半成品引脚焊线装置的制作方法
1.本实用新型涉及自动化生产组装设备技术领域,具体是半成品引脚焊线装置。
背景技术:
2.电动牙刷是philippe-guy woog发明的一种牙刷,通过电动机芯的快速旋转或振动,使刷头产生高频振动,瞬间将牙膏分解成细微泡沫,深入清洁牙缝,与此同时,刷毛的颤动能促进口腔的血液循环,对牙龈组织有按摩效果。
3.电动牙刷为了方便使用和携带,体形设计都尽可能小巧,内部器件的布置也相对较为紧凑和复杂,因此,在其生产制造过程中,组装加工成本会占据较大的比重,而且利用人工进行组装生产效率也较低,因此,为了降低生产成本和提高生产效率,设计一款自动化组装设备来代替传统的手工组装显得特别重要。
4.电动牙刷一般是由外壳和插装于外壳内部电器支架组成,电器支架由于几乎集成了电动牙刷所有的电器件,所以其结构较为复杂,加工道序也较多,而且对加工的精准度要求也较高,尤其是电路焊接部份,一旦焊接出错就会直接导致整个产品电路无法正常工作,而这种出错率在人工作业时发生的概率较大,从而导致人工作业不但加工效率低,而且也不良率也高。
技术实现要素:
5.本实用新型的目的在于提供半成品引脚焊线装置,用于电动牙刷生产组装过程中实现自动化对牙刷内置电器支架半成品进行引脚焊接,以实现精准焊接加工,用自动化生产的方式代替传统的人工作业,提高了生产效率、降低了生产不良率,从而起到降低生产成本的作用,以解决上述背景技术中提出的问题。
6.为实现上述目的,本实用新型提供如下技术方案:半成品引脚焊线装置,包括作业区,所述作业区内按作业流程顺序依次布置有上料工位、充电线圈引脚焊接工位、马达线焊接工位、测试工位、短路点焊接工位、清洁工位和出料工位,所述充电线圈引脚焊接工位、马达线焊接工位和短路点焊接工位处均设置有点焊机械手,所述测试工位处设置有通电测试机械手,所述清洁工位处设置有清洁机械手,所述出料工位处设置有出料机械手。
7.优选地,所述点焊机械手包括三维驱动臂、点焊头和清渣轮,所述点焊头连接于三维驱动臂的输出端,所述清渣轮设置于点焊头下方。
8.优选地,所述通电测试机械手上设置有多根探针。
9.优选地,所述清洁机械手上设置有清洁刷头。
10.优选地,所述出料机械手上通过转向机构连接有夹爪。
11.优选地,所述作业区内设置有转盘,所述上料工位、充电线圈引脚焊接工位、马达线焊接工位、测试工位、短路点焊接工位、清洁工位和出料工位均设置于转盘上,所述上料工位、充电线圈引脚焊接工位、马达线焊接工位、测试工位、短路点焊接工位、清洁工位和出料工位上均设置有物料定位治具,所述充电线圈引脚焊接工位、马达线焊接工位和短路点
焊接工位处的物料定位治具上方活动盖装有定位盖板。
12.优选地,所述定位盖板朝向物料定位治具一侧设置有与待加工物料轮廓相吻合的限位模位,所述定位盖板上对应物料焊接点位置处开设有贯穿定位盖板的点焊通孔。
13.与现有技术相比,本实用新型有益效果:
14.本实用新型,用于电动牙刷生产组装过程中实现自动化对牙刷内置电器支架半成品进行引脚焊接,以实现精准焊接加工,用自动化生产的方式代替传统的人工作业,提高了生产效率、降低了生产不良率,从而起到降低生产成本的作用。
附图说明
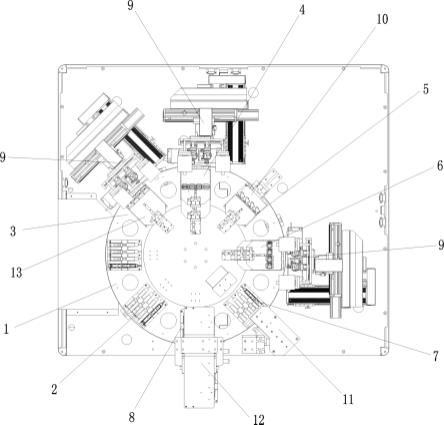
15.图1为本实用新型结构布局示意图一;
16.图2为本实用新型结构布局示意图二;
17.图3为本实用新型结构布局示意图三;
18.图4为本实用新型点焊机械手结构示意图;
19.图5为本实用新型通电测试机械手结构示意图;
20.图6为本实用新型清洁机械手结构示意图;
21.图7为本实用新型出料机械手结构示意图;
22.图8为本实用新型定位盖板结构示意图一;
23.图9为本实用新型定位盖板结构示意图二。
24.图中:1转盘;2上料工位;3充电线圈引脚焊接工位;4马达线焊接工位;5测试工位;6短路点焊接工位;7清洁工位;8出料工位;9点焊机械手;91三维驱动臂;92点焊头;93清渣轮;10通电测试机械手;101探针;11清洁机械手;111清洁刷头;12出料机械手;121转向机构;122夹爪;13定位盖板;131限位模位;132点焊通孔。
具体实施方式
25.下面将结合本实用新型实施例中的附图,对本实用新型实施例中的技术方案进行清楚、完整地描述,显然,所描述的实施例仅仅是本实用新型一部分实施例,而不是全部的实施例。基于本实用新型中的实施例,本领域普通技术人员在没有做出创造性劳动前提下所获得的所有其他实施例,都属于本实用新型保护的范围。
26.请参阅图1-9,本实用新型实施例中,半成品引脚焊线装置,包括作业区,所述作业区内设置有,所述转盘1上按作业流程顺序依次布置有上料工位2、充电线圈引脚焊接工位3、马达线焊接工位4、测试工位5、短路点焊接工位6、清洁工位7和出料工位8,所述上料工位2、充电线圈引脚焊接工位3、马达线焊接工位4、测试工位5、短路点焊接工位6、清洁工位7和出料工位8上均设置有物料定位治具,所述充电线圈引脚焊接工位3、马达线焊接工位4和短路点焊接工位6处的物料定位治具上方活动盖装有定位盖板13,所述定位盖板13朝向物料定位治具一侧设置有与待加工物料轮廓相吻合的限位模位131,所述定位盖板13上对应物料焊接点位置处开设有贯穿定位盖板13的点焊通孔132,所述充电线圈引脚焊接工位3、马达线焊接工位4和短路点焊接工位6处均设置有点焊机械手9,所述测试工位5处设置有通电测试机械手10,所述清洁工位7处设置有清洁机械手11,所述出料工位8处设置有出料机械手12。
27.所述点焊机械手9包括三维驱动臂91、点焊头92和清渣轮93,所述点焊头92连接于三维驱动臂91的输出端,所述清渣轮93设置于点焊头92下方。所述通电测试机械手10上设置有多根探针101。
28.所述清洁机械手11上设置有清洁刷头111。所述出料机械手12上通过转向机构121连接有夹爪122。
29.工作过程:在电动牙刷内置支架上固定安装好充电线圈和马达之后,通过人工把充电线圈和马达上的接电引脚调整预置于牙刷内置支架上的电路板组件对应位置上方,然后把半成品形态的电动牙刷内置支架放置到上料工位2上,转盘1流转之后把电动牙刷内置支架(后续称为待加工物料)移达到充电线圈引脚焊接工位3处,此时,位于充电线圈引脚焊接工位3处的定位盖板13自动盖合于物料定位治具上,定位盖板13朝向物料定位治具一侧设置有与待加工物料轮廓相吻合的限位模位131,限位模位131可以对待加工物料进行定位,使其在加工过程中不会出现松动偏位的现像,从而保障了加工过程中的稳定性,定位盖板13上对应物料焊接点位置处开设有贯穿定位盖板13的点焊通孔132,点焊机械手9在对待加工物料进行点焊时,点焊头92在三维驱动臂91的驱动下从点焊通孔132伸入进行点焊作业,定位盖板13除了点焊通孔132之外可以对待加工物料其他位置进行覆盖保护,所以可以有效的防止点焊过程中点焊头92破坏到电路板组件上的其他电器件,保障了加工过程的稳定性,位于点焊头92下方的清渣轮93可以定时对点焊头92进行清洁处理,从而保障了点焊头92的性能,当充电线圈引脚焊接完成后,转盘1把待加工物料移送至马达线焊接工位4处,通过与上述工艺相同的操作后实现对马达线进行焊接加工,当充电线圈引脚和马达线都焊接完成后,待加工物料进入测试工位5后在通电测试机械手10的配合下对待加工物料的电路连通状态进行测试,测试过程中如果有出现电路连接不合格的,系统会对不连通的待加工物料进行标注并警示,随送不合格物料被人工取出后,待加工物料进入短路点焊接工位6,并在点焊机械手9的作用完成对短路点的焊接作业,所有焊接完成后,待加工物料被转盘1送到清洁工位7处,清洁机械手11上的清洁刷头111对待加工物料进行清扫,把残余的杂质从待加工物料上清除,最后转盘1把待加工物料送到出料工位8上,通过出料机械手12夹持后移送进入下道加工工序。
30.综上所述:本实用新型,用于电动牙刷生产组装过程中实现自动化对牙刷内置电器支架半成品进行引脚焊接,以实现精准焊接加工,用自动化生产的方式代替传统的人工作业,提高了生产效率、降低了生产不良率,从而起到降低生产成本的作用。
31.对于本领域技术人员而言,显然本实用新型不限于上述示范性实施例的细节,而且在不背离本实用新型的精神或基本特征的情况下,能够以其他的具体形式实现本实用新型。因此,无论从哪一点来看,均应将实施例看作是示范性的,而且是非限制性的,本实用新型的范围由所附权利要求而不是上述说明限定,因此旨在将落在权利要求的等同要件的含义和范围内的所有变化囊括在本实用新型内。不应将权利要求中的任何附图标记视为限制所涉及的权利要求。
32.此外,应当理解,虽然本说明书按照实施方式加以描述,但并非每个实施方式仅包含一个独立的技术方案,说明书的这种叙述方式仅仅是为清楚起见,本领域技术人员应当将说明书作为一个整体,各实施例中的技术方案也可以经适当组合,形成本领域技术人员可以理解的其他实施方式。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1