一种轴类零件中心孔加工机床的制作方法
本技术涉及轴类零件中心孔加工,特别是涉及一种轴类零件中心孔加工机床。
背景技术:
1、轴类零件是工业及产业发展必须零部件,由于轴类零件具有高精度和高强度的特点,为保证其精密性,一般需要在轴类零件两端面加工中心孔,供磨床在主轴和尾座上安装的顶尖左右双顶零件,磨削外圆保证高精度的同轴度要求。在小批量的生产模式中,常用普通车床来钻轴类零件中心孔。但是这种加工方法存在以下缺点:1、此类加工是先夹持轴类零件,钻轴类零件一端端面的中心孔,然后调头,再次夹持轴类零件,钻轴类零件另一端端面的中心孔;轴类零件需要二次装夹,生产效率低,且劳动强度大;2、对轴类零件二次装夹,影响轴类零件精度,如果轴类零件同轴度差、跳动量大,零件双顶后易变形,后序磨削精度不能保证。
2、为解决上述缺点,我们提供了一种只需装夹一次轴类零件便能够完成轴类零件两端面的中心孔加工完成的轴类零件中心孔加工机床。
技术实现思路
1、本实用新型的目的就在于为了解决上述问题而提供一种轴类零件中心孔加工机床。
2、本实用新型通过以下技术方案来实现上述目的:
3、一种轴类零件中心孔加工机床,包括机床床身,其特征在于:所述机床床身顶面沿其长度方向设有第一滑轨副,且第一滑轨副移动部顶面设有用于夹持轴类零件的夹持机构,所述机床床身两端部均设有能够加工被夹持于夹持机构的轴类零件端面中心孔的加工机构。
4、优选的,所述夹持机构为两夹持部同步且反向移动的虎头钳。
5、优选的,所述夹持机构两夹持部夹持面均设有水平设置的v型夹持槽,且两个v型夹持槽相对应。
6、优选的,所述第一滑轨副移动部顶面设有沿机床床身顶面宽度方向设置的第二滑轨副,第二滑轨副移动部顶面设有用于夹持轴类零件的夹持机构。
7、优选的,所述加工机构包括安装于机床床身端部的安装座,所述安装座设有用于加工与其同侧的,且被夹持于夹持机构的轴类零件端面中心孔的伺服动力头。
8、优选的,所述安装座设有用于调节伺服动力头竖直位置和沿机床床身宽度方向位置的微调结构。
9、优选的,所述机床床身还设有用于找正被夹持于夹持机构的轴类零件直线度和跳动量的找正机构。
10、优选的,所述找正机构包括沿机床床身长度方向设于机床床身的第三滑轨副,所述第三滑轨副移动部设有具有千分表或百分表的磁力表座。
11、有益效果在于:
12、1、通过夹持机构对轴类零件进行夹持,使得轴类零件与机床床身长度方向中心轴线平行,然后通过两个加工机构分别先后加工或同时加工对应侧轴类零件端面中心孔,解决了现有技术中轴类零件需要二次装夹,生产效率低,且劳动强度大的技术问题,以及对轴类零件二次装夹,影响轴类零件精度,如果轴类零件同轴度差、跳动量大,零件双顶后易变形,后序磨削精度不能保证的技术问题;
13、2、由于夹持机构的设置,可以夹持不同直径的轴类零件,同时结构较为简单、造价低、操作方便、定位精度高、稳定性强;
14、3、由于找正机构的设置,可以微调加伺服动力头的位置,从而调整中心孔的加工位置,提高轴类零件中心孔的同轴度;
15、4、由于第一滑轨副和第二滑轨副的的设置,实现了调整轴类零件在机床上的位置,保证轴类零件加工的精度。
16、本实用新型的附加技术特征及其优点将在下面的描述内容中阐述地更加明显,或通过本实用新型的具体实践可以了解到。
技术特征:
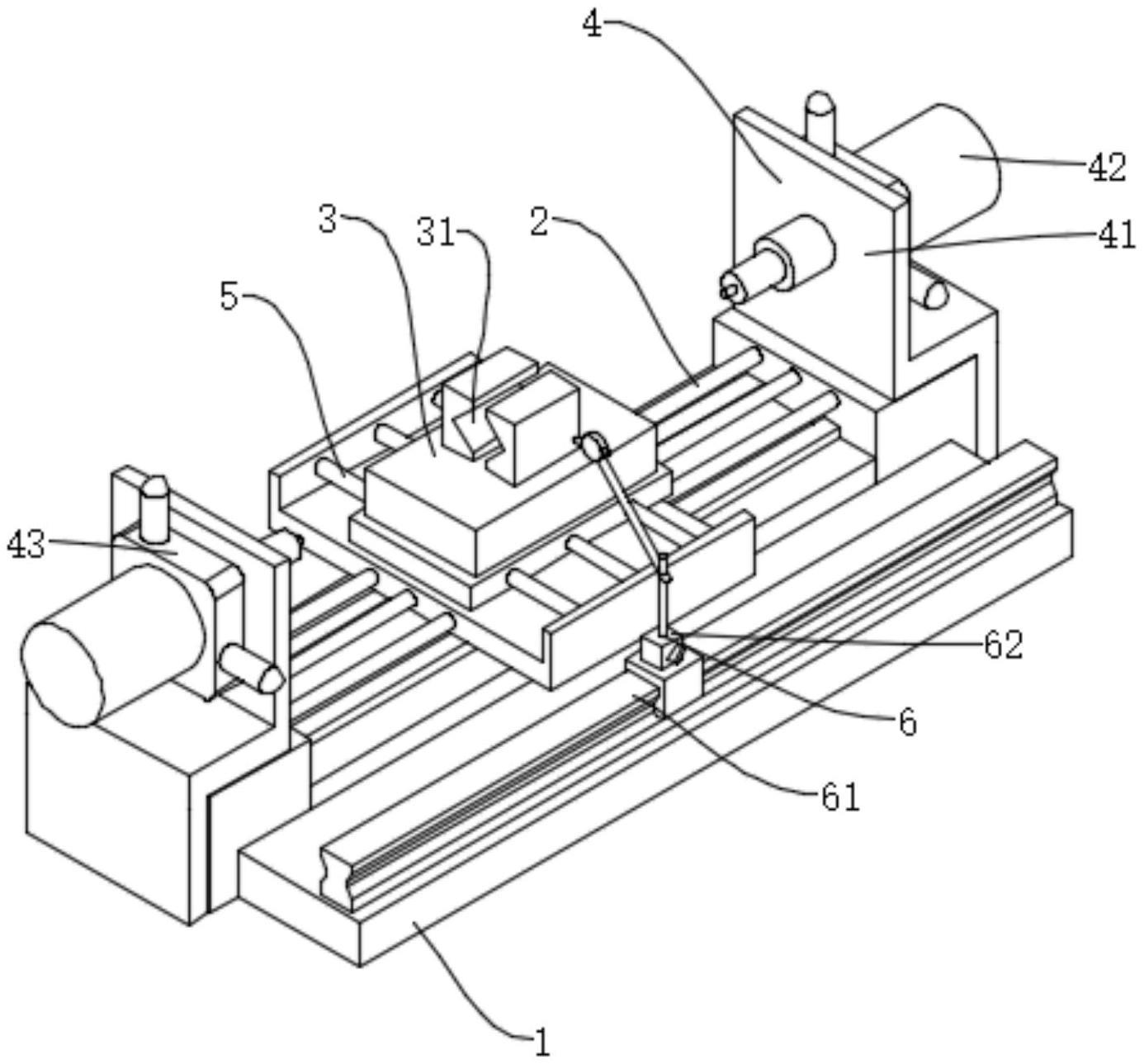
1.一种轴类零件中心孔加工机床,包括机床床身(1),其特征在于:所述机床床身(1)顶面沿其长度方向设有第一滑轨副(2),且第一滑轨副(2)移动部顶面设有用于夹持轴类零件的夹持机构(3),所述机床床身(1)两端部均设有能够加工被夹持于夹持机构(3)的轴类零件端面中心孔的加工机构(4)。
2.根据权利要求1所述的一种轴类零件中心孔加工机床,其特征在于:所述夹持机构(3)为两夹持部同步且反向移动的虎头钳。
3.根据权利要求2所述的一种轴类零件中心孔加工机床,其特征在于:所述夹持机构(3)两夹持部夹持面均设有水平设置的v型夹持槽(31),且两个v型夹持槽(31)相对应。
4.根据权利要求1所述的一种轴类零件中心孔加工机床,其特征在于:所述第一滑轨副(2)移动部顶面设有沿机床床身(1)顶面宽度方向设置的第二滑轨副(5),第二滑轨副(5)移动部顶面设有用于夹持轴类零件的夹持机构(3)。
5.根据权利要求1所述的一种轴类零件中心孔加工机床,其特征在于:所述加工机构(4)包括安装于机床床身(1)端部的安装座(41),所述安装座(41)设有用于加工与其同侧的,且被夹持于夹持机构(3)的轴类零件端面中心孔的伺服动力头(42)。
6.根据权利要求5所述的一种轴类零件中心孔加工机床,其特征在于:所述安装座(41)设有用于调节伺服动力头(42)竖直位置和沿机床床身(1)宽度方向位置的微调结构(43)。
7.根据权利要求1所述的一种轴类零件中心孔加工机床,其特征在于:所述机床床身(1)还设有用于找正被夹持于夹持机构(3)的轴类零件直线度和跳动量的找正机构(6)。
8.根据权利要求7所述的一种轴类零件中心孔加工机床,其特征在于:所述找正机构(6)包括沿机床床身(1)长度方向设于机床床身(1)的第三滑轨副(61),所述第三滑轨副(61)移动部设有具有千分表或百分表的磁力表座(62)。
技术总结
本技术涉及轴类零件中心孔加工技术领域的一种轴类零件中心孔加工机床,包括机床床身,所述机床床身顶面沿其长度方向设有第一滑轨副,且第一滑轨副移动部顶面设有用于夹持轴类零件的夹持机构,所述机床床身两端部均设有能够加工被夹持于夹持机构的轴类零件端面中心孔的加工机构。本技术通过两个加工机构分别先后加工或同时加工对应侧轴类零件端面中心孔,解决了现有技术中轴类零件需要二次装夹,生产效率低,且劳动强度大的技术问题,以及对轴类零件二次装夹,影响轴类零件精度,如果轴类零件同轴度差、跳动量大,零件双顶后易变形,后序磨削精度不能保证的技术问题。
技术研发人员:郭龙文,牛玉芳,卫晓栋,霍广印,艾斌,刘会杰,孟祥永
受保护的技术使用者:新乡航空工业(集团)有限公司
技术研发日:20221201
技术公布日:2024/1/12
- 还没有人留言评论。精彩留言会获得点赞!