一种深孔加长镗刀杆夹紧装置的制作方法
1.本实用新型涉及机床部件技术领域,具体为一种深孔加长镗刀杆夹紧装置。
背景技术:
2.实际生产中常会遇到单件、小批量大直径深孔加工件,这类零件的内孔直径大(800-1600mm)、深度长(1000-2000mm),因结构原因,只能在大型卧式车床加工,使用普通加长的刀杆刚性差、震动大,工件的尺寸精度达不到图纸要求。需要定制专用镗杆,加工成本比较高。而定制的专用镗杆并没有适合的夹紧装置。
3.公开号为:102363268a,名称为:一种车床的刀杆夹紧装置,能够方便更换不同大小的刀杆,提高更换的工作效率,可是并不适合上述镗杆的加紧,而且强度不够。
技术实现要素:
4.本实用新型的目的在于提供一种结构设计更为合理、构思新颖、操作便捷、制作简便、整机强度高、加工精度高的深孔加长镗刀杆夹紧装置。
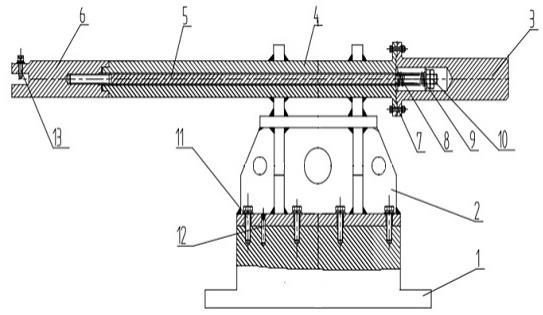
5.本实用新型一种深孔加长镗刀杆夹紧装置,包括刀台底座1,刀台底座1表面固定安装有支座架2,支座架2上固定安装有支撑立柱202,支撑立柱202的侧壁面处设置有支承孔201,通过支承孔201固定安装有中间连接套4,中间连接套4的一端固定安装有刀杆头6,刀杆头6的端头处固定安装有紧固螺丝ⅲ13。
6.所述刀台底座1与支座架2之间通过多个紧固螺丝ⅰ11和定位销12进行固定,保证刀杆夹紧装置整体的安装精度及强度;所述的支撑立柱202数量为两个,支承孔201的数量为两个,保证刀杆夹紧装置的中心高度及连接强度;中间连接套4的作用能够起到固定双头螺杆5的作用,固定牢靠、稳固;设置的紧固螺丝ⅲ13,可以更好地夹紧刀具,方便刀具进行切削。
7.所述的中间连接套4的中心设置有通孔401,通孔401内固定安装有双头螺杆5。
8.设置的通孔401用于固定安装双头螺杆5,起到稳定固定的作用。
9.所述的中间连接套4的另一端固定安装有配重块3,配重块3的中心位置设置有盲孔301。
10.所述的双头螺杆5的一端固定安装有锁紧螺母10,锁紧螺母10位于盲孔301的位置。
11.所述的锁紧螺母10和双头螺杆5之间的结合处安装有压垫9;锁紧螺母10和双头螺杆5之间固定安装有减振弹簧8。
12.设置的减振弹簧8和压垫9,保证刀杆夹紧装置整体连接强度和刚性;减振弹簧8起到减振的作用;设置的配重块3为刀杆夹紧装置起到配重、消振的作用。
13.本实用新型的有益效果是:
14.1)所述刀台底座1与支座架2之间通过多个紧固螺丝ⅰ11和定位销12进行固定,保证刀杆夹紧装置整体的安装精度及强度;所述的支撑立柱202数量为两个,支承孔201的数
量为两个,保证刀杆夹紧装置的中心高度及连接强度;中间连接套4的作用能够起到固定双头螺杆5的作用,固定牢靠、稳固;
[0015] 2)设置的减振弹簧8和压垫9,保证刀杆夹紧装置整体连接强度和刚性;减振弹簧8起到减振的作用;设置的配重块3为刀杆夹紧装置起到配重、消振的作用;
[0016]
3)设置的通孔401用于固定安装双头螺杆5,可将双头螺杆5放置于通孔401内,起到稳定固定的作用;
[0017]
4)该装置中的配重块3和刀杆头6根据需要设置为不同的规格长度,整个装置具有制作、更换简单的优点,目前已投入使用中,使用效果良好、值得大范围推广应用。
附图说明
[0018]
图1为本实用新型的结构示意图;
[0019]
图2为本实用新型中间连接套的结构示意图;
[0020]
图3为本实用新型中支座架的结构示意图;
[0021]
图4为本实用新型中支座架的侧视图。
[0022]
图中:1. 刀台底座、2. 支座架、201. 支承孔、202. 支撑立柱、3. 配重块、301、盲孔、4. 中间连接套、401通孔、5. 双头螺杆、6. 刀杆头、7.紧固螺丝ⅰ、8. 减振弹簧、9. 压垫、10. 锁紧螺母、11. 紧固螺丝ⅱ、12. 定位销、13. 紧固螺丝ⅲ13。
具体实施方式
[0023]
以下将结合附图1-4对本实用新型做进一步的说明。
[0024]
本实用新型一种深孔加长镗刀杆夹紧装置,包括刀台底座1,刀台底座1表面固定安装有支座架2,支座架2上固定安装有支撑立柱202,支撑立柱202的侧壁面处设置有支承孔201,通过支承孔201固定安装有中间连接套4,,中间连接套4的一端固定安装有刀杆头6,刀杆头6的端头处固定安装有紧固螺丝ⅲ13。
[0025]
所述的中间连接套4的中心设置有通孔401,通孔401内固定安装有双头螺杆5。
[0026]
设置的通孔401用于固定安装双头螺杆5,可将双头螺杆5放置于通孔401内,起到稳定固定的作用。
[0027]
所述的中间连接套4的另一端固定安装有配重块3,配重块3的中心位置设置有盲孔301。
[0028]
所述的双头螺杆5的一端固定安装有锁紧螺母10,锁紧螺母10位于盲孔301的位置。
[0029]
所述的锁紧螺母10和双头螺杆5之间的结合处安装有压垫9;锁紧螺母10和双头螺杆5之间固定安装有减振弹簧8。
[0030]
所述刀台底座1与支座架2之间通过多个紧固螺丝ⅰ11和定位销12进行固定,保证刀杆夹紧装置整体的安装精度及强度;所述的支撑立柱202数量为两个,支承孔201的数量为两个,保证刀杆夹紧装置的中心高度及连接强度;中间连接套4的作用能够起到固定双头螺杆5的作用,固定牢靠、稳固;
[0031]
中间连接套4和配重块3之间通过紧固螺丝ⅰ7固定,保证刀杆头6的定位精度;双头螺杆5与刀杆头6通过螺纹连接方式固定连接,保证刀杆头6的连接强度。
[0032]
刀杆头6的长度为400
㎜
,配重块3的长度为500
㎜
,刀台底座1的厚度为200
㎜
。
[0033]
设置的减振弹簧8和压垫9,保证刀杆夹紧装置整体连接强度和刚性;减振弹簧8起到减振的作用;设置的配重块3为刀杆夹紧装置起到配重、消振的作用。
[0034]
使用时:可将刀台底座1与车床的横向丝杠相连接,通过刀杆头6端部的紧固螺丝ⅲ13固定夹紧刀具,进行深孔加工,控制加工孔的直径,整个装置结构紧凑,牢固稳定,可以充分保证刀杆头6的定位精度和加工强度,更好地实现深孔的加工。
技术特征:
1.一种深孔加长镗刀杆夹紧装置,其特征在于:包括刀台底座(1),刀台底座(1)表面固定安装有支座架(2),支座架(2)上固定安装有支撑立柱(202),支撑立柱(202)的侧壁面处设置有支承孔(201),通过支承孔(201)固定安装有中间连接套(4),中间连接套(4)的一端固定安装有刀杆头(6),刀杆头(6)的端头处固定安装有紧固螺丝(13)。2.如权利要求1所述的一种深孔加长镗刀杆夹紧装置,其特征在于:所述的中间连接套(4)的中心设置有通孔(401),通孔(401)内固定安装有双头螺杆(5)。3.如权利要求1所述的一种深孔加长镗刀杆夹紧装置,其特征在于:所述的中间连接套(4)的另一端固定安装有配重块(3),配重块(3)的中心位置设置有盲孔(301)。4.如权利要求2所述的一种深孔加长镗刀杆夹紧装置,其特征在于:所述的双头螺杆(5)的一端固定安装有锁紧螺母(10),锁紧螺母(10)位于盲孔(301)的位置。5.如权利要求4所述的一种深孔加长镗刀杆夹紧装置,其特征在于:所述的锁紧螺母(10)和双头螺杆(5)之间的结合处安装有压垫(9);锁紧螺母(10)和双头螺杆(5)之间固定安装有减振弹簧(8)。
技术总结
本实用新型一种深孔加长镗刀杆夹紧装置,包括刀台底座,刀台底座表面固定安装有支座架,支座架上固定安装有支撑立柱,支撑立柱的侧壁面处设置有支承孔,通过支承孔固定安装有中间连接套,中间连接套的一端固定安装有刀杆头,刀杆头的端头处固定安装有紧固螺丝,中间连接套的中心设置有通孔,通孔内固定安装有双头螺杆。本实用新型的有益效果:结构设计更为合理、构思新颖、操作便捷、制作简便、整机强度高、加工精度高。高、加工精度高。高、加工精度高。
技术研发人员:马绍华
受保护的技术使用者:甘肃酒钢集团西部重工股份有限公司
技术研发日:2022.11.16
技术公布日:2023/3/28
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1