平底孔加工用镗刀刀具的制作方法
本技术属于平底孔加工,具体为一种平底孔加工用镗刀刀具。
背景技术:
1、平底孔切削加工过程中,常常会遇到在工件上加工一个较大直径的平底孔,通常的加工方法是首先在该加工件所要加工的平底孔中心处钻削一个孔,然后更换刀片,逐步从中心处向外层进行大直径平底孔加工。整个加工过程中,对于平底孔、孔径及孔底均有精度要求时,通常采用两把刀加工:镗刀,进行镗孔;过中心划刀,加工孔底平面。加工过程中需要两次换刀,影响加工节拍及尺寸稳定性。因此,设计一种一次加工就能拥有较高平底孔成孔质量的刀具至关重要。
2、经查,授权公告号为cn207086997 u的实用新型公开了用于盲孔平底刀具,包括刀杆、刀头以及安装在刀头上的刀片,其特征在于:所述刀片的切削刃呈平整的直线,其水平度在0.02mm以内。将刀具上的两个刀片的切屑刃,设计为高低误差不超过0.02mm的直线,在对要求较高的盲孔平底时,可直接一刀铣出即可,以达到优化加工路线的效果。但该刀具只能对平底孔底面加工,如需侧面加工,还需要二次换刀。
技术实现思路
1、为了解决上述技术问题,本实用新型提供一种对镗刀及过中心划刀进行改进、减少换刀频次、提升加工质量的镗刀刀具。
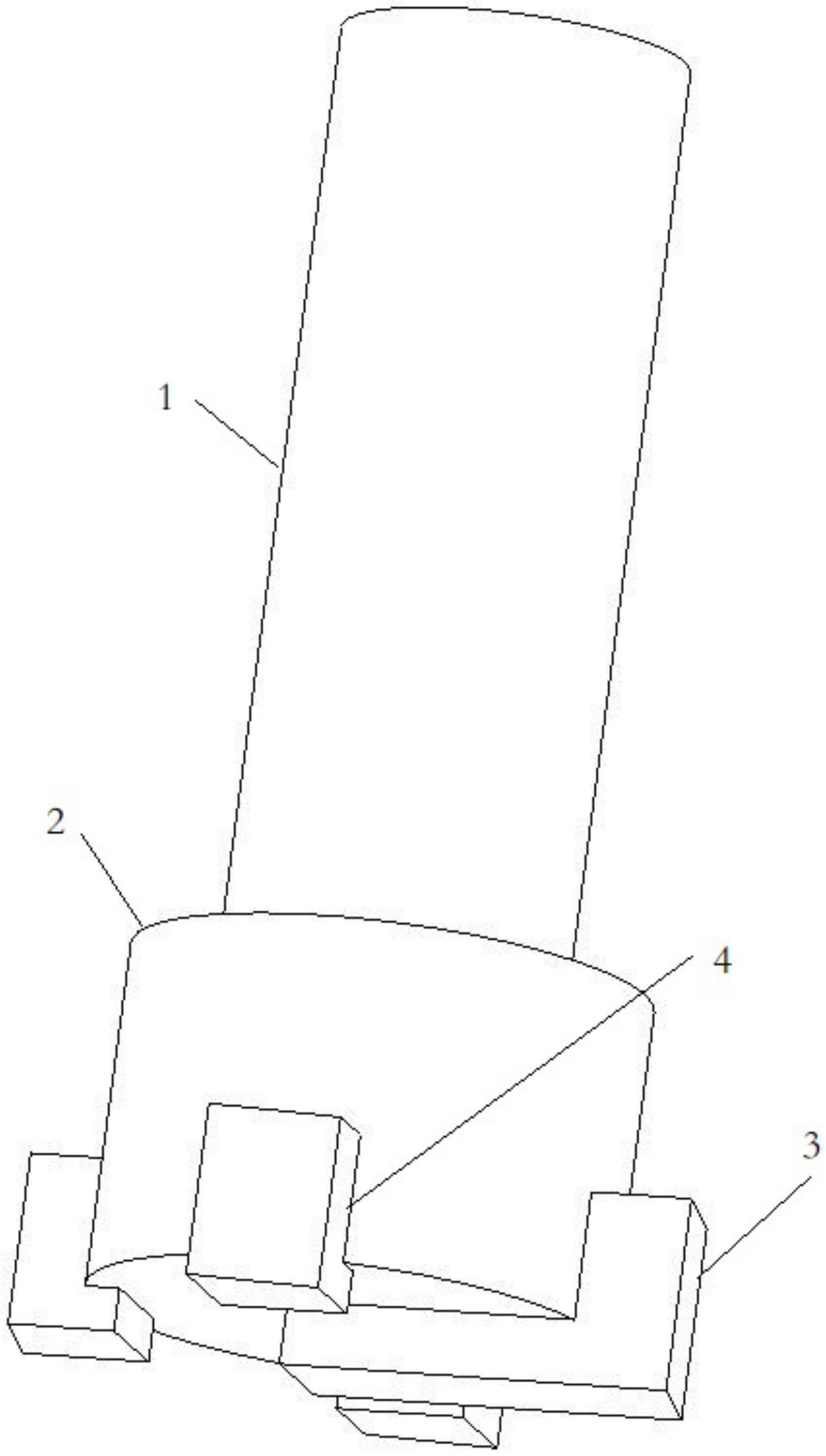
2、本实用新型公开了一种平底孔加工用镗刀刀具,包括定位杆、镗刀杆、过中心划刀刀片、多个镗刀刀片,所述镗刀杆轴向安装于所述定位杆底部,所述过中心划刀刀片和多个所述镗刀刀片分别径向安装于所述镗刀杆底部,且所述过中心划刀刀片和多个所述镗刀刀片呈周向均布,所述过中心划刀刀片的一端过所述镗刀杆底端面的中心。
3、进一步的,所述过中心划刀刀片和多个所述镗刀刀片为矩型刀片,所述镗刀杆的底边位置处开设有多个刀槽,所述过中心划刀刀片、多个所述镗刀刀片分别部分嵌入于所述刀槽中。
4、进一步的,所述过中心划刀刀片、多个所述镗刀刀片的裸露部分均为l型结构。
5、进一步的,所述过中心划刀刀片的底端过所述镗刀杆底端面的中心。
6、进一步的,多个所述镗刀刀片的外侧面到所述镗刀杆的轴距,远于所述过中心划刀刀片外侧面到所述镗刀杆的轴距0.5mm。
7、进一步的,安装后的所述过中心划刀刀片与多个所述镗刀刀片组成的刀具外端尺寸等于待加工平底孔的孔径。
8、本实用新型的有益效果为,在镗刀刀体周向同时安装过中心划刀刀片和多个镗刀刀片,减少平底孔加工过程中的换刀频次;过中心划刀刀片和多个镗刀刀片分别镶嵌在镗刀杆刀槽处,镗刀刀片侧面到镗刀杆的轴距,远于过中心划刀刀片侧面到所述镗刀杆的轴距0.5mm,同时对孔深度和空平面精度进行加工,可以有效保证平底孔加工和其底面平整度加工同时进行,保证工作效率。
9、本实用新型镗刀刀片及过中心划刀刀片焊接为一体刀具,实现一次加工,保证了产品质量稳定性;减少使用一个刀具,降低了刀具成本;减少了换刀频次,降低加工节拍,提高工作效率,提升产品质量。
技术特征:
1.一种平底孔加工用镗刀刀具,包括定位杆、镗刀杆、过中心划刀刀片、多个镗刀刀片,其特征在于,所述镗刀杆轴向安装于所述定位杆底部,所述过中心划刀刀片和多个所述镗刀刀片分别径向安装于所述镗刀杆底部,且所述过中心划刀刀片和多个所述镗刀刀片呈周向均布,所述过中心划刀刀片的一端过所述镗刀杆底端面的中心。
2.按照权利要求1所述的一种平底孔加工用镗刀刀具,其特征在于,所述过中心划刀刀片和多个所述镗刀刀片为矩型刀片,所述镗刀杆的底边位置处开设有多个刀槽,所述过中心划刀刀片、多个所述镗刀刀片分别部分嵌入于所述刀槽中。
3.按照权利要求2所述的一种平底孔加工用镗刀刀具,其特征在于,所述过中心划刀刀片、多个所述镗刀刀片的裸露部分均为l型结构。
4.按照权利要求3所述的一种平底孔加工用镗刀刀具,其特征在于,所述过中心划刀刀片的底端过所述镗刀杆底端面的中心。
5.按照权利要求4所述的一种平底孔加工用镗刀刀具,其特征在于,多个所述镗刀刀片的外侧面到所述镗刀杆的轴距,远于所述过中心划刀刀片外侧面到所述镗刀杆的轴距0.5mm。
6.按照权利要求5所述的一种平底孔加工用镗刀刀具,其特征在于,安装后的所述过中心划刀刀片与多个所述镗刀刀片组成的刀具外端尺寸等于待加工平底孔的孔径。
技术总结
本技术属于平底孔加工技术领域,具体为一种平底孔加工用镗刀刀具,包括定位杆、镗刀杆、过中心划刀刀片、多个镗刀刀片,所述镗刀杆轴向安装于所述定位杆底部,所述过中心划刀刀片和多个所述镗刀刀片分别径向安装于所述镗刀杆底部,且所述过中心划刀刀片和多个所述镗刀刀片呈周向均布,所述过中心划刀刀片的一端过所述镗刀杆底端面的中心。本技术镗刀刀片及过中心划刀刀片焊接为一体刀具,实现一次加工,保证了产品质量稳定性;减少使用一个刀具,降低了刀具成本;减少了换刀频次,降低加工节拍,提高工作效率,提升了产品质量。
技术研发人员:杨海龙,刘寒,应泽博,叶菁,马朝锋,贾靖华,唐铭鑫,薛中成
受保护的技术使用者:西峡县飞龙汽车部件有限公司
技术研发日:20221201
技术公布日:2024/1/12
- 还没有人留言评论。精彩留言会获得点赞!