一种双金动触头的焊接设备的制作方法
本技术涉及双金动触头加工,具体涉及一种双金动触头的焊接设备。
背景技术:
1、断路器是指能够关合、承载和开断正常回路条件下的电流并能在规定的时间内关合、承载和开断异常回路条件下的电流的开关装置。断路器包括壳体、双金动触头等部件,双金动触头包括双金属片、导线以及动触头;断路器在生产的过程中,其中的一道工序就对双金属片、导线与动触头三者之间的焊接固定。现有技术中一般是人工将双金属片、导线与动触头装配在专门的夹具中,再对双金属片与导线的连接处和导线与动触头的连接处进行焊接,加工效率低,无法保证产品的一致性,同时对产品质量把控差,不利于批量生产,增加企业生产成本。
技术实现思路
1、本实用新型的目的是为了克服现有技术存在的缺点和不足,而提供一种双金动触头的焊接设备。
2、本实用新型所采取的技术方案如下: 一种双金动触头的焊接设备,所述双金动触头包括有双金属片、导线与动触头,所述焊接设备包括有机架与控制系统,所述机架设置有加工台面,所述加工台面上设置有转盘,所述转盘上靠外侧环周设置有若干夹具,所述加工台面上围绕转盘的外周依次设置有动触头上料工站、导线上料工站、双金上料工站、双金焊接工站、动触头焊接工站与下料工站;所述夹具包括有基座,所述基座一侧设置有限位部,所述限位部依次包括有与双金属片适配的双金限位槽、导线限位台以及与动触头适配的动触头限位槽;所述动触头上料工站包括有动触头振动盘、动触头直振轨道与动触头机械手,所述动触头直振轨道一端与动触头振动盘连接,所述动触头机械手用于抓取动触头直振轨道的动触头移动至动触头限位槽;所述导线上料工站包括有导线料架、导线整形机构与导线剪裁机构,所述导线整形机构用于将导线料架上的导线挤压整形成所需形状,所述导线剪裁机构包括有导线剪裁机、第一导线夹手组件与第二导线夹手组件,所述第一导线夹手组件与导线剪裁机位于同一直线,所述第二导线夹手组件与导线剪裁机相垂直设置且位于导线剪裁机与第一导线夹手组件之间;所述第二导线夹手组件用于将穿过导线剪裁机的导线拉伸出一定长度;所述第一导线夹手组件用于将夹持住第二导线夹手组件所拉伸后的导线;所述导线剪裁机用于将第一导线夹手组件夹持的导线一端进行切断;所述第一导线夹手组件还用于将导线剪裁机切断的导线移动至导线限位台上;所述双金上料工站包括有双金振动盘、双金直振轨道和双金分料机构,所述双金直振轨道一端与双金振动盘连接,另一端与双金分料机构联动,所述双金分料机构用于将双金金属片逐一移动至双金限位槽;所述双金焊接工站用于将对应夹具上的双金属片与导线连接处进行焊接;所述动触头焊接工站用于将对应夹具上的导线与动触头连接处进行焊接;所述下料工站用于将对应夹具上的双金动触头移动下料。
3、本实用新型的有益效果如下:1.本实用新型中以转盘与专门的夹具使得各工站之间进行循环联动,在夹具上实现双金属片、导线与动触头上料以及三者之间的焊接固定,大大的提升了加工效率,保证了产品的一致性,同时有效地把控产品质量,适用于批量生产,降低企业生产成本。
4、2. 本实用新型中导线上料工站包括有导线整形机构可以适配形状不同的导线,实用性强,同时导线剪裁机、第一导线夹手组件与第二导线夹手组件配合,导线的切断长度可调节且上料效率高。
技术特征:
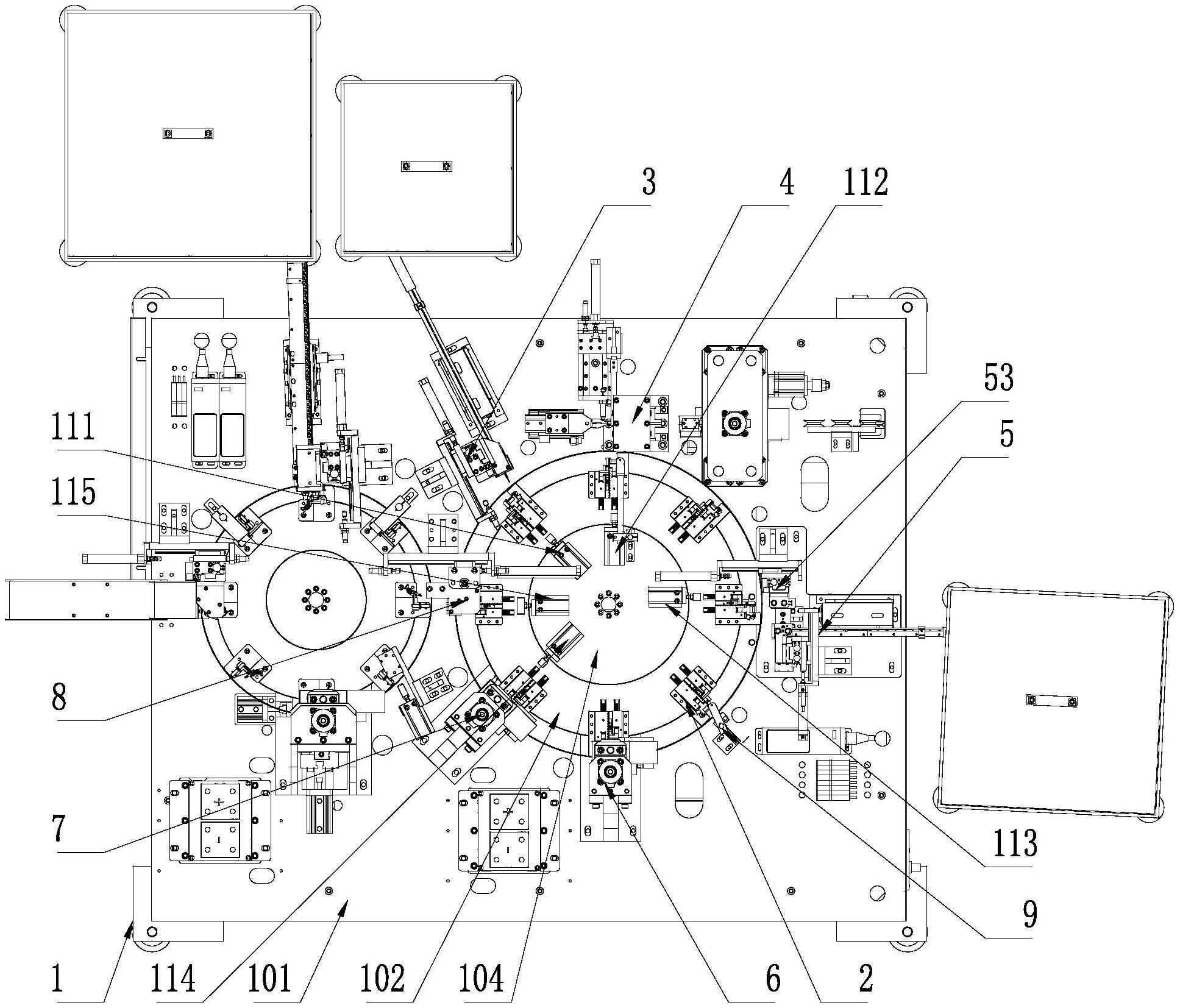
1.一种双金动触头的焊接设备,所述双金动触头包括有双金属片、导线与动触头,其特征在于,所述焊接设备包括有机架(1)与控制系统,所述机架(1)设置有加工台面(101),所述加工台面(101)上设置有转盘(102),所述转盘(102)上靠外侧环周设置有若干夹具(2),所述加工台面(101)上围绕转盘(102)的外周依次设置有动触头上料工站(3)、导线上料工站(4)、双金上料工站(5)、双金焊接工站(6)、动触头焊接工站(7)与下料工站(8);
2.根据权利要求1所述的一种双金动触头的焊接设备,其特征在于,所述动触头直振轨道(32)的末端设置有动触头分料块(34),所述动触头分料块(34)上设置有动触头抓取槽(341),所述动触头分料块(34)上朝向动触头直振轨道(32)设置有与控制系统连接的第一检测装置(35),所述第一检测装置(35)用于检测动触头抓取槽(341)内是否有动触头。
3.根据权利要求1所述的一种双金动触头的焊接设备,其特征在于,所述导线整形机构(42)包括有导线限位组件(421)、整形组件(422)与压导线组件(423),所述导线限位组件(421)包括有第一导线通道(4211)、设置有在第一导线通道(4211)上的盖板(4212)和铰接在盖板(4212)上的导线压块(4213)。
4.根据权利要求3所述的一种双金动触头的焊接设备,其特征在于,所述整形组件(422)包括有第一整形块(401)、位于第一整形块(401)两侧的第二整形块(402)与第三整形块(403)、设置在第一整形块(401)上方的第四整形块(404)、驱动第三整形块(403)向第二整形块(402)移动的第一整形驱动组件以及驱动第四整形块(404)向第一整形块(401)移动的第二整形驱动组件,所述第一整形块(401)、第二整形块(402)、第三整形块(403)与第四整形块(404)之间构成方形挤压腔。
5.根据权利要求4所述的一种双金动触头的焊接设备,其特征在于,所述压导线组件(423)包括有与第一导线通道(4211)对齐的第二导线通道(4231)、压导线块(4232)与驱动压导线块(4232)向第二导线通道(4231)移动的压导线气缸(4233)。
6.根据权利要求1所述的一种双金动触头的焊接设备,其特征在于,所述第一导线夹手组件(432)包括有第一导线平移底座(4321)与设置在第一导线平移底座(4321)上的第一导线夹手,所述第一导线夹手包括有第一导线气缸(4322)与两个第一导线夹块(4323),所述第二导线夹手组件(433)包括有第二导线平移底座(4331)与设置在第二导线平移底座(4331)上的第二导线夹手,所述第二导线夹手包括有第二导线气缸(4332)与两个第二导线夹块(4333),两个所述第一导线夹块(4323)之间设置有可供第二导线夹手穿过避空部(4324)。
7.根据权利要求1所述的一种双金动触头的焊接设备,其特征在于,所述双金分料机构(53)包括有设置在双金直振轨道(52)末端的第一双金底座(531)、第一双金平移组件(532)、第二双金底座(533)与第二双金平移组件(534);
8.根据权利要求1所述的一种双金动触头的焊接设备,其特征在于,所述双金上料工站(5)与双金焊接工站(6)之间设置有双金修正工站(9),所述双金修正工站(9)包括有修正支架、设置在修正支架上的修正气缸和与修正气缸连接的修正顶杆,所述修正气缸用于驱动修正顶杆与双金限位槽(23)内的双金属片相抵接,所述修正支架上设置有与控制系统连接的第四检测装置,所述第四检测装置用于检测双金修正工站(9)内的夹具(2)上是否有双金属片。
9.根据权利要求1所述的一种双金动触头的焊接设备,其特征在于,所述双金焊接工站(6)与动触头焊接工站(7)均包括有焊接机,所述下料工站(8)包括有下料平移组件(81),所述下料平移组件(81)包括有下料平移底座(811)、设置在下料平移底座(811)上的第一下料气缸夹手(812)与第二下料气缸夹手(813),所述第一下料气缸夹手(812)用于夹持动触头限位槽(25)内的动触头,所述第二下料气缸夹手(813)用于夹持双金限位槽(23)内的双金属片。
10.根据权利要求1所述的一种双金动触头的焊接设备,其特征在于,所述转盘(102)中心同轴设置有固定盘(104),所述固定盘(104)上靠外侧环周设置有朝向动触头上料工站(3)的第一气缸(111)、朝向导线上料工站(4)的第二气缸(112)、朝向双金上料工站(5)的第三气缸(113)、朝向动触头焊接工站(7)的第四气缸(114)以及朝向下料工站(8)的第五气缸(115);所述基座(21)内设置有两个滑动通道(26),所述滑动通道(26)均滑动配合有推杆(27),所述滑动通道(26)在靠近限位部(22)一侧铰接有压块(28),所述压块(28)包括有位于导线限位台(24)上方的第一压块(281)和位于双金限位槽(23)上方的第二压块(282),所述压块(28)包括有齿轮部(283)且位于铰接端外壁,所述推杆(27)设置有与齿轮部(283)适配的齿条部(271),所述推杆(27)在滑动通道(26)内朝向限位部(22)移动可使压块(28)向上打开,所述推杆(27)包括有相互垂直设置的滑动部(272)与推动部(273),所述滑动部(272)位于滑动通道(26)内,所述推动部(273)与基座(21)之间设置有弹簧(29),所述弹簧(29)用于使压块(28)保持抵压在限位部(22)上,所述推杆(27)分为与第一压块(281)联动的第一推杆和与第二压块(282)联动的第二推杆,第一至第五气缸用于推动对应工站内夹具的第一推杆和/或第二推杆移动。
技术总结
本技术提供一种双金动触头的焊接设备,属于双金动触头加工技术领域,所述双金动触头包括有双金属片、导线与动触头,所述焊接设备包括有机架与控制系统,所述机架设置有加工台面,所述加工台面上设置有转盘,所述转盘上靠外侧环周设置有若干夹具,所述加工台面上围绕转盘的外周依次设置有动触头上料工站、导线上料工站、双金上料工站、双金焊接工站、动触头焊接工站与下料工站;本技术中以转盘与专门的夹具使得各工站之间进行循环联动,在夹具上实现双金属片、导线与动触头上料以及三者之间的焊接固定,大大的提升了加工效率,保证了产品的一致性,同时有效地把控产品质量,适用于批量生产,降低企业生产成本。
技术研发人员:车凌霄,张兴仁,钱凡,周焓杨,林金乐
受保护的技术使用者:乐清市瑞德线圈有限公司
技术研发日:20221122
技术公布日:2024/1/12
- 还没有人留言评论。精彩留言会获得点赞!