一种工件装夹治具的制作方法
本技术涉及装夹治具,尤其是指一种工件装夹治具。
背景技术:
1、在对工件进行加工时,需要通过装夹治具对工件进行固定,以能够稳定地对工件进行加工。由于不同结构的工件所需装夹治具的结构不相同,所以装夹治具的结构形式多样;比如:申请号为201920075147.5的专利文件公开了一种装夹治具,申请号为201721399503.6的专利文件公开了一种铝铸件快速装夹治具,虽然上述两个专利文件均能够实现对工件进行装夹,但是都需要人工将工件搬到装夹空间内,当工件的体积比较大或/和重量比较重时,一般需要多人将工件抬进装夹空间内,费时费力,装夹效率高,人工成本和劳动强度大,且存在安全隐患。因此,缺陷十分明显,亟需提供一种解决方案。
技术实现思路
1、为了解决上述技术问题,本实用新型的目的在于提供一种工件装夹治具。
2、为了实现上述目的,本实用新型采用如下技术方案:
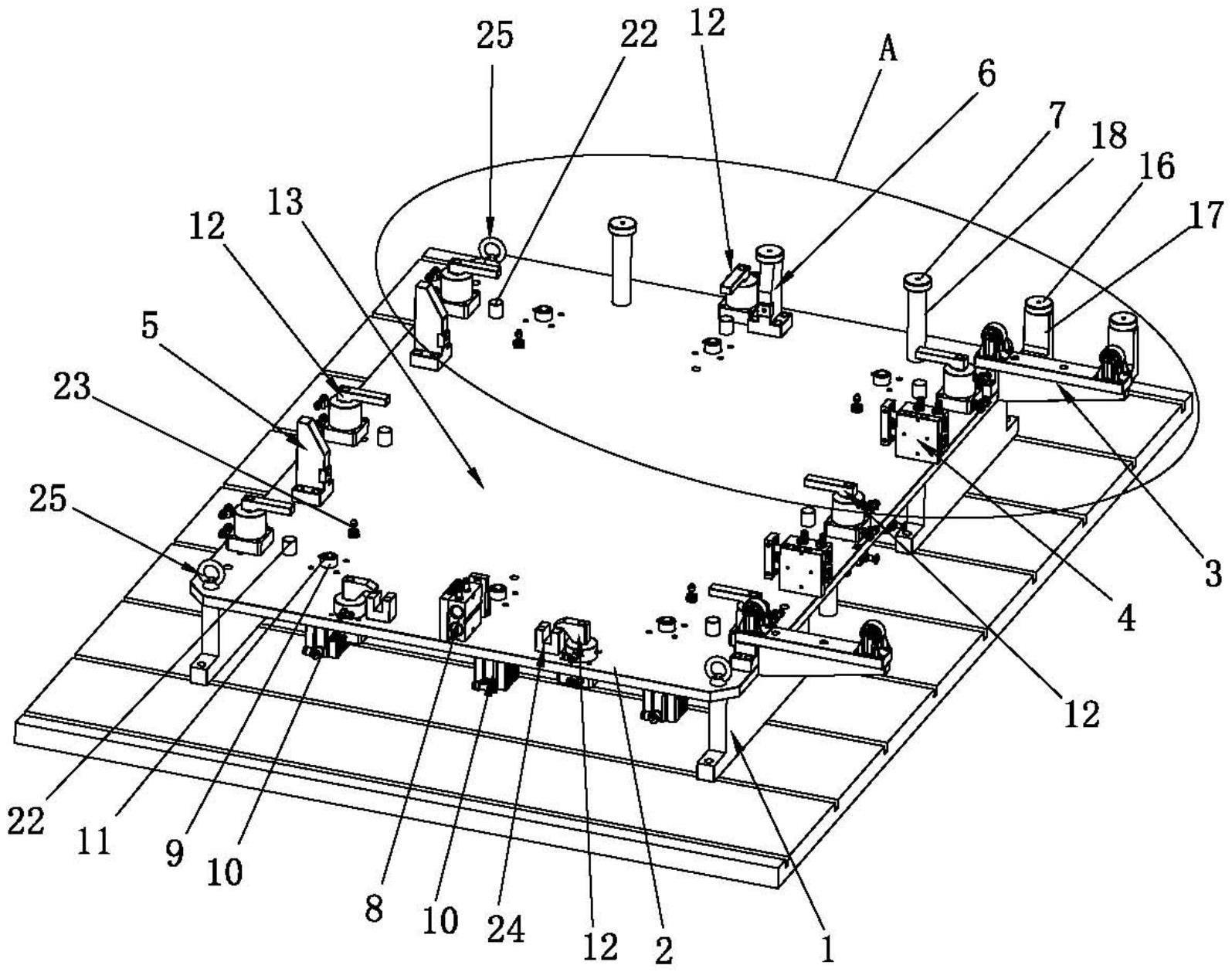
3、一种工件装夹治具,其包括底座、装设于底座的顶部的底板、分别装设于底板的一侧的上下料延伸输送机构和侧部压紧机构、装设于底板的另一侧的若干个侧定位板、分别装设于底板的一端的若干个端定位板和若干个第一定位导向轮、装设于底板的另一端的端部压紧机构、升降设置于底板的多个承托件及装设于底板的底部或/和底座的多个升降驱动器,多个升降驱动器分别与多个承托件驱动连接,每个承托件的顶部均转动连接有滚球,底板的四周边缘均装设有若干个旋转按压机构,上下料延伸输送机构的一端突伸至底板外,底板、侧部压紧机构、端定位板、第一定位导向轮、侧定位板、端部压紧机构和若干个旋转按压机构围设成装夹空间,多个承托件位于装夹空间内。
4、进一步地,上下料延伸输送机构包括装设于底板的外延伸板、转动连接于外延伸板的顶面的若干个输送轮及转动设置于外延伸板的一侧的若干个第二定位导向轮,第一定位导向轮和第二定位导向轮位于底板的同一侧。
5、进一步地,外延伸板的一侧装设有安装座,第二定位导向轮转动连接于安装座的顶部。
6、进一步地,底板装设有立柱,第一定位导向轮转动连接于立柱的顶部。
7、进一步地,侧定位板的内侧壁和端定位板的内侧壁均设置有自上往下连接的导斜面和定位面。
8、进一步地,定位面嵌装有护垫。
9、进一步地,承托件位于底板的上方,升降驱动器的升降端贯穿底板后与对应的承托件连接,底板的顶面装设有多个支撑块,多个支撑块均位于装夹空间内。
10、进一步地,底板或/和底座装设有若干个阻尼器,阻尼器的阻尼端突伸至装夹空间内。
11、进一步地,底板装设有若干个辅助支撑座,辅助支撑座和端部压紧机构位于底板的同一端部,每个辅助支撑座均与一个旋转按压机构对应设置。
12、进一步地,底板的四个角落处均装设有提手环。
13、本实用新型的有益效果:在实际应用中,先将工件放置在上下料延伸输送机构上,且工件的一端面与第一定位导向轮抵触,多个升降驱动器分别驱动多个承托件上升至预设高度,使得多个承托件上的滚珠形成与上下料延伸输送机构衔接的滚动面,接着向工件施加推力,在上下料延伸输送机构将工件输送至滚动面的过程中,工件的一端面与第一定位导向轮滚动抵触,第一定位导向轮对工件起到导向和定位的作用,使得工件顺畅且稳定地移动至滚动面,并与多个滚珠滚动抵触,直至工件的一侧面与侧定位板抵触,工件的一端面与端定位板抵触,证明工件移动到位,然后多个升降驱动器驱动多个承托件连带工件下降,使得工件容置在装夹空间内,此时,端部压紧机构和侧部压紧机构分别工作,端部压紧机构抵触工件的另一端面,使得端部压紧机构与端定位板配合以对工件进行横向定位,与此同时,侧部压紧机构抵触工件的另一侧面,使得侧部压紧机构与侧定位板配合以对工件进行纵向定位,以将工件准确定位在装夹空间内,最后若干个旋转按压机构工作,使得旋转按压机构的旋转按压端将工件的四周边缘按压在装夹空间内,以实现对工件进行装夹固定。当需要取走工件时,多个承托件将工件托起,然后向工件施加向外的推力,使得工件从滚动面移动至上下料延伸输送机构上,再经由上下料延伸输送机构输出。本实用新型的结构设计巧妙,对工件的装夹精度高、稳定性好,且工件能够滑动上下料,便于取放工件,降低了装夹的难度,达到灵活快速装夹的目的,提高了装夹的效率,降低了人工的成本和劳动强度,降低了安全事故发生的机率。本实用新型特别适用于对大体积或/和重量重的工件进行装夹。
技术特征:
1.一种工件装夹治具,其特征在于:包括底座、装设于底座的顶部的底板、分别装设于底板的一侧的上下料延伸输送机构和侧部压紧机构、装设于底板的另一侧的若干个侧定位板、分别装设于底板的一端的若干个端定位板和若干个第一定位导向轮、装设于底板的另一端的端部压紧机构、升降设置于底板的多个承托件及装设于底板的底部或/和底座的多个升降驱动器,多个升降驱动器分别与多个承托件驱动连接,每个承托件的顶部均转动连接有滚球,底板的四周边缘均装设有若干个旋转按压机构,上下料延伸输送机构的一端突伸至底板外,底板、侧部压紧机构、端定位板、第一定位导向轮、侧定位板、端部压紧机构和若干个旋转按压机构围设成装夹空间,多个承托件位于装夹空间内。
2.根据权利要求1所述的一种工件装夹治具,其特征在于:上下料延伸输送机构包括装设于底板的外延伸板、转动连接于外延伸板的顶面的若干个输送轮及转动设置于外延伸板的一侧的若干个第二定位导向轮,第一定位导向轮和第二定位导向轮位于底板的同一侧。
3.根据权利要求2所述的一种工件装夹治具,其特征在于:外延伸板的一侧装设有安装座,第二定位导向轮转动连接于安装座的顶部。
4.根据权利要求1所述的一种工件装夹治具,其特征在于:底板装设有立柱,第一定位导向轮转动连接于立柱的顶部。
5.根据权利要求1所述的一种工件装夹治具,其特征在于:侧定位板的内侧壁和端定位板的内侧壁均设置有自上往下连接的导斜面和定位面。
6.根据权利要求5所述的一种工件装夹治具,其特征在于:定位面嵌装有护垫。
7.根据权利要求1所述的一种工件装夹治具,其特征在于:承托件位于底板的上方,升降驱动器的升降端贯穿底板后与对应的承托件连接,底板的顶面装设有多个支撑块,多个支撑块均位于装夹空间内。
8.根据权利要求1所述的一种工件装夹治具,其特征在于:底板或/和底座装设有若干个阻尼器,阻尼器的阻尼端突伸至装夹空间内。
9.根据权利要求1所述的一种工件装夹治具,其特征在于:底板装设有若干个辅助支撑座,辅助支撑座和端部压紧机构位于底板的同一端部,每个辅助支撑座均与一个旋转按压机构对应设置。
10.根据权利要求1所述的一种工件装夹治具,其特征在于:底板的四个角落处均装设有提手环。
技术总结
本技术涉及装夹治具技术领域,尤其是指一种工件装夹治具,包括底座、底板、上下料延伸输送机构、侧部压紧机构、端部压紧机构、若干个侧定位板、若干个端定位板、若干个第一定位导向轮、若干个旋转按压机构、多个承托件及多个升降驱动器,多个升降驱动器分别与多个承托件驱动连接,承托件转动连接有滚球,底板、侧部压紧机构、端定位板、第一定位导向轮、侧定位板、端部压紧机构和若干个旋转按压机构围设成装夹空间,多个承托件位于装夹空间内。本申请对工件的装夹精度高、稳定性好,且工件能够滑动上下料,便于取放工件,降低了装夹的难度,达到灵活快速装夹的目的,提高了装夹的效率,降低了人工的成本和劳动强度,使用安全。
技术研发人员:龙礼仁,肖家栋,林仁俊,丁果,谭铁山,胡松林
受保护的技术使用者:东莞市豪斯特热冲压技术有限公司
技术研发日:20221209
技术公布日:2024/1/11
- 还没有人留言评论。精彩留言会获得点赞!