液氮冷却控制系统的制作方法
本技术涉及一种控制系统,具体而言,尤其涉及一种液氮冷却控制系统。
背景技术:
1、挤压成型作为铝型材生产中的主导技术和核心环节,是保障产品质量、缩短投产时间和提高模具寿命的关键所在。但在现实挤压过程中,金属的变形和摩擦导致了铝合金挤压温度的增加,且温度升高的程度会随着挤压速度的增加而增加。挤压温度的升高将给铝型材生产带来诸多不利影响,降低变形和摩擦所产生的热量一直是铝加工行业中急需解决的问题。
技术实现思路
1、本实用新型的目的是克服现有技术存在的不足,提供一种液氮冷却控制系统。
2、本实用新型的目的通过以下技术方案来实现:
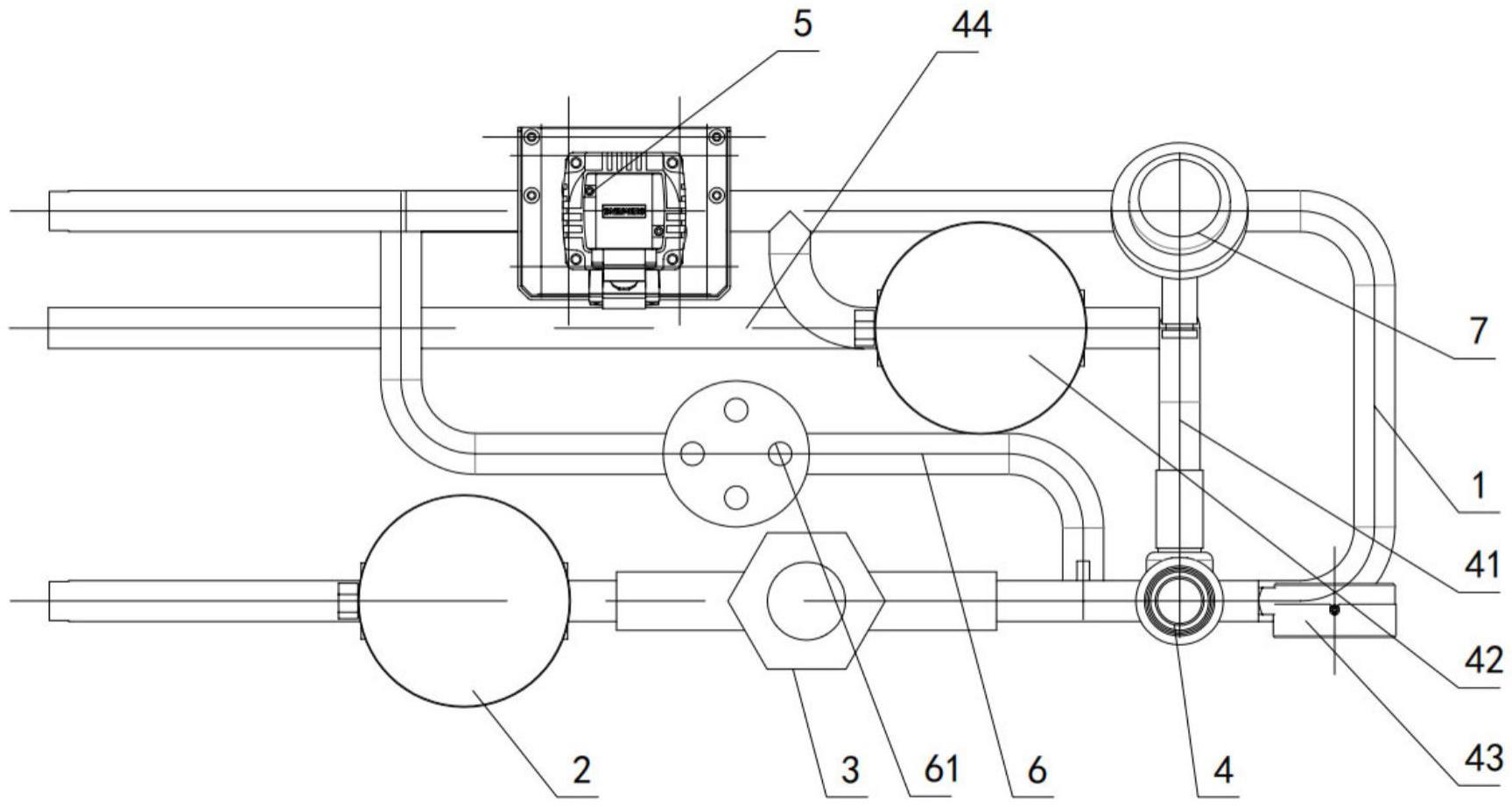
3、一种液氮冷却控制系统,包括主输送管道,所述主输送管道上依次设有气动截止阀、减压阀、安全阀和电动调节阀,所述减压阀和安全阀之间设有与所述主输送管道之间设有泄压管道,所述泄压管道上设有手动截止阀,所述泄压管道的输出端与所述主输送管道的输出端连通。
4、优选的,所述主输送管道上还设有温度传感器,所述温度传感器位于所述安全阀和电动调节阀之间。
5、优选的,所述安全阀上还设有一安全管道,所述安全管道的输出端与所述主输送管道连通,且位于所述电动调节阀和温度传感器之间,所述安全管道上设有一气动排空阀。
6、优选的,所述安全阀上设有压力表。
7、优选的,所述安全阀和手动截止阀为互锁结构。
8、优选的,所述安全阀上还设有一外泄管道。
9、本实用新型的有益效果主要体现在:
10、1、低温液氮在对模具冷却的同时还会马上蒸发为具有惰性的氮气,能保护模具和挤压型材表面,使其不被高温氧化;
11、2、模具液氮冷却过程能精确控制液氮流量,不会造成坯料过冷,从而达到最佳冷却效果及其最佳工艺温度,从而最大限度提高挤压效率;
12、3、泄压管道可对主输送管道内的流量进行调节,从而有效地控制液氮流量,避免造成胚料的损坏,从而提高良品率。
技术特征:
1.液氮冷却控制系统,包括主输送管道(1),其特征在于:所述主输送管道(1)上依次设有气动截止阀(2)、减压阀(3)、安全阀(4)和电动调节阀(5),所述减压阀(3)和安全阀(4)之间设有与所述主输送管道(1)之间设有泄压管道(6),所述泄压管道(6)上设有手动截止阀(61),所述泄压管道(6)的输出端与所述主输送管道(1)的输出端连通。
2.根据权利要求1所述的液氮冷却控制系统,其特征在于:所述主输送管道(1)上还设有温度传感器(7),所述温度传感器(7)位于所述安全阀(4)和电动调节阀(5)之间。
3.根据权利要求2所述的液氮冷却控制系统,其特征在于:所述安全阀(4)上还设有一安全管道(41),所述安全管道(41)的输出端与所述主输送管道(1)连通,且位于所述电动调节阀(5)和温度传感器(7)之间,所述安全管道(41)上设有一气动排空阀(42)。
4.根据权利要求3所述的液氮冷却控制系统,其特征在于:所述安全阀(4)上设有压力表(43)。
5.根据权利要求3所述的液氮冷却控制系统,其特征在于:所述安全阀(4)和手动截止阀(61)为互锁结构。
6.根据权利要求3所述的液氮冷却控制系统,其特征在于:所述安全阀(4)上还设有一外泄管道(44)。
技术总结
本技术揭示了一种液氮冷却控制系统,包括主输送管道,所述主输送管道上依次设有气动截止阀、减压阀、安全阀和电动调节阀,所述减压阀和安全阀之间设有与所述主输送管道之间设有泄压管道,所述泄压管道上设有手动截止阀,所述泄压管道的输出端与所述主输送管道的输出端连通。本技术的有益效果主要体现在:低温液氮在对模具冷却的同时还会马上蒸发为具有惰性的氮气,能保护模具和挤压型材表面,使其不被高温氧化;模具液氮冷却过程能精确控制液氮流量,不会造成坯料过冷,从而达到最佳冷却效果及其最佳工艺温度,从而最大限度提高挤压效率。
技术研发人员:王越
受保护的技术使用者:昆山新井田智能设备有限公司
技术研发日:20221202
技术公布日:2024/1/12
- 还没有人留言评论。精彩留言会获得点赞!