一种激光焊接铜嘴的制作方法
1.本实用新型涉及焊接辅助设备技术领域,特别是一种激光焊接铜嘴。
背景技术:
2.近年来,随着激光设备的成熟度逐渐变高,激光被应用到越来越多的行业,而在焊接过程中产生的烟尘等,严重影响着焊接效果。特别在方壳电池端侧板焊接时,由于端、侧铝板含有镁等元素,容易造成大量烟尘在腔体中聚集,而传统除尘口在铜嘴下部,烟尘无法及时被吸走,导致在焊接时激光被烟尘等阻挡,进而中后段的焊接成型效果不理想甚至发生虚焊现象。
技术实现要素:
3.本实用新型的目的是提供一种激光焊接铜嘴,能够将焊接时产生的烟尘及时吸走,从而避免在中后段的焊接发生虚焊现象。
4.为实现上述目的,本实用新型采用以下方案实现:提供一种激光焊接铜嘴,包括铜嘴本体,所述铜嘴本体包括激光通道、进气槽、保护气通道、废气通道;所述铜嘴本体内开设有一腔体,所述铜嘴本体的前侧面开设有与所述腔体相连通的激光通道,所述铜嘴本体的左侧面开设有与所述腔体相连通的进气槽,所述进气槽内设置有所述保护气通道,所述铜嘴本体的右侧面设置有与所述腔体相连通废气通道。
5.进一步的,所述保护气通道由第一导向块与第二导向块构成,所述第一导向块固定在所述进气槽的后侧内壁上,所述进气槽的前侧内壁上固定有与所述第一导向块相配合的第二导向块,所述第一导向块与所述第二导向块之间的缝隙即为保护气通道。
6.进一步的,所述第一导向块的前侧面与第二导向块的后侧面均从左至右向后倾斜。
7.进一步的,所述第一导向块与第二导向块的倾斜角度为10度-40度。
8.进一步的,所述腔体的右侧内壁上固定有第三导向块,所述铜嘴本体的右侧面开设有所述废气通道,所述废气通道穿透所述第三导向块的前部。
9.进一步的,所述废气通道的数量为三个,且纵向等距离设置在所述铜嘴本体与所述第三导向块上。
10.进一步的,所述第三导向块的前侧面从右至左向后倾斜。
11.进一步的,所述第三导向块的倾斜角度为30度。
12.进一步的,所述保护气通道的进气口小于废气通道的出气口。
13.进一步的,所述废气通道连接外部吸尘设备。
14.本实用新型的有益效果:
15.本实用新型提供一种激光焊接铜嘴,激光通道用于焊接时使激光通过激光通道到达焊接位置从而对待焊工件进行焊接;进气槽用于连通外部保护气和内部保护气通道,保护气进入进气槽后使气体流速减缓、稳定输出到保护气通道;保护气通道用于激光焊接时,
保护气通过保护气通道平滑过渡到焊接位置,从而更好的对待焊工件进行焊接;废气通道能够将激光焊接时产生的飞溅、烟尘从废气通道吸走。
16.本实用新型结构简单,操作便捷,能够将焊接时产生的烟尘及时吸走,从而避免在中后段的焊接发生虚焊现象。
附图说明
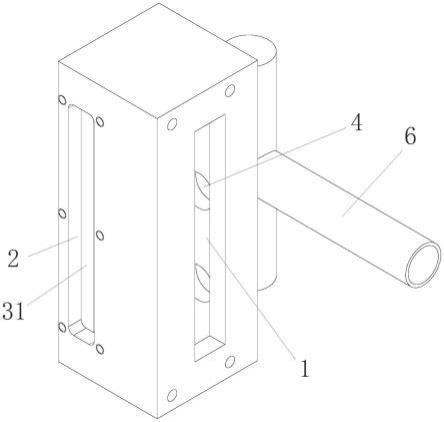
17.图1是本实用新型的立体结构示意图。
18.图2是本实用新型的正视结构示意图。
19.图3是本实用新型的内部结构示意图。
20.图4是图3的正视结构示意图。
21.图5是图3的左视结构示意图。
具体实施方式
22.下面结合附图对本实用新型做进一步说明。
23.请参阅图1至图5,本实用新型提供一种激光焊接铜嘴,包括铜嘴本体,所述铜嘴本体包括激光通道1、进气槽2、保护气通道3、废气通道4;所述铜嘴本体内开设有一腔体5,所述铜嘴本体的前侧面开设有与所述腔体5相连通的激光通道1,激光通道1用于焊接时使激光通过激光通道1到达焊接位置从而对待焊工件进行焊接;所述铜嘴本体的左侧面开设有与所述腔体5相连通的进气槽2,进气槽2用于连通外部保护气和内部保护气通道3,保护气进入进气槽2后使气体流速减缓、稳定输出到保护气通道3;所述进气槽2内设置有所述保护气通道3,保护气通道3用于激光焊接时,保护气通过保护气通道3平滑过渡到焊接位置,从而更好的对待焊工件进行焊接;所述铜嘴本体的右侧面设置有与所述腔体5相连通废气通道4,所述废气通道4经一输气管6连接外部吸尘设备,所述外部吸尘设备可以是烟尘净化器,但不仅限于此,使得能够将激光焊接时产生的飞溅、烟尘从废气通道4吸走。
24.请继续参阅图4、图5,所述保护气通道3由第一导向块31与第二导向块32构成,所述第一导向块31固定在所述进气槽2的后侧内壁上,所述进气槽2的前侧内壁上固定有与所述第一导向块31相配合的第二导向块32,所述第一导向块31与所述第二导向块32之间的缝隙即为保护气通道3。
25.请继续参阅图4、图5,所述第一导向块31的前侧面与第二导向块32的后侧面均从左至右向后倾斜,使得保护气通道3的出气口能够对准待焊工件,从而更好的对待焊工件输入保护气。
26.请继续参阅图3、图4,所述腔体5的右侧内壁上固定有第三导向块41,所述铜嘴本体的右侧面开设有所述废气通道4,所述废气通道4穿透所述第三导向块41的前部;所述废气通道4的数量为三个,且纵向等距离设置在所述铜嘴本体与所述第三导向块41上,使得能够更好的将激光焊接时产生的飞溅、烟尘从废气通道4吸走。
27.请继续参阅图3,所述第三导向块41的前侧面从右至左向后倾斜,当外部吸尘设备将激光焊接时产生的飞溅、烟尘吸走时,第三导向块41能够起到导向作用,从而更好的将激光焊接时产生的飞溅、烟尘吸走。
28.请继续参阅图4、图5,本实用新型一实施例中,所述第一导向块31与第二导向块32
的倾斜角度为10度-40度,可根据实际焊接需求进行调整,可以为15度,能够更好的对待焊工件输入保护气。
29.请继续参阅图3、图4,本实用新型一实施例中,所述第三导向块41的倾斜角度为30度,能够更好的将激光焊接时产生的飞溅、烟尘吸走。
30.请继续参阅图3、图5,本实用新型一实施例中,所述保护气通道3的进气口小于废气通道4的出气口,使得在焊接过程中,废弃通道4能够更好的吸收除了保护气以外的其他废气或颗粒,减少对保护气的吸收。
31.请继续参阅图2至图4,本实用新型一实施例中,所述铜嘴本体的前侧面四角开设有螺纹孔7,将待焊工件放置在工作台上,将铜嘴本体压在待焊工件上,通过螺栓与螺纹孔7相配合将铜嘴本体和待焊工件固定在工作台上。
32.本实用新型中的烟尘净化器为现有技术,本领域技术人员已经能够清楚了解,在此不进行详细说明,且本实用新型保护的是一种激光焊接铜嘴的结构特点。
33.以上所述仅为本实用新型的较佳实施例,不能理解为对本申请的限制,凡依本实用新型申请专利范围所做的均等变化与修饰,皆应属本实用新型的涵盖范围。
技术特征:
1.一种激光焊接铜嘴,其特征在于:包括铜嘴本体,所述铜嘴本体包括激光通道、进气槽、保护气通道、废气通道;所述铜嘴本体内开设有一腔体,所述铜嘴本体的前侧面开设有与所述腔体相连通的激光通道,所述铜嘴本体的左侧面开设有与所述腔体相连通的进气槽,所述进气槽内设置有所述保护气通道,所述铜嘴本体的右侧面设置有与所述腔体相连通废气通道。2.根据权利要求1所述的一种激光焊接铜嘴,其特征在于:所述保护气通道由第一导向块与第二导向块构成,所述第一导向块固定在所述进气槽的后侧内壁上,所述进气槽的前侧内壁上固定有与所述第一导向块相配合的第二导向块,所述第一导向块与所述第二导向块之间的缝隙即为保护气通道。3.根据权利要求2所述的一种激光焊接铜嘴,其特征在于:所述第一导向块的前侧面与第二导向块的后侧面均从左至右向后倾斜。4.根据权利要求3所述的一种激光焊接铜嘴,其特征在于:所述第一导向块与第二导向块的倾斜角度为10度-40度。5.根据权利要求1所述的一种激光焊接铜嘴,其特征在于:所述腔体的右侧内壁上固定有第三导向块,所述铜嘴本体的右侧面开设有所述废气通道,所述废气通道穿透所述第三导向块的前部。6.根据权利要求5所述的一种激光焊接铜嘴,其特征在于:所述废气通道的数量为三个,且纵向等距离设置在所述铜嘴本体与所述第三导向块上。7.根据权利要求5或6所述的一种激光焊接铜嘴,其特征在于:所述第三导向块的前侧面从右至左向后倾斜。8.根据权利要求7所述的一种激光焊接铜嘴,其特征在于:所述第三导向块的倾斜角度为30度。9.根据权利要求1所述的一种激光焊接铜嘴,其特征在于:所述保护气通道的进气口小于废气通道的出气口。10.根据权利要求1所述的一种激光焊接铜嘴,其特征在于:所述废气通道连接外部吸尘设备。
技术总结
本实用新型涉及焊接辅助设备技术领域,具体公开了一种激光焊接铜嘴,包括铜嘴本体,所述铜嘴本体包括激光通道、进气槽、保护气通道、废气通道;所述铜嘴本体内开设有一腔体,所述铜嘴本体的前侧面开设有与所述腔体相连通的激光通道,所述铜嘴本体的左侧面开设有与所述腔体相连通的进气槽,所述进气槽内设置有所述保护气通道,所述铜嘴本体的右侧面设置有与所述腔体相连通废气通道;本实用新型结构简单,操作便捷,能够将焊接时产生的烟尘及时吸走,从而避免在中后段的焊接发生虚焊现象。从而避免在中后段的焊接发生虚焊现象。从而避免在中后段的焊接发生虚焊现象。
技术研发人员:吴启鸿 陈小亚 欧照锦
受保护的技术使用者:上海思客琦智能装备科技股份有限公司
技术研发日:2022.12.02
技术公布日:2023/3/21
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1