一种密封堵头及内高压胀形模的制作方法
本技术属于密封,尤其涉及一种密封堵头及内高压胀形模。
背景技术:
1、对于内高压胀形模具,密封堵头结构是非常重要的,其关系到整个内高压成形过程能否顺利进行和生产效率的高低。
2、相关技术中的内高压胀形模具,大多采用为密封堵头3级橡胶密封结构。而3级橡胶密封结构对于一些结构复杂的产品易出现无法达到理想压强的问题,当到达一定时间后会出现缩料现象。
技术实现思路
1、为了保证产品在胀形过程中的压强,本实用新型提供一种密封堵头及内高压胀形模,所述技术方案如下:
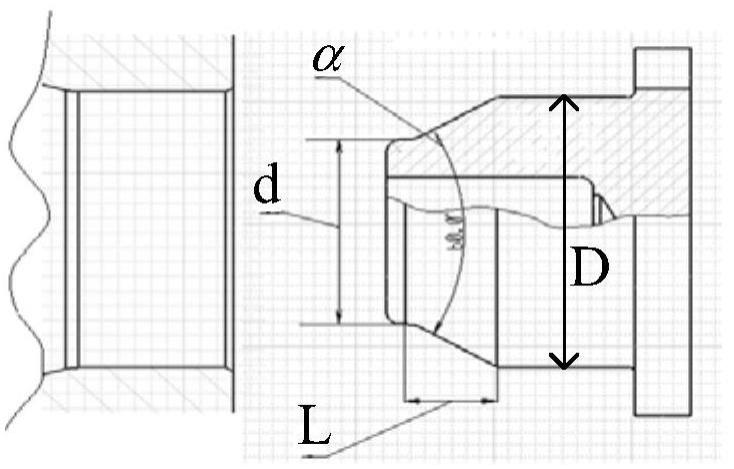
2、第一方面,提供一种密封堵头,包括:所述密封堵头为锥形结构。
3、可选地,密封堵头的锥形高度为20mm~200mm。
4、可选地,密封堵头的锥形角度为60°。
5、可选地,密封堵头由金属制成。
6、第二方面,提供一种内高压胀形模,包括胀形零件模具以及第一方面任一所述的密封堵头,胀形零件模具端头开口边缘为倒角结构。
7、可选地,胀形零件模具端头开口边缘倒角度数为30°~40°。
8、可选地,胀形零件模具端头开口边缘倒角角度为30°。
9、本实用新型提供的一种密封堵头为锥形结构,相较一般密封方式的密封效果,本实用新型可以提高5-10mpa,有效的保证压强达到成形标准。本实用新型更加适应当今工业发展趋势,在工业生产中体现出了显著的优势:1)仅需要凹模或凸模,将液体介质作为凸模或凹模,省去一半模具费用和加工时间,而且液体作为凸模可以成形很多刚性凸模无法成形的复杂零件;2)有效实现胀形密封,液体作为传力介质具有时时可控性,通过液压闭环伺服系统和计算机控制系统可以按给定的曲线精确控制压力,确保工艺参数在设定的数值内,并且随时间可控可调,大大提高了工艺柔性。
技术特征:
1.一种密封堵头,其特征在于,包括:所述密封堵头为锥形结构,密封堵头的锥形端头直径d与锥形高度l满足:d=d-2*tan30°*l,d为产品管径。
2.根据权利要求1所述的密封堵头,其特征在于,密封堵头的锥形高度为20mm~200mm。
3.根据权利要求1所述的密封堵头,其特征在于,密封堵头的锥形角度为60°。
4.根据权利要求1所述的密封堵头,其特征在于,密封堵头由金属制成。
5.一种内高压胀形模,其特征在于,包括胀形零件模具以及权利要求1至4任一所述的密封堵头,胀形零件模具端头开口边缘为倒角结构,胀形零件模具端头开口边缘倒角度数为30°~40°。
6.根据权利要求5所述的内高压胀形模,其特征在于,胀形零件模具端头开口边缘倒角角度为30°。
技术总结
本技术提供一种密封堵头及内高压胀形模,属于密封技术领域,所述密封堵头为锥形结构,胀形零件模具端头开口边缘为倒角结构,在对产品进行密封时,能保证产品在胀形过程中的压强;可大大减少生产准备成本,提高零件的生产效率以及成形率,同时保证零件的外观美观性。
技术研发人员:杨金涛,刘电生,王亮
受保护的技术使用者:哈尔滨飞机工业集团有限责任公司
技术研发日:20221209
技术公布日:2024/1/13
- 还没有人留言评论。精彩留言会获得点赞!