圆筒件生产系统和工程机械生产线的制作方法
本技术涉及圆筒生产,具体地,涉及一种圆筒件生产系统和工程机械生产线。
背景技术:
1、用于工程机械的圆筒是一种钢结构件,可以作为泵车底架的重要组成部分,现有的圆筒采用钢板材料,经过切割、卷圆、点焊等工序制成,各工序均由人工操作完成,导致圆筒的成品质量较差,人工作业强度高。
技术实现思路
1、针对现有技术的上述缺陷或不足,本实用新型提供了一种圆筒件生产系统和工程机械生产线,能够实现自动化执行卷圆、焊接、转运等工序,以达到提高成品质量、保证品质一致性、降低人力成本,提升生产效率等目的。
2、为实现上述目的,本实用新型第一方面提供了一种圆筒件生产系统,其包括:
3、自动卷圆总成,包括用于将板件对中的对中机构以及用于从所述对中机构输入已对中的所述板件且将所述板件卷圆成卷圆件的卷圆机;
4、自动焊接总成,用于将所述卷圆件焊接成圆筒件;和
5、卷圆件转运机构,设置在所述自动卷圆总成和所述自动焊接总成之间且能够将所述卷圆件从所述卷圆机转运至所述自动焊接总成。
6、可选地,所述对中机构包括用于输送所述板件的对中输送平台以及布置在所述对中输送平台沿宽度方向的两侧且能够沿所述宽度方向移动的两排对中滚轮组,所述对中输送平台的输出侧与所述卷圆机的输入侧对置。
7、可选地,所述圆筒件生产系统包括上料机构,所述上料机构包括设置在所述对中输送平台的边侧的上料导轨、用于沿所述上料导轨滑移且从外部输入所述板件的上料滑台以及用于将所述板件从所述上料滑台吊运至所述对中输送平台的上料吊运机构。
8、可选地,所述自动焊接总成包括用于带动所述卷圆件回转的滚轮架、设置在所述滚轮架的边侧且用于升降所述卷圆件的升降变位机以及设置在所述滚轮架的边侧且用于将所述卷圆件焊接成所述圆筒件的焊接机器人。
9、可选地,所述自动焊接总成包括毗邻所述滚轮架设置的焊接除尘罩以及与所述焊接除尘罩连接且用于处理焊接烟尘的除尘主机。
10、可选地,所述卷圆件转运机构形成为能够将所述卷圆件从所述卷圆机吊运至所述滚轮架的卷圆件吊运机构。
11、可选地,所述圆筒件生产系统包括圆筒件下料机构,所述圆筒件下料机构包括设置在所述滚轮架的边侧的下料导轨和能够沿所述下料导轨移动的下料平移小车,所述卷圆件吊运机构设置为能够将所述圆筒件从所述滚轮架吊运至所述下料平移小车。
12、可选地,所述圆筒件生产系统包括用于翻转所述圆筒件的翻转机构和用于将从所述自动焊接总成下料的所述圆筒件吊运至所述翻转机构的后续处理吊运机构。
13、可选地,所述圆筒件生产系统包括缓存工位,所述后续处理吊运机构设置为能够将经过所述翻转机构翻转的所述圆筒件吊运至所述缓存工位。
14、本实用新型第二方面提供了一种工程机械生产线,其包括上述的圆筒件生产系统。
15、通过上述技术方案,本实用新型的圆筒件生产系统和工程机械生产线通过设置自动卷圆总成、自动焊接总成、卷圆件转运机构等设备,能够自动化地执行圆筒件生产所涉及的卷圆工序、转运工序和焊接工序,经由上述工序所制作出的圆筒件可具备一致的卷圆度和焊缝精确度,与现有技术的人工操作方式相比,使用本生产系统和生产线可避免人工操作误差,从而提高成品质量,保证品质一致,且有效地节省了人力,提升生产效率。
16、本实用新型的其它特征和优点将在随后的具体实施方式部分予以详细说明。
技术特征:
1.一种圆筒件生产系统,其特征在于,所述圆筒件生产系统包括:
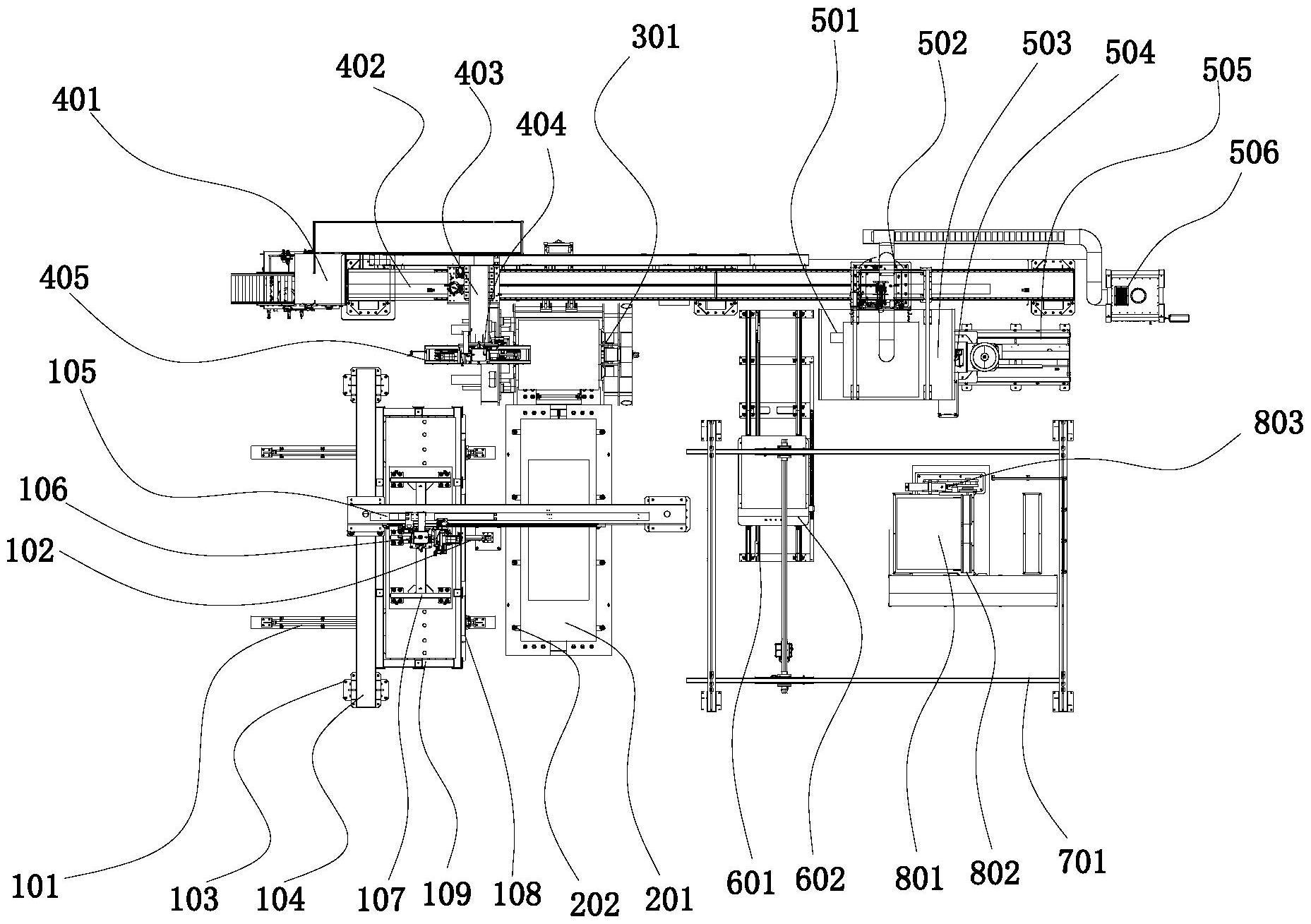
2.根据权利要求1所述的圆筒件生产系统,其特征在于,所述对中机构包括用于输送所述板件的对中输送平台(201)以及布置在所述对中输送平台(201)沿宽度方向的两侧且能够沿所述宽度方向移动的两排对中滚轮组(202),所述对中输送平台(201)的输出侧与所述卷圆机(301)的输入侧对置。
3.根据权利要求2所述的圆筒件生产系统,其特征在于,所述圆筒件生产系统包括上料机构,所述上料机构包括设置在所述对中输送平台(201)的边侧的上料导轨(101)、用于沿所述上料导轨(101)滑移且从外部输入所述板件的上料滑台(108)以及用于将所述板件从所述上料滑台(108)吊运至所述对中输送平台(201)的上料吊运机构。
4.根据权利要求1所述的圆筒件生产系统,其特征在于,所述自动焊接总成包括用于带动所述卷圆件回转的滚轮架(501)、设置在所述滚轮架(501)的边侧且用于升降所述卷圆件的升降变位机(502)以及设置在所述滚轮架(501)的边侧且用于将所述卷圆件焊接成所述圆筒件的焊接机器人(504)。
5.根据权利要求4所述的圆筒件生产系统,其特征在于,所述自动焊接总成包括毗邻所述滚轮架(501)设置的焊接除尘罩(503)以及与所述焊接除尘罩(503)连接且用于处理焊接烟尘的除尘主机(506)。
6.根据权利要求4所述的圆筒件生产系统,其特征在于,所述卷圆件转运机构形成为能够将所述卷圆件从所述卷圆机(301)吊运至所述滚轮架(501)的卷圆件吊运机构。
7.根据权利要求6所述的圆筒件生产系统,其特征在于,所述圆筒件生产系统包括圆筒件下料机构,所述圆筒件下料机构包括设置在所述滚轮架(501)的边侧的下料导轨(601)和能够沿所述下料导轨(601)移动的下料平移小车(602),所述卷圆件吊运机构设置为能够将所述圆筒件从所述滚轮架(501)吊运至所述下料平移小车(602)。
8.根据权利要求1所述的圆筒件生产系统,其特征在于,所述圆筒件生产系统包括用于翻转所述圆筒件的翻转机构和用于将从所述自动焊接总成下料的所述圆筒件吊运至所述翻转机构的后续处理吊运机构(701)。
9.根据权利要求8所述的圆筒件生产系统,其特征在于,所述圆筒件生产系统包括缓存工位,所述后续处理吊运机构(701)设置为能够将经过所述翻转机构翻转的所述圆筒件吊运至所述缓存工位。
10.一种工程机械生产线,其特征在于,所述工程机械生产线包括根据权利要求1至9中任意一项所述的圆筒件生产系统。
技术总结
本技术公开了一种圆筒件生产系统和工程机械生产线,其包括:自动卷圆总成,包括用于将板件对中的对中机构以及用于从对中机构输入已对中的板件且将板件卷圆成卷圆件的卷圆机;自动焊接总成,用于将卷圆件焊接成圆筒件;和卷圆件转运机构,设置在自动卷圆总成和自动焊接总成之间且能够将卷圆件从卷圆机转运至自动焊接总成。本技术可通过自动卷圆总成、自动焊接总成和卷圆件转运机构的配合作业,实现自动化执行卷圆、焊接、转运等工序,以达到提高成品质量、保证品质一致性、降低人力成本,提升生产效率等目的。
技术研发人员:陈林,倪川皓,曹瑜琦
受保护的技术使用者:中联重科股份有限公司
技术研发日:20221118
技术公布日:2024/1/11
- 还没有人留言评论。精彩留言会获得点赞!