定位槽。
20.进一步的,所述第二模本体具有多个凸出部,每个所述凸出部远离第二模本体的一端具有定位第一模组的凹陷部。
21.进一步的,所述孔结构包括第一孔以及与所述第一孔连接的第二孔,所述第一孔的孔径大于所述第二孔的孔径。
22.进一步的,于所述凸台上还开设至少两个第三孔。
23.与现有技术相比,本实用新型的有益技术效果如下
24.(一)通过在凸台上开设多个定位孔,并且每个凸台上开设多个定位孔,在每个定位孔内连接定位件,使定位件围合形成用于抵接陶瓷罩内侧腔壁的定位结构,所述定位件高于凸台设置,通过所述定位件的设置使得作业人员不再需要去调整陶瓷罩的位置,并且实现陶瓷罩的快速定位,陶瓷罩与焊料环不在散乱,杜绝了作业人员与石墨材质的第二模组接触并产生交叉污染的问题,提高了组装效率。
25.(二)通过设置凸台,并且凸台的高度高于陶瓷罩的高度,同时在凸台上开设凹陷部,使第一模组装配在所述凹陷部之后还是高于陶瓷罩设置,并且与陶瓷罩之间具有间隙,避免第一模组与陶瓷罩发生接触和刮擦,避免陶瓷罩表面残留石墨黑斑,进一步避免影响产品的外观和绝缘性能。
26.(三)进一步的,定位件围合组成的定位结构是基于陶瓷罩内腔尺寸设置,避免高温下陶瓷罩膨胀后顶住第二模组中的第二模本体,进而避免第二模本体开裂。
附图说明
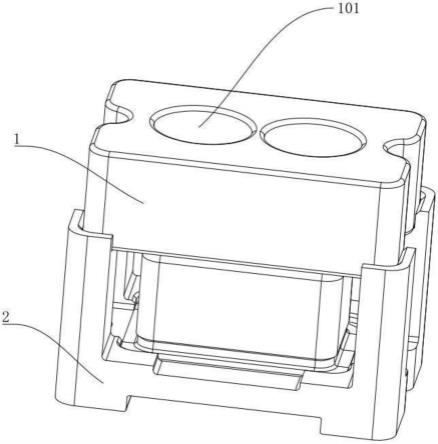
27.图1示出了本实用新型实施例一种钎焊工装的结构示意图。
28.图2示出了本实用新型实施例一种钎焊工装中第一模的结构示意图。
29.图3示出了本实用新型实施例一种钎焊工装中第二模的结构示意图。
30.图4示出了本实用新型实施例一种钎焊工装中陶瓷罩与第二模的连接结构示意图。
31.图5示出了本实用新型实施例一种钎焊工装与陶瓷罩连接的剖视图。
32.图6示出了本实用新型实施例一种钎焊工装在a处的放大结构示意图。
33.附图中标记:1、第一模组;100、第一模本体;101、第一孔;102、第二孔;103、台阶;2、第二模组;200、凹陷部;201、凸出部;202、第二模本体;203、定位槽;204、定位件;205、定位孔;206、凸台;207、第三孔;3、引出端;4、陶瓷罩;5、框片;6、焊料环。
具体实施方式
34.为了使本实用新型的目的、技术方案及优点更加清楚明白,以下结合附图和具体实施方式对本实用新型提出的一种钎焊工装作进一步详细说明。根据下面说明,本实用新
型的优点和特征将更清楚。需要说明的是,附图采用非常简化的形式且均使用非精准的比例,仅用以方便、明晰地辅助说明本实用新型实施方式的目的。为了使本实用新型的目的、特征和优点能够更加明显易懂,请参阅附图。须知,本说明书所附图式所绘示的结构、比例、大小等,均仅用以配合说明书所揭示的内容,以供熟悉此技术的人士了解与阅读,并非用以限定本实用新型实施的限定条件,故不具技术上的实质意义,任何结构的修饰、比例关系的改变或大小的调整,在不影响本实用新型所能产生的功效及所能达成的目的下,均应仍落在本实用新型所揭示的技术内容能涵盖的范围内。
35.请参考图1,本实施例的钎焊工装包括第一模组1以及可与所述第一模组1对接的第二模组2,所述第一模组1以及所述第二模组2均采用石墨材料制成。
36.下面详细描述第一模组1的具体结构如下:
37.请参考图1和图2,所述第一模组1也可以称为上模,其包括第一模本体100,在第一模本体100上开设孔结构,孔结构用于安装引出端3。
38.具体的,请继续参考图1和图2,所述孔结构包括第一孔101以及与所述第一孔101连接的第二孔102,其中所述第一孔101的孔径大于所述第二孔102的孔径,使得在所述第一孔101与第二孔102的连接处形成台阶103。通过所述第二孔102可以实现第一模组1与安装在陶瓷罩4上的引出端3的上半部分快速定位,进而实现第一模组1与第二模组2的快速对接。所述第二孔102的深度可容纳引出端3的1/2,使得所述第一模本体100的厚度减小,使其可以实现与第二模组2的快速定位。
39.进一步的,请参考图1和图3,所述第二模组2包括第二模本体202以及与所述第二模本体202连接的凸台206,所述凸台206位于所述第二模本体202的中心处,优选的,在本发明实施例所述钎焊工装中,所述凸台206呈矩形,所述凸台206高于第二模本体202设置。
40.进一步的,请继续参考图1和图3,在所述凸台206上开设多个定位孔205,每个所述定位孔205均与定位件204连接,各所述定位件204围合形成用定位陶瓷罩4内腔壁的定位结构,具体是指该定位结构是基于陶瓷罩4的内腔尺寸设置,即各定位件204围合的定位结构的长宽略小于陶瓷罩4内腔的长宽,通过所述定位件204的设置使得作业人员不再需要去调整陶瓷罩4的位置,进而杜绝了作业人员与石墨材质的第一模组1或第二模组2接触并产生交叉污染的问题。同样的,其与现有技术相比不再是基于陶瓷罩4的外部尺寸定位,避免陶瓷罩4高温膨胀后顶住第二模本体202,避免第二模本体202开裂。
41.所述定位件204高于所述凸台206设置,即当陶瓷罩4安装完成之后,所述定位件204的顶面需要超过陶瓷罩4的底面,具体的,所述陶瓷罩4的内腔壁是指陶瓷罩4与第二模本体202连接时,所述陶瓷罩4的内腔侧壁可与各定位件204的外侧相接触,进而实现对陶瓷罩4的定位。在安装时由于定位件204与陶瓷罩4的内腔侧壁接触,进而避免陶瓷罩4与石墨材质制成的第二模组2直接接触,进一步避免石墨污染陶瓷罩4内表面带来的绝缘下降风险。
42.进一步的,请参考图3和图5,所述定位件204分别靠近凸台206的长边和/或短边设置,优选的,在本实施例所述钎焊工装中,所述定位件204分别靠近凸台206的长边和短边设置,具体的,定位件204设置于凸台206长边的数量与设置于凸台206短边的数量不同,其中靠近凸台204长边设置的定位件204为两个,靠近凸台204短边设置的定位件204为一个,并且定位件204位于凸台206左半部分的数量与定位件204位于凸台206右半部分的数量相同。
43.当然,在本实用新型的其他实施例中,所述定位件204设置于凸台206长边的数量与设置于凸台206短边的数量也可以相同,只需要可以实现对陶瓷罩4内腔壁的定位即可,对此本实用新型不作进一步赘述。
44.进一步的,请继续参考图3和图5,在本实施例所述钎焊工装中,所述定位件204采用陶瓷结构制成,优选的,在本实施例所述钎焊工装中,所述定位件204为柱形结构。
45.进一步的,请参考图3、图4及图5,沿所述凸台206的外侧四周,在所述第二模本体202上还开设用于定位框片5下半部分的定位槽203,具体的,所述定位槽203成型在所述凸台206外侧的四个角部,该定位槽203形成的开口槽与框片5的下半部分形状适配,使框片5可以快速的定位在所述定位槽203内。
46.进一步的,请继续参考图1、图3及图4,上述定位件204同样可以实现对焊料环6的定位,当所述框片5在定位槽203内定位后,由于定位件204的高度大于框片5的高度,因此还可以通过定位件204伸出框片5的部分继续实现定位,其用于定位焊料环6以及陶瓷罩4。
47.进一步的,请参考图3和图4,为了实现第一模本体100可与所述第二模本体202快速定位,在所述第二模本体202具有多个凸出部201,所述凸出部201的高度高于陶瓷罩4的高度,每个凸出部201远离第二模本体202的一端具有定位第一模组1的凹陷部200,所述凹陷部200的高度约为第一模本体100高度的1/3~1/4。上述凸出部201的高度高于陶瓷罩4的高度可使所述第一模组1定位在凹陷部200时始终高于陶瓷罩4设置,进而实现陶瓷罩4与第一模组1不接触,避免接触后产生的污染问题。
48.进一步的,请参考图3,于凸台206上还开设至少两个第三孔207,所述第三孔207用于与继电器的推动杆组件连接。
49.以上所述实施例的各技术特征可以进行任意的组合,为使描述简洁,未对上述实施例中的各个技术特征所有可能的组合都进行描述,然而,只要这些技术特征的组合不存在矛盾,都应当认为是本说明书记载的范围。
50.以上所述实施例仅表达了本实用新型的几种实施方式,其描述较为具体和详细,但并不能因此而理解为对实用新型专利范围的限制。应当指出的是,对于本领域的普通技术人员来说,在不脱离本实用新型构思的前提下,还可以做出若干变形和改进,这些都属于本实用新型的保护范围。因此,本实用新型专利的保护范围应以所附权利要求为准。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1