一种盘式制动器控制杆的车床治具的制作方法
1.本实用新型涉及汽车零部件的加工制造领域,具体涉及一种盘式制动器控制杆的车床治具。
背景技术:
2.盘式制动器控制杆作为汽车零部件中的一部分,其主要作用是通过其它顶杆推动长柄带动半圆围绕偏心轴心旋转,半圆与偏心轴心的偏差即是刹车盘的控制距离,所以本产品的形状主要需要两组半圆柱与一组用以连接两半圆柱的长杆,在常见的生产加工中,主要通过加工中心将两组半圆分开铣削,但加工中心走插补程序运用刀具加工较为费时,成本也难以控制;
3.在不影响加工质量的前提下,车削加工可减少加工时间,同时降低加工成本,但是控制器的长柄与半圆柱的干涉定位严重。
4.因此,有必要提供一种盘式制动器控制杆的车床治具以解决上述问题。
技术实现要素:
5.为实现上述目的,本实用新型提供如下技术方案:一种盘式制动器控制杆的车床治具,包括:
6.固定夹具;
7.对位夹具,与所述固定夹具相连接;
8.顶头,安装在所述固定夹具与所述对位夹具之间的一端,所述顶头与所述固定夹具进行固定连接;
9.顶头夹块,安装在所述顶头的一端;
10.顶头对块,安装在所述顶头安装所述顶头夹块的另一端;
11.球形定位销,安装在所述固定夹具与所述对位夹具之间安装所述顶头的另一端,且所述球形定位销与所述对位夹具连接;
12.销轴,压在所述固定夹具与所述对位夹具上,处在靠近所述顶头,远离所述球形定位销的一端;
13.控制杆,放置在所述固定夹具与所述对位夹具之间,处在所述顶头与所述球形定位销之间。
14.进一步,作为优选,所述控制杆包括:
15.半圆块,两组沿中线轴对称布设在所述控制杆一端,且位于所述控制杆靠近所述销轴的一端;
16.长柄,设置在所述半圆块下方,安装在所述固定夹具与对位夹具之间;
17.圆柱块,固定在所述长柄与所述半圆块连接的另一端,安装时处在所述球形定位销位置;
18.连接柱,布设在所述长柄与所述半圆块相连接处;
19.杆块面,设置在所述半圆块与所述连接柱靠近所述顶头的一侧面。
20.进一步,作为优选,所述顶头包括:
21.顶头块,设置在所述顶头上,所述顶头块两端对称连接有所述顶头夹块与顶头对块;
22.对位块,处在所述顶头块中部,与所述固定夹具通过螺栓连接;
23.安装柱,与所述顶头块一端侧面相连接;
24.顶头面,布设在所述顶头块靠近所述杆块面一侧面。
25.进一步,作为优选,所述顶头块整体呈半圆柱状,在与所述顶头对块和顶头夹块连接部多出一部分。
26.进一步,作为优选,所述顶头对块和顶头夹块对称控制杆布设,所述顶头夹块与所述顶头块以及所述安装柱相固定连接,所述顶头对块与所述顶头块固定连接。
27.进一步,作为优选,所述对位夹具包括:
28.对位螺栓,布设在所述对位夹具远离所述控制杆的一侧面,且处在所述连接柱对应位置;
29.对位孔,布设在所述对位螺栓同一侧面,且所述对位孔位置对应所述圆柱块。
30.进一步,作为优选,所述顶头对块包括:
31.顶头螺栓,连接在所述顶头对块上,且所述顶头对块固定所述顶头螺栓固定所述控制杆位置。
32.进一步,作为优选,所述顶头夹块包括:
33.对位夹头,固定布设在所述顶头夹块上。
34.与现有技术相比,本实用新型提供了一种盘式制动器控制杆的车床治具,具有以下有益效果:
35.本实用新型实施例中,通过所述固定夹具与所述对位夹具将所述控制杆进行相关固定定位,将所述控制杆对应所述固定夹具进行放置,通过所述对位夹具对所述控制杆进行固定,所述固定夹具以及所述对位夹具定位点距离所述控制杆的顶头块有一些距离,在对所述顶头块进行切削时,降低夹具对于刀具的影响。
附图说明
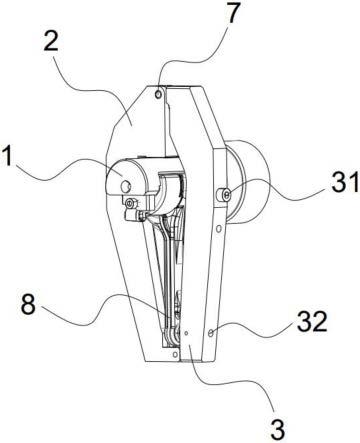
36.图1为一种盘式制动器控制杆的车床治具的主视角结构示意图;
37.图2为一种盘式制动器控制杆的车床治具的侧视示意图;
38.图3为一种盘式制动器控制杆的车床治具的主视示意图;
39.图4为一种盘式制动器控制杆的车床治具去除控制杆的示意图;
40.图5为一种盘式制动器控制杆的车床治具的控制杆示意图;
41.图6为一种盘式制动器控制杆的车床治具的顶头示意图;
42.图7为一种盘式制动器控制杆的车床治具的顶头侧视示意图;
43.图中:1、顶头;11、顶头块;12、对位块;13、安装柱;14、顶头面;2、固定夹具;3、对位夹具;31、对位螺栓;32、对位孔;4、顶头夹块;41、对位夹头;5、球形定位销;6、顶头对块;61、顶头螺栓;7、销轴;8、控制杆;81、半圆块;82、长柄;83、圆柱块;84、连接柱;85、杆块面。
具体实施方式
44.请参阅图1~7,本实用新型实施例中,一种盘式制动器控制杆的车床治具,包括:
45.固定夹具2;
46.对位夹具3,与所述固定夹具2相连接;
47.顶头1,安装在所述固定夹具2与所述对位夹具3之间的一端,所述顶头1与所述固定夹具2进行固定连接;
48.顶头夹块4,安装在所述顶头1的一端;
49.顶头对块6,安装在所述顶头1安装所述顶头夹块4的另一端;
50.球形定位销5,安装在所述固定夹具2与所述对位夹具3之间安装所述顶头1的另一端,且所述球形定位销5与所述对位夹具3连接;
51.销轴7,压在所述固定夹具2与所述对位夹具3上,处在靠近所述顶头1,远离所述球形定位销5的一端;
52.控制杆8,放置在所述固定夹具2与所述对位夹具3之间,处在所述顶头1与所述球形定位销5之间。
53.作为较佳的实施例,所述控制杆8在加工过程中,将所述控制杆8放置入所述固定夹具2与对位夹具3之间,首先依靠所述固定夹具2进行对位,然后将所述控制杆8的姿态进行调整,最后通过所述对位夹具3进行相关位置与姿态的固定。
54.本实施例中,如图5,所述控制杆8包括:
55.半圆块81,两组沿中线轴对称布设在所述控制杆8一端,且位于所述控制杆8靠近所述销轴7的一端;
56.长柄82,设置在所述半圆块81下方,安装在所述固定夹具2与对位夹具3之间;
57.圆柱块83,固定在所述长柄82与所述半圆块81连接的另一端,安装时处在所述球形定位销5位置;
58.连接柱84,布设在所述长柄82与所述半圆块81相连接处;
59.杆块面85,设置在所述半圆块81与所述连接柱84靠近所述顶头1的一侧面。
60.作为较佳的实施例,进行所述半圆块81加工时,所述半圆块81处在所述顶头1下方,所述圆柱块83处在所述球形定位销5处。
61.本实施例中,如图6,所述顶头1包括:
62.顶头块11,设置在所述顶头1上,所述顶头块11两端对称连接有所述顶头夹块4与顶头对块6;
63.对位块12,处在所述顶头块11中部,与所述固定夹具2通过螺栓连接;
64.安装柱13,与所述顶头块11一端侧面相连接;
65.顶头面14,布设在所述顶头块11靠近所述杆块面85一侧面。
66.本实施例中,如图3,所述顶头块11整体呈半圆柱状,在与所述顶头对块6和顶头夹块4连接部多出一部分。
67.本实施例中,如图3,所述顶头对块6和顶头夹块4对称控制杆8布设,所述顶头夹块4与所述顶头块11以及所述安装柱13相固定连接,所述顶头对块6与所述顶头块11固定连接。
68.作为较佳的实施例,所述顶头夹块4与所述顶头对块6对应于两组所述半圆块81侧
面。
69.本实施例中,如图1,所述对位夹具3包括:
70.对位螺栓31,布设在所述对位夹具3远离所述控制杆8的一侧面,且处在所述连接柱84对应位置;
71.对位孔32,布设在所述对位螺栓31同一侧面,且所述对位孔32位置对应所述圆柱块83。
72.本实施例中,如图6,所述顶头对块6包括:
73.顶头螺栓61,连接在所述顶头对块6上,且所述顶头对块6固定所述顶头螺栓61固定所述控制杆8位置。
74.本实施例中,如图6,所述顶头夹块4包括:
75.对位夹头41,固定布设在所述顶头夹块4上;
76.作为较佳的实施例,首先将所述顶头1通过所述对位块12安装在所述固定夹具2上,之后将所述控制杆8置入所述固定夹具2与所述对位夹具3之间,将所述顶头面14与所述杆块面85紧贴,所述圆柱块83对应所述球形定位销5安置,之后通过所述对位夹头41确认对应的一块所述半圆块81位置,之后将所述对位夹具3移动至另一块所述半圆块81,通过所述顶头螺栓61进行固定,之后通过所述销轴7将所述固定夹具2与所述对位夹具3进行固定,通过所述对位螺栓31与所述对位孔32进行进一步的固定确认。
77.此外,应当理解,虽然本说明书按照实施方式加以描述,但并非每个实施方式仅包含一个独立的技术方案,说明书的这种叙述方式仅仅是为清楚起见,本领域技术人员应当将说明书作为一个整体,各实施例中的技术方案也可以经适当组合,形成本领域技术人员可以理解的其他实施方式。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1