一种电机壳焊接用工装的制作方法
本技术属于电机生产用设备,尤其用于电机壳的加工,具体涉及一种电机壳焊接用工装。
背景技术:
1、在电动汽车技术当中,车辆的电池组件以及电动机组件是最为重要的核心技术,其直接决定车辆的续航里程、动力参数,其中新能源的电池技术是目前行业当中大部分研发团队主要攻克的方向,在电池更轻、更小的情况下达到更大的电池容量,从而达到更长的续航历程。但是,目前新能源汽车技术当中,对于新能源电动机的研发较少,新能源汽车电机需要具有足够的强度性能,就有较强的稳定性,能够满足长时间连续工作,以及长数年,十数年甚至数十年的使用寿命,以及车辆数十万公里的连续行驶要求。
2、现在市场上常用的新能源电动汽车电机为了符合动力需求,通常设置有不同型号规格的电机,尤其是直径超过400mm的电机,其电机壳在加工和生产中成为技术难点,通常使用常规的浇铸一体成型,但这种方式在大直径电机壳的加工时,由于内径大,壁薄容易变形,在挤压过程中导致电机壳整体不圆整和变形,加工质量差,因此出现将电机壳分开挤压成型后,再通过焊接拼接实现高质量生产。
3、但现有技术对这一电机壳的焊接,只能通过工人手扶着几块电机壳壳体,在进行焊接,加工效率低,人工成本高,且焊接精度不能达到保障。
技术实现思路
1、本实用新型要解决了上述背景技术中的问题,为此提供了一种电机壳焊接用工装。
2、本实用新型解决其技术问题采用的技术方案是:
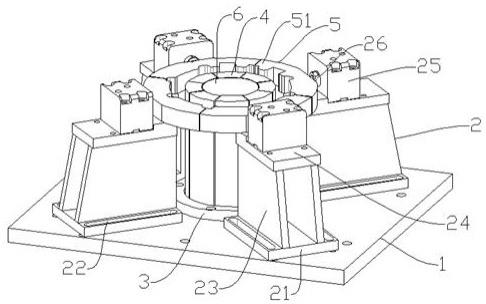
3、一种电机壳焊接用工装,包括安装底座,所述安装底座上方四角位置均对称安装有支撑机构,4个所述支撑机构上方均固定有定位块,4个所述定位块内侧均安装有定位柱,所述安装底座中间位置通过胀紧座安装有胀紧套,所述胀紧套内活动安装有伸缩柱,所述伸缩柱下端连接外部动力源,所述胀紧套上方外侧均匀安装有4个支撑圈块,4个所述支撑圈块拼成支撑圈,电机壳套在支撑圈外侧通过4个定位柱定位,所述胀紧套通过伸缩柱向上伸出带动支撑圈块胀开。
4、较佳的,4个所述支撑机构包括支撑座、两个支撑筋和支撑顶板,所述支撑座螺纹设置在安装底座上,两个支撑筋均垂直安装在支撑座上方,所述支撑顶板固定在两个支撑筋上端。
5、较佳的,4个所述支撑座上方两侧均开有腰槽,4个所述支撑座均通过两个腰槽固定在安装底座上。
6、较佳的,4个所述定位柱内端面均配合电机壳设置成弧形面。
7、较佳的,所述胀紧套的轴心线和支撑圈的轴心线共线。
8、与现有技术相比,本实用新型的有益效果是:本实用新型通过胀紧套胀开支撑圈块,在通过定位柱对电机壳外侧壁进行定位,实现电机壳焊接时垂直放置的装夹与固定,内装夹外定位,保证焊接时的准确性,且支撑机构内外距离可以通过腰槽的固定位置进行调节,适用于各种大小直径的电机壳。
技术特征:
1.一种电机壳焊接用工装,包括安装底座,其特征在于:所述安装底座上方四角位置均对称安装有支撑机构,4个所述支撑机构上方均固定有定位块,4个所述定位块内侧均安装有定位柱,所述安装底座中间位置通过胀紧座安装有胀紧套,所述胀紧套内活动安装有伸缩柱,所述伸缩柱下端连接外部动力源,所述胀紧套上方外侧均匀安装有4个支撑圈块,4个所述支撑圈块拼成支撑圈,电机壳套在支撑圈外侧通过4个定位柱定位,所述胀紧套通过伸缩柱向上伸出带动支撑圈块胀开。
2.根据权利要求1所述的电机壳焊接用工装,其特征在于:4个所述支撑机构包括支撑座、两个支撑筋和支撑顶板,所述支撑座螺纹设置在安装底座上,两个支撑筋均垂直安装在支撑座上方,所述支撑顶板固定在两个支撑筋上端。
3.根据权利要求2所述的电机壳焊接用工装,其特征在于:4个所述支撑座上方两侧均开有腰槽,4个所述支撑座均通过两个腰槽固定在安装底座上。
4.根据权利要求3所述的电机壳焊接用工装,其特征在于:4个所述定位柱内端面均配合电机壳设置成弧形面。
5.根据权利要求4所述的电机壳焊接用工装,其特征在于:所述胀紧套的轴心线和支撑圈的轴心线共线。
技术总结
本技术提供了一种电机壳焊接用工装,包括安装底座,安装底座上方四角位置均对称安装有支撑机构,4个支撑机构上方均固定有定位块,4个定位块内侧均安装有定位柱,安装底座中间位置通过胀紧座安装有胀紧套,胀紧套内活动安装有伸缩柱,胀紧套上方外侧均匀安装有4个支撑圈块,4个支撑圈块拼成支撑圈,电机壳套在支撑圈外侧通过4个定位柱定位,胀紧套通过伸缩柱向上伸出带动支撑圈块胀开;本技术通过胀紧套胀开支撑圈块,在通过定位柱对电机壳外侧壁进行定位,实现电机壳焊接时垂直放置的装夹与固定,内装夹外定位,保证焊接时的准确性,且支撑机构内外距离可以通过腰槽的固定位置进行调节,适用于各种大小直径的电机壳。
技术研发人员:陆荣军,胡海平,梁宇锋,岳柳清,徐鑫
受保护的技术使用者:常州铭斯凯奇新能源科技股份有限公司
技术研发日:20221209
技术公布日:2024/1/13
- 还没有人留言评论。精彩留言会获得点赞!