一种薄壁壳体多孔加工工装夹具的制作方法
本技术涉及一种工装夹具,尤其涉及一种薄壁壳体多孔加工工装夹具。
背景技术:
1、通常所说的壳体是一个类似薄壁的容器或薄管件,加工时所需切削力较小。为满足装配使用要求,其上加工有各种大小不同的轴向或径向圆孔或腰形孔等。传统的加工方法是在铣床或钻床上分多工序多工步加工完成。但当各孔加工尺寸精度或位置精度要求较高时,传统的加工方法需要装夹多次,基准的变换可能会给加工精度带来的误差,难以保证产品质量,废品率不低;更换薄壁壳体时装夹速度慢,生产效率有待提高,加工效率低。
技术实现思路
1、有鉴于此,本实用新型提出了一种薄壁壳体多孔加工工装夹具。
2、为了实现上述目的,本实用新型采用了如下技术方案:
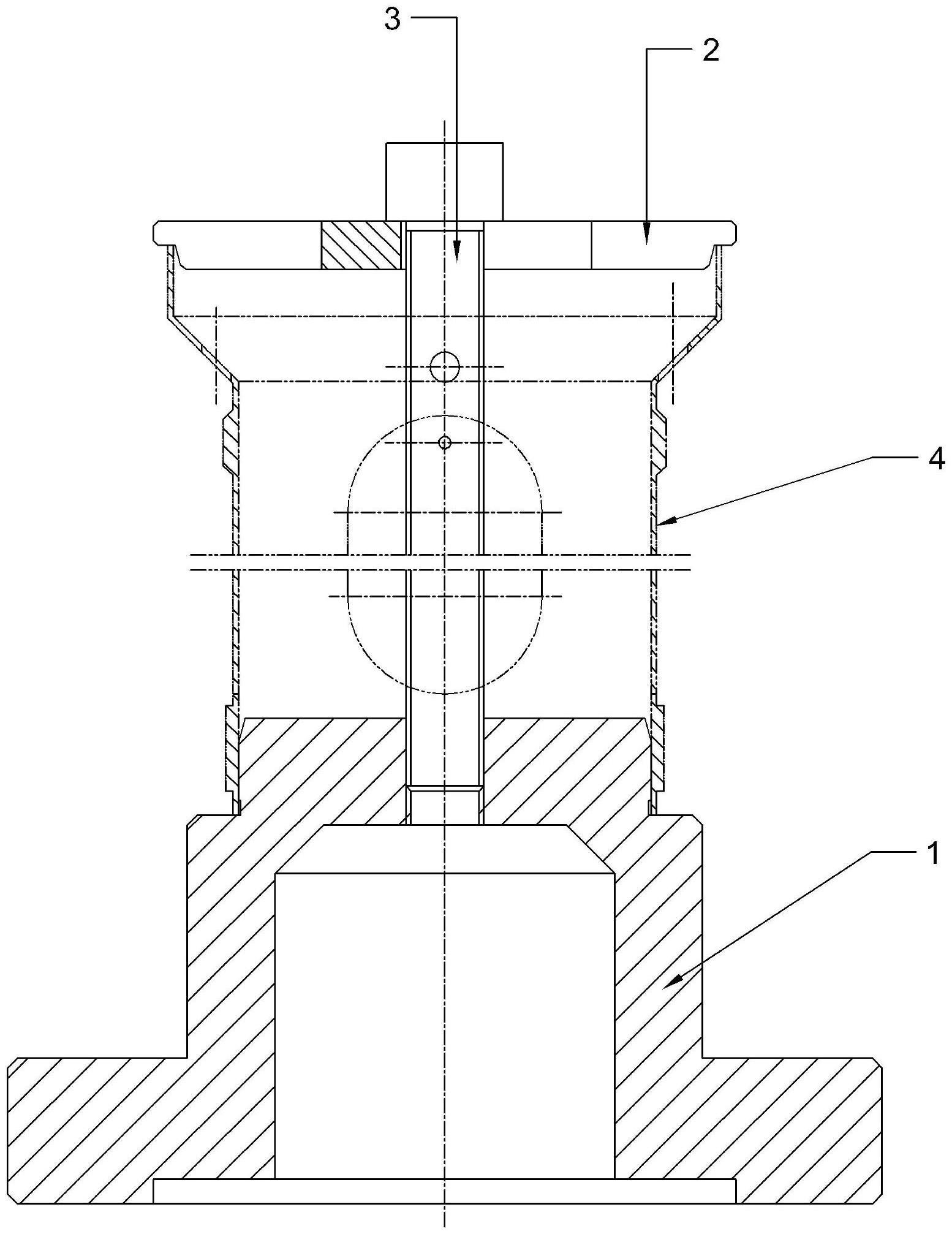
3、一种薄壁壳体多孔加工工装夹具,包括芯轴底座、压盖、螺栓及薄壁壳体;所述芯轴底座同轴安装于机床回转工作台上,所述芯轴底座的顶部开设有螺纹孔;所述薄壁壳体套设于芯轴底座的上端外侧,所述薄壁壳体开设有上下端贯通的中心内孔;所述薄壁壳体的上端开口内套设有压盖,所述压盖为十字形圆盘盖状,所述压盖上开设有一与外部贯通的轴心槽孔;所述螺栓穿设过压盖的轴心槽孔、薄壁壳体的中心内孔直至螺栓下端螺纹拧入芯轴底座的螺纹孔内,所述螺栓的头部端面紧固压接在所述压盖上将薄壁壳体紧密固定于芯轴底座上。
4、优选的,所述芯轴底座为空心阶梯轴结构,所述空心阶梯轴结构是由外径依次减小的下段大凸缘、中段过渡支撑圆柱和上段芯轴小圆柱构成;所述大凸缘底面为定位基准面且下段大凸缘安装于机床回转工作台上;所述芯轴小圆柱的中心开设有螺纹孔;所述薄壁壳体通过其中心内孔匹配套设于芯轴小圆柱的圆柱面上。
5、优选的,所述芯轴小圆柱的圆柱面与大凸缘底面相互垂直,芯轴小圆柱的轴肩端面与大凸缘底面相互平行。
6、优选的,所述大凸缘的底面开设有大沉孔。
7、优选的,所述压盖的外圆上段为圆柱面、下段为圆锥面,所述压盖的圆柱面外径大于其圆锥面外径,形成凸缘;所述压盖的凸缘盖设于薄壁壳体的上端开口上。
8、与现有的技术相比,本实用新型的有益效果是:
9、(1)提供了一种薄壁壳体多孔加工工装夹具及加工方法,整个装置设计创新、装夹方便快捷,生产效率高,适用于批量生产;
10、(2)整个加工过程只需一次装夹,减少了基准的变换给加工精度带来的误差;装置各定位元件加工精度及装配精度设计合理、很好地保证了产品的加工质量。
技术特征:
1.一种薄壁壳体多孔加工工装夹具,包括芯轴底座(1)、压盖(2)、螺栓(3)及薄壁壳体(4);其特征在于,所述芯轴底座(1)同轴安装于机床回转工作台上,所述芯轴底座(1)的顶部开设有螺纹孔(14);所述薄壁壳体(4)套设于芯轴底座(1)的上端外侧,所述薄壁壳体(4)开设有上下端贯通的中心内孔;所述薄壁壳体(4)的上端开口内套设有压盖(2),所述压盖(2)为十字形圆盘盖状,所述压盖(2)上开设有一与外部贯通的轴心槽孔(22);所述螺栓(3)穿设过压盖(2)的轴心槽孔(22)、薄壁壳体(4)的中心内孔直至螺栓(3)下端螺纹拧入芯轴底座(1)的螺纹孔(14)内,所述螺栓(3)的头部端面紧固压接在所述压盖(2)上将薄壁壳体(4)紧密固定于芯轴底座(1)上。
2.根据权利要求1所述的薄壁壳体多孔加工工装夹具,其特征在于,所述芯轴底座(1)为空心阶梯轴结构,所述空心阶梯轴结构是由外径依次减小的下段大凸缘(11)、中段过渡支撑圆柱(12)和上段芯轴小圆柱(13)构成;所述大凸缘(11)底面为定位基准面且下段大凸缘(11)安装于机床回转工作台上;所述芯轴小圆柱(13)的中心开设有螺纹孔(14);所述薄壁壳体(4)通过其中心内孔匹配套设于芯轴小圆柱(13)的圆柱面上。
3.根据权利要求2所述的薄壁壳体多孔加工工装夹具,其特征在于,所述芯轴小圆柱(13)的圆柱面与大凸缘(11)底面相互垂直,芯轴小圆柱(13)的轴肩端面与大凸缘(11)底面相互平行。
4.根据权利要求2或3所述的薄壁壳体多孔加工工装夹具,其特征在于,所述大凸缘(11)的底面开设有大沉孔。
5.根据权利要求1所述的薄壁壳体多孔加工工装夹具,其特征在于,所述压盖(2)的外圆上段为圆柱面、下段为圆锥面,所述压盖(2)的圆柱面外径大于其圆锥面外径,形成凸缘(21);所述压盖(2)的凸缘(21)盖设于薄壁壳体(4)的上端开口上。
技术总结
本技术公开了一种薄壁壳体多孔加工工装夹具,包括芯轴底座、压盖、螺栓及薄壁壳体;芯轴底座同轴安装于机床回转工作台上,芯轴底座的顶部开设有螺纹孔;薄壁壳体套设于芯轴底座的上端外侧,薄壁壳体开设有上下端贯通的中心内孔;薄壁壳体的上端开口内套设有压盖,压盖上开设有一与外部贯通的轴心槽孔;螺栓穿设过压盖的轴心槽孔、薄壁壳体的中心内孔直至螺栓下端螺纹拧入芯轴底座的螺纹孔内,螺栓的头部端面紧固压接在压盖上将薄壁壳体紧密固定于芯轴底座上。本技术提供的一种薄壁壳体多孔加工工装夹具,装夹方便快捷,生产效率高;整个加工过程只需一次装夹,减少了基准的变换给加工精度带来的误差,保证了产品的加工质量。
技术研发人员:李崇华,李秋芬,吴松延,丁洵,周阳,王敏辉,王俊
受保护的技术使用者:江南工业集团有限公司
技术研发日:20221125
技术公布日:2024/1/12
- 还没有人留言评论。精彩留言会获得点赞!