一种变截面U型钢板桩生产线的制作方法
本技术涉及一种钢板桩技术,尤其是一种两侧厚度和中间厚度不度的钢板桩技术,具体地说是一种变截面u型钢板桩生产线。
背景技术:
1、众所周知,传统的钢板桩的冷轧钢板桩均是利用带钢冷挤压形成的,因此截面厚度是一样的,但实际使用中钢板桩的主要受力部位是中间部位,两侧的锁扣部位受力较小,这就会造成材料的浪费,如果将钢板桩两侧厚度减薄,同时将两侧减薄的材料增加到中间部分,则可在同样规格带材的基础上大幅增加钢板桩的强度,改善性能,因此必须对现有的冷轧钢板生产线进行改进。
技术实现思路
1、本实用新型的目的是针对现有的钢板桩厚度一致,导致主要受力部位厚度不足,影响钢板桩性能充分提高的问题,设计一种能生产两侧薄中间厚的变截面u型钢板桩生产线。
2、本实用新型的技术方案是:
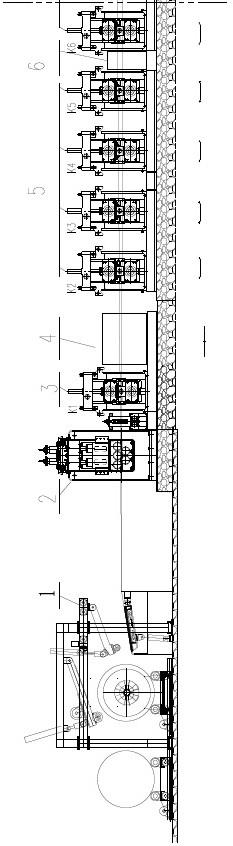
3、一种变截面u型钢板桩生产线,它包括上料机1、校平机2、初成型轧机3,料卷通过上料机1送入生产线的起始端,上料机1将钢卷开料,上料机1的出口端校平机2的进口端相对,初成型轧机3位于校平机2出口端一侧,其特征是:初成型轧机3的出口端一侧安装有能将钢带加热至800℃-1000℃的中频加热装置4,在中频加热装置4,的出口端一侧安装有对加热后的钢带进行成型的热成型轧机5,热成型轧机5将经过的带材的两侧进行减薄,中间进行增厚;热成型轧机5的出口侧安装有冷却装置6,冷却装置对热成型后的带材进行快速冷却至正常轧制温度,在冷却装置6的出口中端安装有冷弯成型轧机7和最终矫正装置8。
4、所述的热成型轧机5共有四道连续成型模组组成。
5、所述的冷弯成型轧机7由八组连续成型模组组成以实现连续变形。
6、本实用新型的有益效果:
7、本实用新型实现了变截面钢板桩的生产,有利于提高材料的利用率,提高使用等级。
8、本实用新型结构简单,改进方便。-
技术特征:
1.一种变截面u型钢板桩生产线,它包括上料机(1)、校平机(2)、初成型轧机(3),料卷通过上料机(1)送入生产线的起始端,上料机(1)将钢卷开料,上料机(1)的出口端校平机(2)的进口端相对,初成型轧机(3)位于校平机(2)出口端一侧,其特征是:初成型轧机(3)的出口端一侧安装有能将钢带加热至800℃-1000℃的中频加热装置(4),在中频加热装置(4),的出口端一侧安装有对加热后的钢带进行成型的热成型轧机(5),热成型轧机(5)将经过的带材的两侧进行减薄,中间进行增厚;热成型轧机(5)的出口侧安装有冷却装置(6),冷却装置对热成型后的带材进行快速冷却至正常轧制温度,在冷却装置(6)的出口中端安装有冷弯成型轧机(7)和最终矫正装置(8)。
2.根据权利要求1所述的变截面u型钢板桩生产线,其特征是,所述的热成型轧机(5)共有四道连续成型模组组成。
3.根据权利要求1所述的变截面u型钢板桩生产线,其特征是,所述的冷弯成型轧机(7)由八组连续成型模组组成以实现连续变形。
技术总结
一种变截面U型钢板桩生产线,它包括上料机、校平机、初成型轧机,料卷通过上料机送入生产线的起始端,上料机将钢卷开料,上料机的出口端校平机的进口端相对,初成型轧机位于校平机出口端一侧,其特征是:初成型轧机的出口端一侧安装有能将钢带加热至800℃‑1000℃的中频加热装置,在中频加热装置,的出口端一侧安装有对加热后的钢带进行成型的热成型轧机,热成型轧机将经过的带材的两侧进行减薄,中间进行增厚;热成型轧机的出口侧安装有冷却装置,冷却装置对热成型后的带材进行快速冷却至正常轧制温度,在冷却装置的出口中端安装有冷弯成型轧机和最终矫正装置。本技术结构简单,能提高材料利用率。
技术研发人员:王银
受保护的技术使用者:江苏顺力冷弯型钢实业有限公司
技术研发日:20221206
技术公布日:2024/1/13
- 还没有人留言评论。精彩留言会获得点赞!