一种轮辋气门孔成型和打孔模具的制作方法
本技术属于轮辋加工设备,涉及一种轮辋气门孔成型和打孔模具。
背景技术:
1、轮辋的气门孔根据产品特性不同,需要进行气门孔成型,气门孔成型之后,需要打气门孔,现有技术中,一般是气门孔成型之后再打气门孔,这样容易造成气门孔的位置出现偏差,造成产品不合格。
技术实现思路
1、本实用新型针对现有技术存在的上述问题,提供一种轮辋气门孔成型和打孔模具,本实用新型所要解决的技术问题是:如何提高打孔的精度。
2、本实用新型的目的可通过下列技术方案来实现:
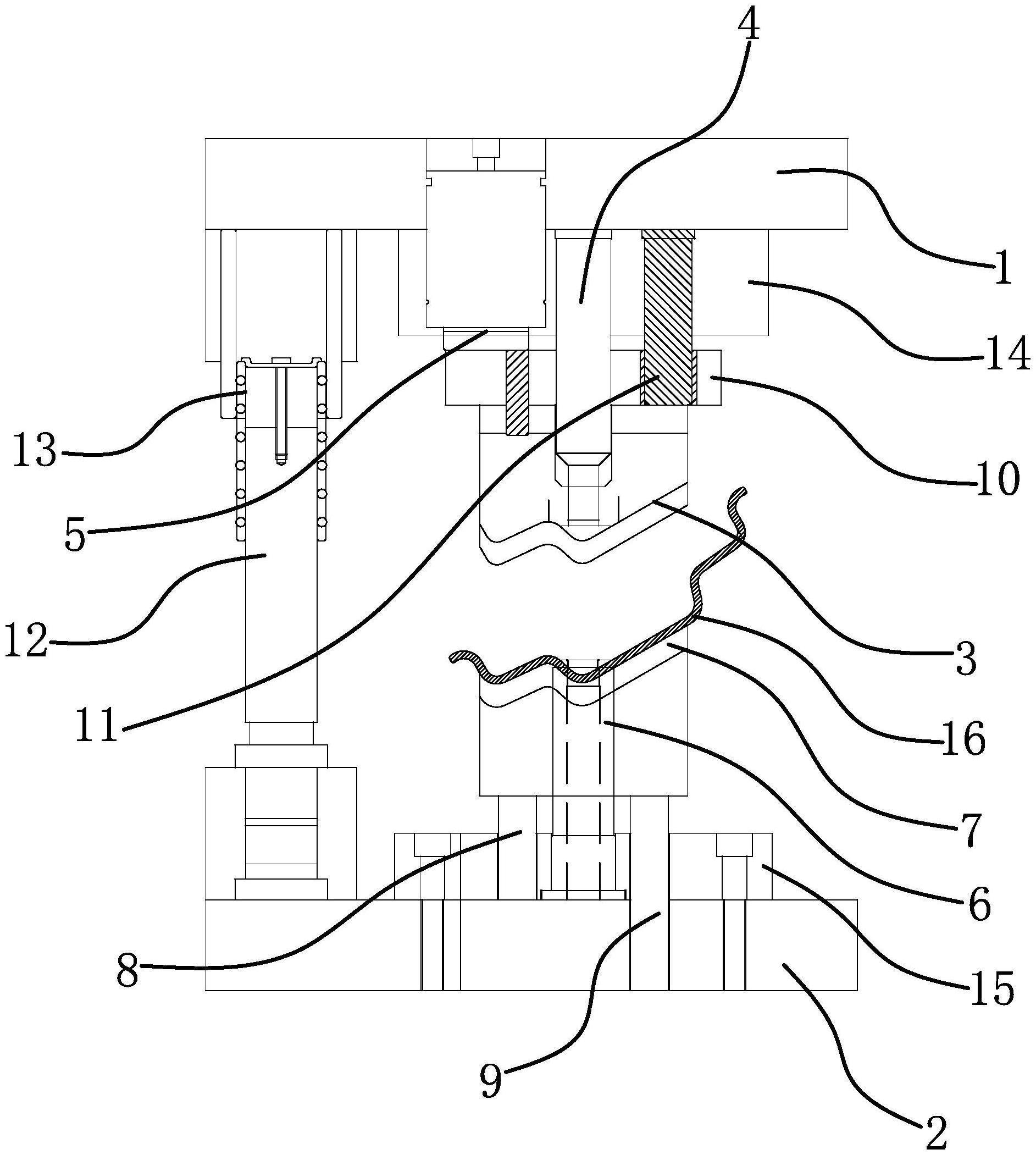
3、一种轮辋气门孔成型和打孔模具,包括上模板和下底板,其特征在于,所述上模板上安装有上模和冲头,所述上模与上模板之间连接有弹性件一,所述上模与冲头滑动连接且冲头的下部位于上模内部,所述下底板上安装有模芯和下模,所述下模与所述模芯滑动连接且模芯的上部位于下模内,所述模芯能够从所述下模中伸出,所述下底板与下模之间设置有弹性件二,所述上模与所述下模能够相抵靠且所述冲头能够从所述上模中穿出且伸入所述模芯中。
4、其工作原理是:模具在分开状态下,将轮辋放在下模上,之后模具合模,上模向下移动之后与下方轮辋接触,下压过程中上模与下模将轮辋压紧,上模持续下行的过程中弹性件二受压缩,使模芯从下模中凸出,模芯在轮辋上将需要打气门孔的位置挤出形状,当模芯与上模贴紧时,上模继续下压,弹性件一受压缩且冲头从上模中凸出,冲头在轮辋上开始冲孔,在成型的需要打气门孔出打出相应的气门孔。
5、开始分模时,受压缩的弹性件一向下推动上模,使冲头退回初始位置,受压缩的弹性件二向上推动下模使其高出模芯,方便拿出轮辋,也方便下次更好的放置轮辋。
6、本模具可以满足所有轮辋气门孔的成型与打孔,使成型与打孔在一道工序上进行,打孔精度高,保证产品质量合格,且节约一道工序,生产效率大大提升,人员操作时也更加方便。
7、在上述的一种轮辋气门孔成型和打孔模具中,所述下底板上安装有导向杆一,所述下模滑动连接在所述导向杆一上。
8、导向杆一对下模起到导向作用,提高下模移动时的稳定性。
9、在上述的一种轮辋气门孔成型和打孔模具中,所述上模的顶部安装有导向板,所述上模板的下部安装有导向杆二,所述导向板滑动连接在所述导向杆二上,所述冲头滑动连接在所述导向板上且沿导向板的厚度方向贯穿所述导向板,所述弹性件一安装在上模板与导向板之间。
10、导向杆二对导向板起到导向作用,导向板对冲头起到良好的导向作用,该结构使冲头在移动时稳定性好,打孔时不易出现偏差,进一步提高打孔的精度。
11、在上述的一种轮辋气门孔成型和打孔模具中,所述下底板上安装有导向柱,所述导向柱上安装有导向套,所述上模板滑动连接在所述导向套上。
12、导向柱和导向套组成定位导向结构,在上模板下压过程中,导向结构对上模板进行导向,防止上模和冲头在移动过程中出现偏差,提高成型和打孔的精度。
13、在上述的一种轮辋气门孔成型和打孔模具中,所述上模的下部安装有固定板一,所述导向杆二固定在所述固定板一上。
14、固定板一将导向杆二固定在上模上,提高导向杆二安装的稳固性。
15、在上述的一种轮辋气门孔成型和打孔模具中,所述下底板上安装有固定板二,所述弹性件二的下部固定在所述固定板二上。
16、固定板二将弹性件二固定在下底板上,弹性件二安装得更加牢固。
17、在上述的一种轮辋气门孔成型和打孔模具中,所述弹性件一为弹簧或橡胶套。
18、在上述的一种轮辋气门孔成型和打孔模具中,所述弹性件二为弹簧或橡胶套。
19、与现有技术相比,本实用新型的优点如下:
20、1.本模具可以满足所有轮辋气门孔的成型与打孔,使成型与打孔在一道工序上进行,打孔精度高,保证产品质量合格,且节约一道工序,生产效率大大提升,人员操作时也更加方便。
21、2.本模具处于分模状态时,下模高出模芯的顶部,轮辋放在下模上时,可以与下模更紧密的贴合,放的时候更加随意,不需对准特定位置,方便放置轮辋。
技术特征:
1.一种轮辋气门孔成型和打孔模具,包括上模板(1)和下底板(2),其特征在于,所述上模板(1)上安装有上模(3)和冲头(4),所述上模(3)与上模板(1)之间连接有弹性件一(5),所述上模(3)与冲头(4)滑动连接且冲头(4)的下部位于上模(3)内部,所述下底板(2)上安装有模芯(6)和下模(7),所述下模(7)与所述模芯(6)滑动连接且模芯(6)的上部位于下模(7)内,所述模芯(6)能够从所述下模(7)中伸出,所述下底板(2)与下模(7)之间设置有弹性件二(8),所述上模(3)与所述下模(7)能够相抵靠且所述冲头(4)能够从所述上模(3)中穿出且伸入所述模芯(6)中。
2.根据权利要求1所述的一种轮辋气门孔成型和打孔模具,其特征在于,所述上模(3)的顶部安装有导向板(10),所述上模板(1)的下部安装有导向杆二(11),所述导向板(10)滑动连接在所述导向杆二(11)上,所述冲头(4)滑动连接在所述导向板(10)上且沿导向板(10)的厚度方向贯穿所述导向板(10),所述弹性件一(5)安装在上模板(1)与导向板(10)之间。
3.根据权利要求2所述的一种轮辋气门孔成型和打孔模具,其特征在于,所述上模(3)的下部安装有固定板一(14),所述导向杆二(11)固定在所述固定板一(14)上。
4.根据权利要求1所述的一种轮辋气门孔成型和打孔模具,其特征在于,所述下底板(2)上安装有导向杆一(9),所述下模(7)滑动连接在所述导向杆一(9)上。
5.根据权利要求1所述的一种轮辋气门孔成型和打孔模具,其特征在于,所述下底板(2)上安装有导向柱(12),所述导向柱(12)上安装有导向套(13),所述上模板(1)滑动连接在所述导向套(13)上。
6.根据权利要求1所述的一种轮辋气门孔成型和打孔模具,其特征在于,所述下底板(2)上安装有固定板二(15),所述弹性件二(8)的下部固定在所述固定板二(15)上。
7.根据权利要求1-6任一项所述的一种轮辋气门孔成型和打孔模具,其特征在于,所述弹性件一(5)为弹簧或橡胶套。
8.根据权利要求1-6任一项所述的一种轮辋气门孔成型和打孔模具,其特征在于,所述弹性件二(8)为弹簧或橡胶套。
技术总结
本技术提供了一种轮辋气门孔成型和打孔模具,属于轮辋加工设备技术领域。本模具包括上模板和下底板,上模板上安装有上模和冲头,上模与上模板之间连接有弹性件一,上模与冲头滑动连接且冲头的下部位于上模内部,下底板上安装有模芯和下模,下模与模芯滑动连接且模芯的上部位于下模内,模芯能够从下模中伸出,下底板与下模之间设置有弹性件二,上模与下模能够相抵靠且冲头能够从上模中穿出且伸入模芯中。本模具可以满足所有轮辋气门孔的成型与打孔,使成型与打孔在一道工序上进行,打孔精度高,保证产品质量合格,且节约一道工序,生产效率大大提升,人员操作时也更加方便。
技术研发人员:姚佳辉,李妙聪,郭文杰
受保护的技术使用者:浙江风驰机械有限公司
技术研发日:20221208
技术公布日:2024/1/12
- 还没有人留言评论。精彩留言会获得点赞!