大型汽车的排气支架焊接工装的制作方法
本技术涉及焊接工装,具体为大型汽车的排气支架焊接工装。
背景技术:
1、汽车部件加工精度要求较高,目前在对汽车安装支架的精加工过程中,由于其形状的特殊性,普通的夹具装置很难对其进行卡夹,而通过人工划线测量定位又不精确,误差较大,容易产生不合格产品,从而影响了整体生产,降低了劳动生产效率,而且目前排气支架焊接时,焊缝的热应力引起的焊接变形较难控制,影响后续装配,焊后矫形浪费了大量人力物力,不方便工作人员操作使用和降低工作效率。
技术实现思路
1、本实用新型的目的在于提供大型汽车的排气支架焊接工装,以解决背景技术中所提出的问题。
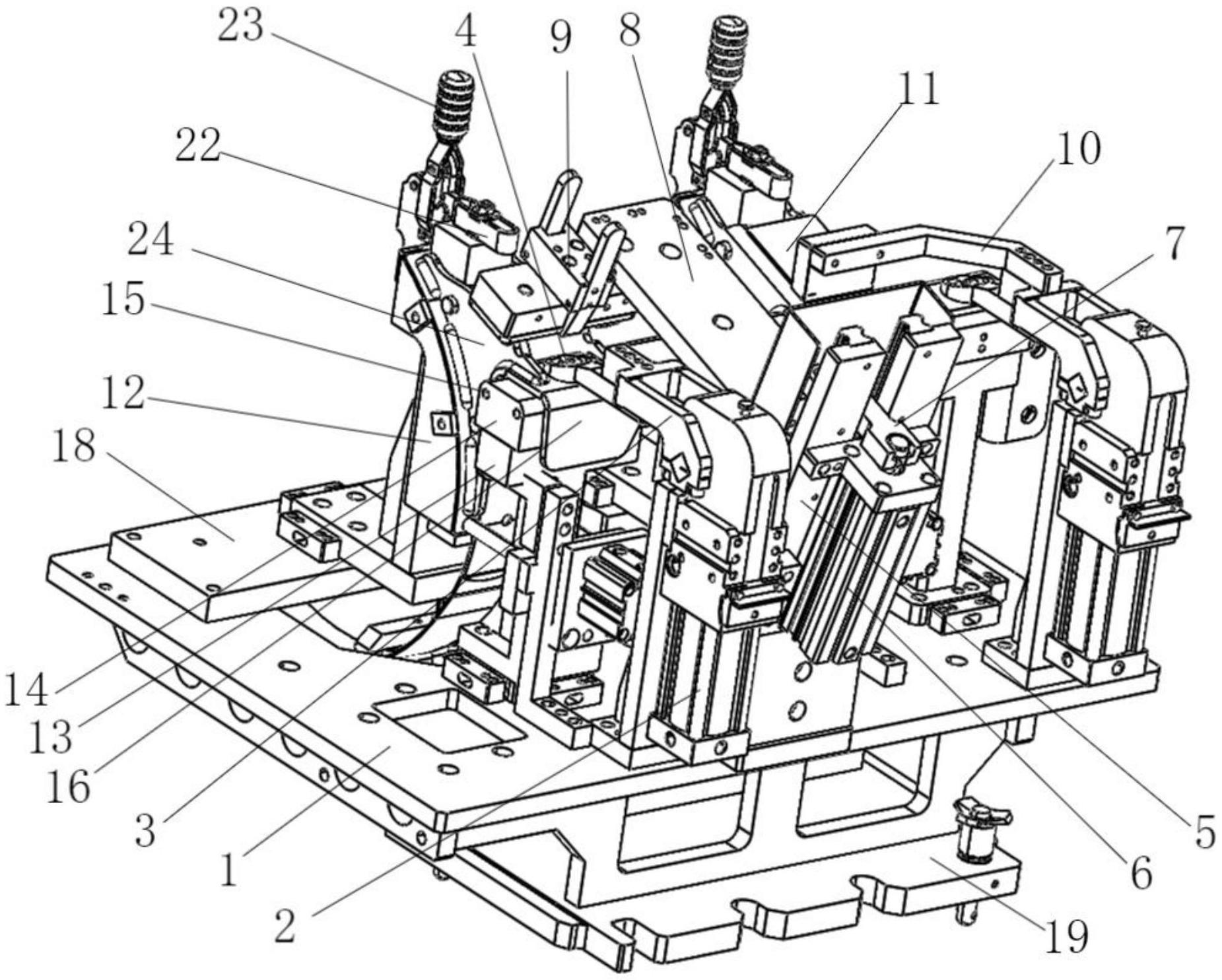
2、为实现上述目的,本实用新型提供如下技术方案:大型汽车的排气支架焊接工装,包括底座,所述底座顶部的一侧固定安装有压制模组一;
3、所述压制模组一包括两个旋转驱动电机,两个所述旋转驱动电机的输出端均设置有支架一,所述支架一的另一端固定安装有固定环;
4、其中一个所述旋转驱动电机的一侧设置有滑轨,所述滑轨固定安装在底座上,所述滑轨的一侧固定安装有推杆电机,所述推杆电机的输出端固定安装有滑块,所述滑块上固定安装有支架二,所述支架二的另一侧固定安装有顶部压制件一;
5、另一个所述旋转驱动电机的支架一上安装有支架三,所述支架三的另一端固定安装有顶部压制件二;
6、所述底座顶部的另一侧设置有放置座模组;
7、所述放置座模组包括两个朝内一侧呈弧形的压制座;
8、所述放置座模组和压制模组一之间设置有托架,所述托架顶部设置有水冷座,所述水冷座的一侧开设有*两个水冷通道,且两个水冷通道延伸至水冷座的另一侧;
9、所述水冷座的顶部设置有导热座,所述导热座顶部设置有与两个固定环相适配的固定栓。
10、作为本实用新型的一种优选实施方式,所述底座呈“凹”字型,所述放置座模组通过底板固定安装在底座的凹口处上方。
11、作为本实用新型的一种优选实施方式,所述底座的底部固定安装有安装座,所述安装座上设置有底托,所述底托上设置有限位件。
12、作为本实用新型的一种优选实施方式,所述压制座的顶部转动安装有顶部压制件三,所述顶部压制件三上设置有握把。
13、作为本实用新型的一种优选实施方式,所述导热座由铜制成。
14、与现有技术相比,本实用新型提供了大型汽车的排气支架焊接工装,具备以下有益效果:
15、该大型汽车的排气支架焊接工装,针对于目前的大型汽车的排气支架进行设计,仅适配于单一型号的排气支架,工件放于压制座上即可通过多个压制机构进行固定,操作方便,且可以避免相似零件放错的情况,而且通过设置的水冷座和导热座,有效的防止了产品在焊接过程中受热变形,造成产品尺寸超规格形成浪费。
技术特征:
1.大型汽车的排气支架焊接工装,包括底座,其特征在于:所述底座顶部的一侧固定安装有压制模组一;
2.根据权利要求1所述的大型汽车的排气支架焊接工装,其特征在于:所述底座呈“凹”字型,所述放置座模组通过底板固定安装在底座的凹口处上方。
3.根据权利要求2所述的大型汽车的排气支架焊接工装,其特征在于:所述底座的底部固定安装有安装座,所述安装座上设置有底托,所述底托上设置有限位件。
4.根据权利要求3所述的大型汽车的排气支架焊接工装,其特征在于:所述压制座的顶部转动安装有顶部压制件三,所述顶部压制件三上设置有握把。
5.根据权利要求1所述的大型汽车的排气支架焊接工装,其特征在于:所述导热座由铜制成。
技术总结
本技术涉及焊接工装技术领域,公开了大型汽车的排气支架焊接工装,包括底座,所述底座顶部的一侧固定安装有压制模组一;所述压制模组一包括两个旋转驱动电机,两个所述旋转驱动电机的输出端均设置有支架一,所述支架一的另一端固定安装有固定环。本技术针对于目前的大型汽车的排气支架进行设计,仅适配于单一型号的排气支架,工件放于压制座上即可通过多个压制机构进行固定,操作方便,且可以避免相似零件放错的情况,而且通过设置的水冷座和导热座,有效的防止了产品在焊接过程中受热变形,造成产品尺寸超规格形成浪费。
技术研发人员:吴小娇,程锋,潘黎峰
受保护的技术使用者:绿擎汽车科技(昆山)有限公司
技术研发日:20221125
技术公布日:2024/1/12
- 还没有人留言评论。精彩留言会获得点赞!