一种三通阀门端面铣削工装的制作方法
本技术属于阀门加工,尤其涉及一种三通阀门端面铣削工装。
背景技术:
1、随着城市化进程以及油、气、水及液压领域的的发展,三通阀门占据越来越重要的地位。三通阀门在生产加工过程中,需要对三通阀门的三个端面进行铣削加工,以满足相应的精度要求。现有对三通阀门的端面铣削加工过程,一般是采用v形夹具将三通阀门进行定位及固定,三通阀门被固定后,由车床或数控铣床对端面进行铣削加工。
2、但是上述现有三通阀门固定及端面铣削过程中,存在以下问题:1.针对正三通阀门(t形阀门,如附图9中所示),一般采用一套加工治具,在加工完成一个端面后,将三通阀门拆下并重新夹持固定,以进行下一个端面的铣削,该种铣削加工过程效率较低且加工治具拆装不便,不适合大批量三通阀门的生产;现有技术中,也有采用将三通阀门通过铣削工装夹持后,采用在铣床上安装三个铣削机构以便于同时对三通阀门的三个端面进行铣削,但此种铣削过程增加了整体设备复杂度和成本,不适合在原有车床或数控铣床的基础上进行改造;由此,针对此问题,亟需设计出一次装夹即可持续对三个端面依次铣削的铣削工装;2.此外,对于其他类型阀门,如附图8中所示的y形阀门,需要更换另外一套加工治具才能进行端面铣削,现有三通阀门端面铣削工装的适应性较差,需要多种类型的铣削工装;由此,针对此问题,亟需设计出可对多种类型三通阀门进行夹持的铣削工装。
技术实现思路
1、为解决现有技术中存在的至少一项技术问题,本申请提出了一种对三通阀门适应性高、一次装夹可依次加工三个端面的三通阀门端面铣削工装。
2、为实现上述目的,本实用新型提供如下技术方案:
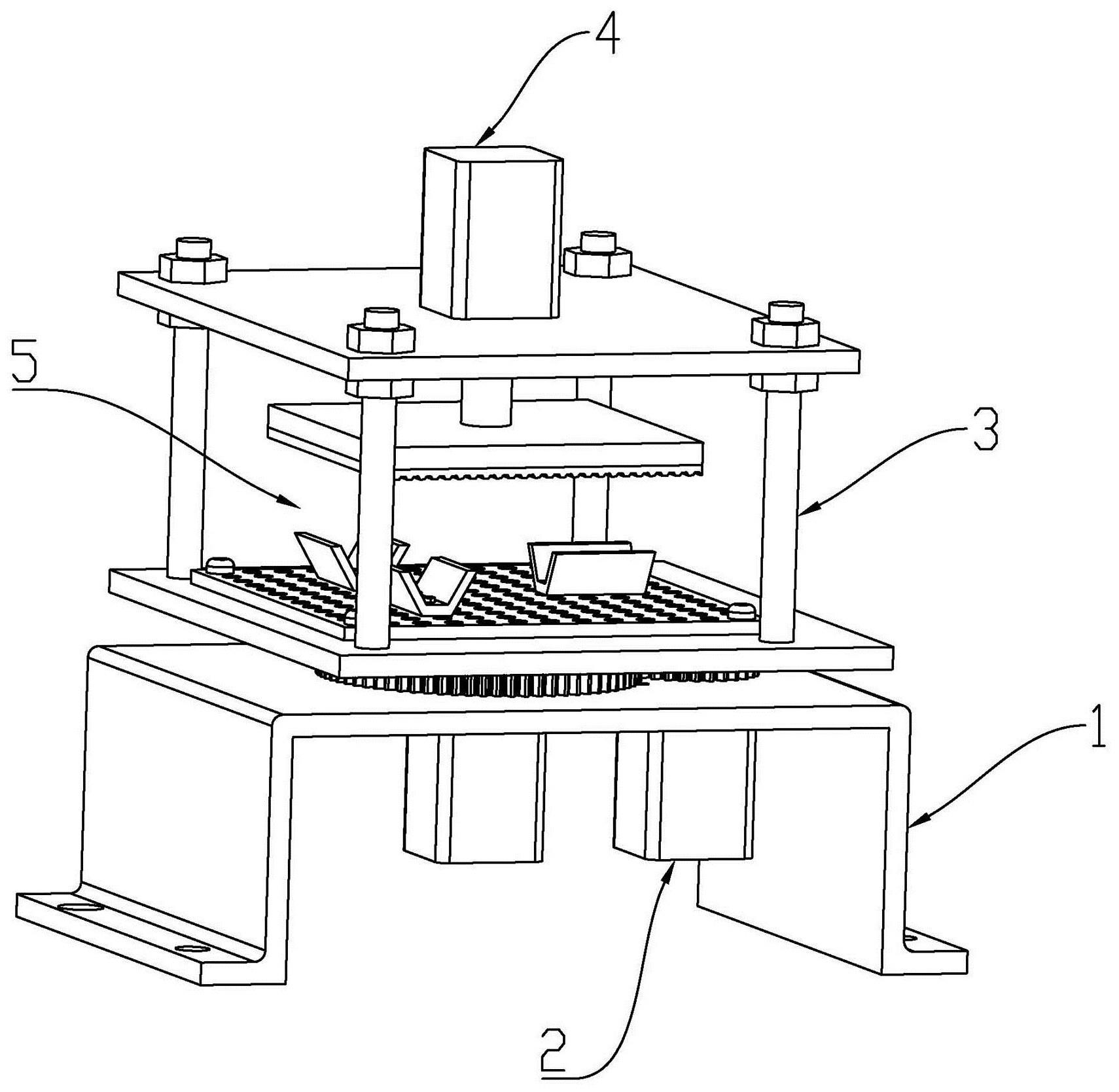
3、一种三通阀门端面铣削工装,包括安装台,还包括回转机构、支撑机构及夹持机构;所述回转机构包括在所述安装台下设置的伺服电机、在所述工作台上方的伺服电机输出轴上键连接的第一齿轮以及齿轮回转支承,所述齿轮回转支承的内圈及外圈分别固定连接在工作台上端面、与所述第一齿轮相啮合;所述支撑机构包括固定连接在齿轮回转支承外圈上端面且水平设置的连接板、在所述连接板上设置的支撑杆及水平固定在支撑杆上的支撑板;所述夹持机构包括水平设置在连接板上端面的定位板、在所述定位板上固定连接的v形定位架、在所述支撑板上竖直向下固定连接的第一气缸、在第一气缸导杆上水平设置的下压板,所述下压板与定位架相对设置。
4、优选的,所述夹持机构还包括在所述安装台下竖直设置的第二气缸,所述第二气缸的导杆上端面水平固定连接有顶升板,所述第二气缸的导杆及顶升板可滑动穿设在齿轮回转支承内圈内。
5、优选的,在所述连接板上端面竖直设有若干定位柱,在所述定位板上开设有与定位柱相匹配的若干定位孔,所述定位板可拆卸地套设在定位柱上。
6、优选的,在所述定位板上均布开设有若干螺纹连接孔,所述定位架设置有若干个,每个所述定位架通过紧固螺栓固定连接在连接孔内。
7、优选的,在所述定位架底部沿其长度方向开设有腰形调整通孔,所述紧固螺栓穿设在调整通孔并螺纹连接在连接孔内以将定位架固定在定位板上。
8、优选的,在所述支撑板上方及下方的各支撑杆上螺纹连接有调整螺母。
9、优选的,在所述下压板下端面水平设置有缓冲垫。
10、与现有技术相比,本实用新型的有益效果是:
11、1.通过设置支撑机构及夹持机构,由v形定位架及第一气缸实现对三通阀门的定位及固定夹持,通过设置回转机构,由伺服电机带动第一齿轮转动并带动齿轮回转支承的外圈旋转,以带动支撑机构夹持机构旋转,实现对三通阀门的一次装夹后,通过同步转动支撑机构及夹持机构,可依次对三通阀门的三个端面进行铣削加工,以提高加工效率、减少由于多次夹装造成的加工误差,进一步提高了加工精度;由于使用齿轮回转支承,具有较高的综合承载能力且结构简单、稳定。
12、2.通过设置第二气缸及顶升板,实现对连接板、定位架、三通阀门的上下方向的同时夹持,在提高夹持强度的同时,避免齿轮回转支承的外圈承载过多载荷,造成轴向及径向精度降低;通过设置定位柱及定位孔,在便于拆卸定位板以提高各种类型、尺寸的三通阀门加工的适应性的同时,由第二气缸及顶升板将定位板顶升一段距离,以使定位板与齿轮回转支承的外圈脱离接触,进一步避免了齿轮回转支承因受力过大导致结构失效。
13、3.通过在定位板上均布设置若干螺纹连接孔、定位架通过紧固螺栓固定在连接孔内,以便于安装及拆卸定位架,可根据不同的三通阀门选取不同尺寸及结构形式的定位架;通过在定位架上开设腰形通孔,可在定位架固定在螺纹孔内时,对定位架进行微调,以提高定位架对三通阀门的夹持精度、提高定位架及三通阀门受力均匀性。
14、4.通过设置调整螺母,可调整支撑板及第一气缸的高度,从而调整下压板的高度,以调整下压板对三通阀门的夹持力;通过设置缓冲垫,避免下压板在夹持三通阀门时,对三通阀门的表面造成划伤。
技术特征:
1.一种三通阀门端面铣削工装,包括安装台,其特征在于:还包括回转机构、支撑机构及夹持机构;
2.根据权利要求1所述一种三通阀门端面铣削工装,其特征在于:所述夹持机构还包括在所述安装台下竖直设置的第二气缸,所述第二气缸的导杆上端面水平固定连接有顶升板,所述第二气缸的导杆及顶升板可滑动穿设在齿轮回转支承内圈内。
3.根据权利要求2所述一种三通阀门端面铣削工装,其特征在于:在所述连接板上端面竖直设有若干定位柱,在所述定位板上开设有与定位柱相匹配的若干定位孔,所述定位板可拆卸地套设在定位柱上。
4.根据权利要求1所述一种三通阀门端面铣削工装,其特征在于:在所述定位板上均布开设有若干螺纹连接孔,所述定位架设置有若干个,每个所述定位架通过紧固螺栓固定连接在连接孔内。
5.根据权利要求4所述一种三通阀门端面铣削工装,其特征在于:在所述定位架底部沿其长度方向开设有腰形调整通孔,所述紧固螺栓穿设在调整通孔并螺纹连接在连接孔内以将定位架固定在定位板上。
6.根据权利要求1所述一种三通阀门端面铣削工装,其特征在于:在所述支撑板上方及下方的各支撑杆上螺纹连接有调整螺母。
7.根据权利要求1所述一种三通阀门端面铣削工装,其特征在于:在所述下压板下端面水平设置有缓冲垫。
技术总结
本技术属于阀门加工技术领域,尤其涉及一种三通阀门端面铣削工装。一种三通阀门端面铣削工装,包括安装台、回转机构、支撑机构及夹持机构;所述回转机构包括伺服电机、在伺服电机输出轴上连接的第一齿轮以及齿轮回转支承,所述齿轮回转支承的内圈及外圈分别固定在工作台上端面、与所述第一齿轮相啮合;所述支撑机构包括设置在齿轮回转支承外圈上的连接板、支撑杆及支撑板;所述夹持机构包括水平设置在连接板上端面的定位板、在所述定位板上设置的V形定位架、在所述支撑板上竖直向下固定连接的第一气缸、在第一气缸导杆上水平设置的下压板,所述下压板与定位架相对设置。本技术一次装夹三通阀门即可依次铣削加工三个端面。
技术研发人员:郭二辉,李俊超,郁亚培,罗演魁,刘浩
受保护的技术使用者:郑州市创铭诚自动化设备科技有限公司
技术研发日:20221213
技术公布日:2024/1/13
- 还没有人留言评论。精彩留言会获得点赞!